Как правильно варить аргонодуговой сваркой: как работает, научиться
- АО Поликор
- Блог
- Как правильно варить аргонодуговой сваркой: как работает, научиться
Аргонодуговая сварка дает аккуратные и ровные швы, прочно соединяя металл. Такой способ востребован сегодня, его активно используют как в быту, так и на производстве. Соединение получается качественным, если использовать надежные сопла для аргонодуговой сварки, изготовленные из термостойкой керамики. С их помощью можно сваривать легированные стали и цветные металлы, на них не налипают сварочные брызги. Это отличные комплектующие для сварочных аппаратов ГРАД, УДАР, ГР, Э3Р, АР, ПШПА, УДПГ и других горелок.
Сегодня аргонодуговая сварка считается одной из самых востребованных, ее используют для ремонта кузова автомобилей, изготовления инструментов, емкостей, для сварки ворот, ограждений, козырьков и других изделий. Такие швы не нуждаются в дополнительной обработке, получаются ровными, крепкими и не подвергаются коррозии. Хорошо научиться варить просто, для этого необходимо следовать инструкциям.
Особенности работы аргонодуговой сварки
Такая сварка напоминает газовую резку металла кислородом, поскольку в сварочную зону непрерывно подается аргон. Сваривание осуществляется сварочным дуговым аппаратом, оснащенным специальным соплом. Его края ограничивают и изолируют рабочую зону. Газ подается непрерывно при помощи специального устройства. Металл сваривается электродом, который нагревает его до высоких температур и переплавляет для крепкого и надежного соединения.
Преимущества аргонодуговой сварки:
- аргон является плазмообразующим веществом, идеально подходит для сваривания металла;
- газ невзрывоопасный, что обеспечивает безопасность во время работ;
- при сварке обеспечивается надежная изоляция для предотвращения окисления атмосферным кислородом;
- сваривание аргоном – удобным способ, научиться работать с горелкой довольно просто.


Для сваривания металла используют два вида электродов – плавящиеся и неплавящиеся. Последние являются более тугоплавкими и стойкими, их изготавливают из вольфрама.
Методика работы аргонодуговой сваркой
Работать с аргонодуговой сваркой можно только в закрытых помещениях, эксплуатация на открытых площадках в ветряную погоду без дополнительного оборудования запрещается. Сварщик должен использовать средства индивидуальной защиты, включая маску и перчатки.
Для начала необходимо правильно настроить аппарат, выбрав силу тока. Она зависит от толщины металла и диаметра электрода. Поможет задать правильный режим информация из таблицы:
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
Выбрав оптимальные настройки, приступаем к работам. Для правильной сварки соблюдайте следующие правила:
Для правильной сварки соблюдайте следующие правила:
- для поверхностного провара старайтесь создавать длинную сварочную дугу – шов получится широким, но неглубоким;
- более тщательный провар даст короткая дуга, вы получите узкий шов – горелку необходимо вести продольно;
- подавайте присадочную проволоку плавно и размеренно, без резких движений – это обеспечит ровный и аккуратный шов без брака;
- не начинайте работать резко, так кислород попадет в сварочную зону – рекомендуется сначала включит горелку и через 15-20 секунд подавать проволоку к электроду.
Это основные правила, которых нужно придерживаться. Для получения качественных швов нужен небольшой опыт, начальные навыки можно получить после выполнения нескольких манипуляций. Используйте только качественные комплектующие и материалы, соблюдение таких рекомендаций гарантирует оптимальный результат. Если делать все правильно, вы получите аккуратные, ровные и крепкие швы.
Как выбрать комплектующие для аргонодуговой сварки?
