Аргонная сварка что это такое
Процесс аргонно дуговой сварки
- 14 декабря
- 63 просмотров
- 35 рейтинг
Оглавление: [скрыть]
- Устройство и принцип работы
- Технология аргонно дуговой сварки
- Практические операции с аргонно дуговой сваркой
Аргонно дуговая сварка является главным способом неподвижного соединения различных деталей, сделанных из высоколегированных сталей и цветных металлов, в первую очередь алюминиевых сплавов и титана. Аргон представляет собой инертный газ, который тяжелее воздуха. В момент сварки он подается в зону сварного соединения и вытесняет из нее воздух, содержащий кислород, что препятствует возгоранию соединяемых материалов под воздействием электрической дуги. При этом сам он ни в какие химические реакции не вступает по определению, поэтому под воздействием высокой температуры материал плавится, но не горит. Таким образом, аргонно дуговая сварка выступает как своего рода сварочный гибрид, в котором применяется одновременно и электричество, и газ.

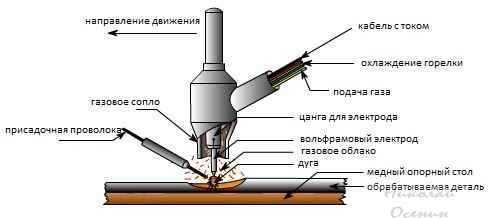
Принципиальная схема аргонодуговой сварки.
Устройство и принцип работы
Наиболее распространенным является метод аргонно дуговой сварки с применением неплавящегося электрода. Такой электрод изготавливается из вольфрама, который традиционно считается исключительно тугоплавким металлом. Его вставляют в сопло, сделанное из прочной керамики, через которое в рабочую зону подается струя аргона. На электрод подается электрический ток большой силы, который образует между концом электрода и соединяемым материалом электрическую дугу. Для усиления сварного шва его поверхность дополнительно покрывается слоем расплавленного металла из того же материала. С этой целью в зону сварки подается присадочная проволока, которая при этом не входит в электрическую цепь.
Устройство горелки для аргоновой сварки.
Этот процесс носит техническое обозначение tig, что означает сварку с помощью вольфрама в инертной газовой среде. Он несколько отличается от газовой дуговой сварки вольфрамом, именуемой gtaw. Процесс наплавления материала присадочной проволоки при этом может носить как струйный, так и капельный характер. В последнем случае он менее устойчив и при нем происходит значительное разбрызгивание электродного материала. Поскольку давление в дуге сравнительно невелико, капли приобретают достаточно крупные размеры.
Диапазон силы тока для капельного переноса весьма широк и может варьироваться практически двукратно, от 120 до 240 А. Если же сила начинает превышать отметку в 260 А, то происходит переход к струйному нанесению материала, при этом возрастает устойчивость процесса и резко уменьшается разбрызгивание. Однако такая сила тока допустима далеко не всегда, и для усиления стабильности процесса применяют источник, испускающий электрический ток в виде импульсов. Он может обеспечить переход к струйному процессу нанесения расплавленного металла уже при токах в 100 А. Это значительно увеличивает качество соединения.
Вернуться к оглавлению
Таблица характеристик аргона.
При проведении сварки в соответствии с технологией tig необходимо одной рукой держать горелку, а другой подавать в рабочую зону присадочную проволоку. Существует и автоматическая аргонодуговая сварка, когда и перемещение горелки, и подачу проволоки осуществляет специальное устройство. При ручном способе на горелке нужно нажать кнопку, которая включает ток и одновременно подачу аргона. Между концом вольфрамового электрода и рабочей поверхностью загорается электрическая дуга, которая и плавит соединяемые кромки и присадочную проволоку.
При этом касаться поверхности электродом нельзя ни в коем случае. Ионизационный потенциал аргона очень высок, поэтому искра между изделием и электродом зажигается очень плохо. К тому же при прикосновении к изделию сам электрод начинает оплавляться и сильно загрязняется. Именно поэтому параллельно с источником питания для сварочного аппарата для зажигания дуги подключается устройство, именуемое «осциллятором». С его помощью на электрод можно подавать поток высоковольтных импульсов высокой частоты, которые помогают поднять уровень ионизации промежутка, в котором образуется электрическая дуга, что позволяет ей зажечься в момент включения тока.
Сам процесс сварки в аргоновой среде может происходить как на постоянном, так и на переменном токе. В первом случае количество тепла на аноде и катоде выделяется в пропорции 7 к 3. Поэтому для того чтобы не сильно нагревать электрод и в то же время хорошо проплавить свариваемые грани, применяют прямую полярность. Именно поэтому все виды сталей, как нержавеющих, так и легированных, а также титан и большинство иных материалов свариваются таким способом. Исключение составляет алюминий, его варят на переменном токе, который помогает разрушать тугоплавкий слой оксида.
Чтобы расплавленный металл, покрывающий шов, был менее пористым, к аргону добавляют совсем небольшое количество кислорода. Если его количество будет значительным, металл начнет просто гореть. А при небольшом количестве кислорода только выгорают вредные примеси, попавшие в рабочую зону. Сварку в среде аргона можно производить и плавящимся электродом, наподобие обычной электросварки. Так варят нержавеющую сталь и алюминиевые сплавы.
Вернуться к оглавлению
В отличие от большей части других видов сварных работ в этом случае горелка движется только по прямой, по линии вдоль шва. Никаких поперечных движений делать не надо, поэтому сам шов получается более узким и аккуратным. Нужно только внимательно следить, чтобы концы вольфрамового электрода и присадочной проволоки находились в облаке аргона. Проволоку нужно подавать при этом как можно более плавно, чтобы брызги металла не разлетались по сторонам.