Сегодня все чаще выбирают аргоновую сварку, которая по сравнению с электрической обеспечивает лучший результат. С помощью горелки с инертным газом можно легко варить алюминий, нержавейку, вольфрамовые заготовки и другие сплавы из металлов, швы у деталей получаются более
С помощью горелки с инертным газом можно легко варить алюминий, нержавейку, вольфрамовые заготовки и другие сплавы из металлов, швы у деталей получаются более
ровными вне зависимости от опыта сварщика. В отличие от электродов, у полученного соединения меньше брака, исключаются основные ошибки при работе в виде непроваров. Дуга надежно защищена газом, из-за чего образуется меньше шлака. Такая технология все чаще применяется на производствах, что позволяет получить лучшее качество у деталей.
При выборе комплектующих для оборудования необходимо руководствоваться следующими правилами:
- Покупать только запчасти для конкретной модели оборудования – они должны быть совместимы по характеристикам и подходить по размерам. Запрещается использовать детали от других аппаратов, это может негативно сказаться на процессе сваривания.
- Необходимо выбирать сопла и другие комплектующие исключительно из огнеупорной керамики. Такие материалы подходят для данного рабочего процесса, при их применении прогрев поверхности будет оптимальным.
- Лучше выбрать проверенного производителя комплектующих, как завод АО «Поликор». Производитель изготавливает качественную продукцию для любого оборудования, включая запчасти к аппаратам для сваривания аргонодуговым способом. Они строго отвечают требованиям ГОСТ, их выбирают для профессиональной эксплуатации.
Это основные правила для выбора комплектующих, соблюдайте эти рекомендации перед покупкой. Наш завод занимается профессиональным изготовлением современных огнеупоров, включая сопла и другие детали для аргонодуговой сварки.
Цены на комплектующие к аппаратам для аргонодуговой сварки
Стоимость комплектующих зависит от модели оборудования, для которого требуется их производство. На цену влияет и конкретный вид детали, которую нужно изготовить, а также партия про можно уточнить у менеджера, обсудив с ним детали сделки. Сотрудник ответит на все вопросы и постарается помочь с выбором.
Контакты для связи со специалистом представлены на сайте – телефон, электронная почта и форма онлайн консультанта. Вы можете узнать цены быстро, связавшись с нами удобным способом.
Вы можете узнать цены быстро, связавшись с нами удобным способом.
Поделиться:
Возможно вам будет интересно
Как делают огнеупорное стекло?
Классификация кварцевых огнеупоров
Керамическое волокно: области применения и свойства огнеупорного материала
Огнеупорные связующие: разнообразие видов и описание
Как согнуть листовой асбест вокруг трубы?
Что можно производить из глины?
Чем заменить буру при плавке золота и серебра?
В чём заключается подготовка металла к плавке?
Производство и применение вспученного вермикулита в строительстве
Вреден или нет асбокартон для здоровья: характеристики теплопроводности
Совелитовые плиты для обмуровки котлов: технология производства и характеристики
Как вести шов в аргонодуговой сварке?
Как выбрать аппарат аргонодуговой сварки?
Как выбрать вольфрамовые электроды для аргонодуговой сварки?
Как сделать огнеупорный цемент из золы?
Сварка аргоном – видео уроки для начинающих специалистов
- В чем заключаются особенности аргонной сварки
- Как выполняется сварка в среде аргона
- Требуемое оборудование и режимы сварки
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое).
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
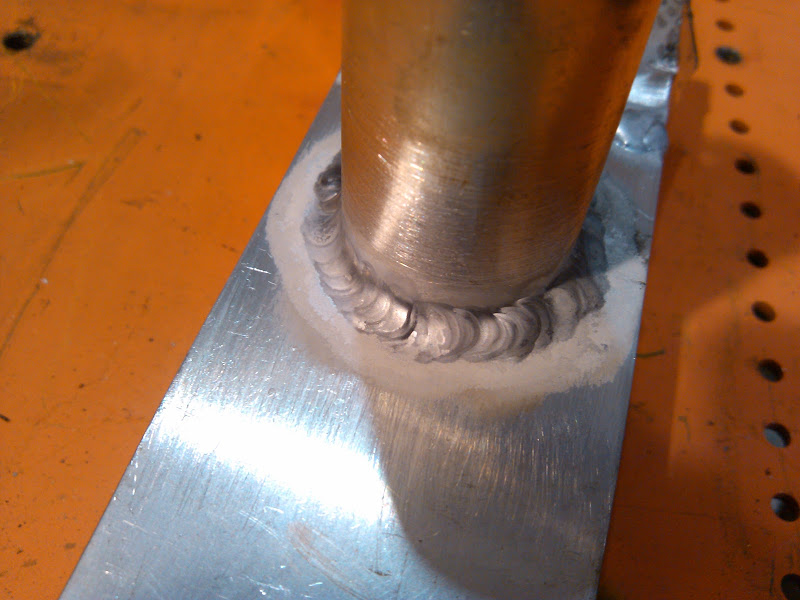
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве по TIG мы увидим, что это за процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых применяется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
- Что такое сварка TIG?
- Наука, стоящая за сваркой TIG
- Какие расходные материалы необходимы для сварки TIG?
- Начало работы со сварочным аппаратом TIG
- Применения для сварки TIG
- Плюсы и минусы сварки TIG
- Часто задаваемые вопросы по сварке TIG
- Следующие шаги: что делать после обучения сварке TIG
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки. Затем он защищает сварные швы инертным газом.
Что означает TIG?TIG просто означает сварку вольфрамом в среде инертного газа. Процесс сварки также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Сварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Невозможно выполнять сварку с обратной полярностью (полюс (+) подключен к электроду), поскольку это разрушит электрод, расплавив его, так как в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки ВИГ, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.
Как работает сварка TIG? Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.
Какие расходные материалы необходимы для сварки TIG? Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
В отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Оборудование для сварки TIG состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки TIG или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток положительного постоянного тока + или постоянный ток отрицательного постоянного тока (сокращенно источник питания переменного/постоянного тока). Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, так как TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет некачественным. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержательСварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата. Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный зажимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, провод сварочного тока также проходит через ручку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью переключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку, а также запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от поставленной цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металлаПрисадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва. Вот список наиболее широко используемых присадочных металлов.
- ER5356 или S Al 5356 для алюминия
- ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
- ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
- TA6V для титана
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
- Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к мгновенным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам потребуются рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
- Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
- Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
- Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIGСварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего местаПеред запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Размер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.
Вставьте электрод в цангуОтвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газа Можно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги. Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Организация сварочного поста Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Вы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы токаРегулировка силы тока позволяет контролировать процесс сварки. Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварить основные металлы Продолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Держите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, так, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Для этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее руководство на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu. be/tNYmo2_DI6c
Для чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
- Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
- Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
- Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Ниже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы- Очень чистые сварные швы
- Может использоваться с наполнителем или без него
- Создает прочные сварные швы
- Обеспечивает сварщику высокую степень контроля
- Может выполняться вручную или автоматически
Минусы
- Занимает много времени
- Нельзя использовать для более толстых металлических соединений
- Требуются высококвалифицированные сварщики
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварки, чем сварка МИГ. Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл? В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавлять в сварочную ванну вручную либо с помощью специального механизма подачи холодной проволоки. При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
Изучив основы сварки ВИГ, вы должны продолжать учиться.
Курсы на YouTubeСуществуют курсы на YouTube, которые научат вас всем основам, методам и технологиям, используемым в сварке TIG, а также пошаговым инструкциям по выполнению каждого проекта.
Профессиональная сертификацияОбучение сварке TIG занимает около 40 часов. И когда вы закончите, пришло время начать поиск сертификации. Сертификаты торговой карьеры в этой области включают CW, CWS, CRWT, CWE и CWI.
СеминарыВы также можете найти экспресс-курсы по сварке TIG онлайн. Семинары часто предлагаются за обучение, но все необходимое должно быть предоставлено.
Резервуар с аргоном, предварительно заполненный для постоянных ювелирных сварщиков 20scf — Pepetools
€185,95
Артикул: ARGONT20
Дополнительные варианты оплаты доступны при оформлении заказа.
Количество
Вам также может понадобиться
Регулятор подачи аргона для аппаратов Orion (импульсно-дуговой)
€113,95
Электроды для сварки TIG Micro – 15 шт. в упаковке
€53,95
Сварочный аппарат для перманентных ювелирных браслетов Система импульсно-дуговой сварки Orion mPulse 30 (стартовый комплект)
€2.
174,95
| Product Name | Argon Tank Pre-Filled for Permanent Jewelry Welders 20scf |
| Brand | Pepetools |
| Country of Origin | USA |
| SKU | ARGONT20 |
| Spot Диаметр | |
| Вес | |
| Увеличение микроскопа | |
| Диапазон энергии (Джоули) |
Отправка на землю только в нижние 48 штатов через HAZMAT. Возврат невозможен и не может быть отправлен обратно полным (для возврата бак должен быть пустым). Для получения дополнительной информации свяжитесь с нами по адресу [email protected]
Предварительно заполненный резервуар с аргоном для сварщиков постоянных ювелирных изделий 20scf
Аргон является ключевым компонентом систем импульсной дуговой сварки, поскольку он обеспечивает стабильную инертную среду, которая обеспечивает точную и эффективную сварку. При использовании в сочетании с системой импульсной дуговой сварки аргон помогает уменьшить количество тепла, выделяемого в процессе сварки, в результате чего готовое изделие становится более прочным и долговечным.
Резервуар с аргоном объемом 20 кубических футов также очень удобен, так как его легко транспортировать и хранить. Это делает его идеальным выбором для тех, кому необходимо выполнять сварку на ходу или в ограниченном пространстве.
В целом, использование аргона с системой импульсной дуговой сварки — отличный выбор для тех, кто хочет создавать высококачественные постоянные украшения, такие как маленькие золотые, золотые или серебряные цепочки. Его способность создавать стабильную и стабильную среду для сварки гарантирует, что готовое изделие будет высочайшего качества, а ваши украшения выдержат испытание временем.
Аргон используется в качестве защитного газа в сварочных системах Sunstone Orion Welding Systems при использовании с постоянными ювелирными системами. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов. При этих температурах большинство металлов становятся жидкими, что позволяет сформировать сварной шов.
Аргон используется для защиты ванны расплавленного металла от элементов атмосферы, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке.
Аргон также играет важную роль в поддержании стабильности дуги, что приводит к повышенному проплавлению сварного шва, лучшему переносу присадочной проволоки и улучшению отделки золотой и серебряной проволоки для несъемных ювелирных браслетов. Аргон Pepetools Premium представляет собой аргон с чистотой 99,996 % (аргон 4.6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
Насколько большой танк?
- Вес 18 фунтов
- Размеры бака: высота 14 дюймов, диаметр 5 дюймов
- Объем бака 20 9 куб. футов0014
- Предварительно заполненный аргоном (чистый аргон 99,99%)
- HAZMAT для судов, отшлифован только для опускания 48
О том, как долго должен работать мой баллон с аргоном?
Это зависит от ряда различных факторов, таких как частота использования, настройка давления и настройки до/после подачи. Аргон премиум-класса Pepetools поставляется в резервуаре на 20 стандартных кубических футов, который наиболее удобно носить с собой на ремесленных ярмарках при использовании в сочетании с системами постоянной сварки ювелирных изделий Orion. Резервуара на 20 кубических футов хватает в среднем на 4–6 месяцев, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор.
Мы настоятельно рекомендуем приобрести регулятор , чтобы обеспечить идеальное соответствие аргону Pepetools.
Регулятор «AGR Inline» не будет работать с этими баллонами
Какое рекомендуемое давление аргона?
Системы Sunstone Orion Welding лучше всего работают при давлении около 7 фунтов на квадратный дюйм.