Чтобы расплавленный металл, покрывающий шов, был менее пористым, к аргону добавляют совсем небольшое количество кислорода. Если его количество будет значительным, металл начнет просто гореть. А при небольшом количестве кислорода только выгорают вредные примеси, попавшие в рабочую зону. Сварку в среде аргона можно производить и плавящимся электродом, наподобие обычной электросварки. Так варят нержавеющую сталь и алюминиевые сплавы.
Вернуться к оглавлению
В отличие от большей части других видов сварных работ в этом случае горелка движется только по прямой, по линии вдоль шва. Никаких поперечных движений делать не надо, поэтому сам шов получается более узким и аккуратным. Нужно только внимательно следить, чтобы концы вольфрамового электрода и присадочной проволоки находились в облаке аргона. Проволоку нужно подавать при этом как можно более плавно, чтобы брызги металла не разлетались по сторонам.
То, насколько успешно металл в рабочей зоне проплавился, визуально можно определить по форме образующейся ванночки расплавленного металла. Если степень расплавления достаточна, она имеет каплевидную форму, узкая часть которой направлена по ходу ведения сварки. В случае если степень прогрева слишком мала, форма ванночки принимает овальную или даже круглую форму.
Направление проведения сварки обычно имеет ориентацию справа налево, поскольку горелку держат правой рукой, а присадочную проволоку левой. Бывают варианты, когда применение такой проволоки является излишним. Тогда электрод можно держать перпендикулярно к свариваемой поверхности. В противном же случае его держат под углом, подавая проволоку перед ним и не дергая ее вправо-влево. При завершении операции сварки не стоит отводить горелку в сторону, увеличивая длину дуги. При этом уходит газовая струя, и расплавленный металл не успевает застыть под ее защитой, что серьезно может снизить качество сварки. Нужно плавно уменьшать силу тока с помощью реостата, включенного в электрическую цепь.
Следует помнить, что главное при аргонно дуговой сварке в ручном режиме — это квалификация сварщика.
Рука должна двигаться выверенно и точно. Ведь автоматическую сварку не применяют при наложении коротких и швов и швов изогнутой формы. Поэтому обучение такой сварке занимает больше времени и требует большего количества знаний, чем тот же процесс для обычной электро- или газосварки. Это при том, что существует много нюансов, которые можно освоить только на практике.
expertsvarki.ru
Аргонодуговая сварка
Размещено 28 декабря 2016 в рубрике Сварка металлов | Прокомментировать

Продолжая тему сварки нельзя не поговорить о сварке с применением специальных газов. Их применение обусловлено наличием разнообразных металлов и сплавов, которые обычным способом соединить не получится. Вот о том, что такое аргонодуговая сварка, мы и поговорим в этой статье.
Принцип работы и технология аргонодуговой сварки
Аргонодуговая сварка является модификацией двух видов сварки – дуговой (электродный метод) и газовой. От первой она взяла высокую температуру электрической дуги, вызывающую плавление металла, от второй – наличие газа. Однако цели его применения при обычной и аргонодуговой сварке различны. В первом случае расходуется ацетилен, при сгорании которого выделяется теплота для плавления металла. Во втором – используется аргон, инертный газ, практически не вступающий в химические реакции, а, значит, хорошо предохраняющий место сварки от окисления путем создания вокруг него защитного облака.
Где используется аргонодуговая сварка
При слове «сварка», как правило, сразу приходит в голову что-то железное, однако порой возникает необходимость сплавить детали, изготовленные из нержавейки, чугуна, меди, латуни или их сплавов. Как правило, эти материалы поддаются обработке и с помощью обычной газовой сварки, но при ее использовании металл слишком сильно перегревается, что может привести к его короблению. Кроме того, многие цветные металлы активно взаимодействуют с кислородом и иными примесями в воздухе.
Сфера применения аргонодуговой сварки достаточно широка:
- Алюминий. Этот металл не меняет цвет при накаливании, что затрудняет его сварку с помощью обычной дуги, а если его нагреть при доступе кислорода, он может и вовсе воспламениться.
- Нержавеющая сталь. Тоже быстро окисляется при взаимодействии с кислородом воздуха. При охлаждении нержавейка может растрескаться, поэтому подачу газа продолжают еще некоторое время после формирования сварного шва, чтобы он остывал более равномерно.
- Чугун – высокоуглеродистый материал, сложно поддающийся обычным видам сварки.
- Титан. Аргонодуговая сварка является практически единственным способом его сварки, так как на воздухе он быстро окисляется, что ведет к растрескиванию сварного шва.
- Сталь с высоким процентом содержания углерода. Чтобы сварной шов был качественным, его нужно проковывать и медленно охлаждать.
- Медь. Обладает очень высокой теплопроводностью, что затрудняет применение других видов сварки, а аргонодуговая сварка производится при повышенной скорости подачи газа (не менее 150 л/час).
Как производится аргонодуговая сварка
Технология аргонодуговой сварки требует определенного навыка. Подача газа в зону сварки должна начинаться за 20 секунд до зажигания электрической дуги, прекращение подачи допустимо через семь-десять секунд после наложения сварного шва. Аргонодуговая сварка может проводиться как плавящимся, так и не плавящимся электродом. Использование присадочной проволоки зависит от толщины скрепляемых элементов.
Как правило присадочная проволока выполнена из того же материала, что и свариваемые детали, кроме никеля – он позволяет соединять неоднородные вещества. Основная деталь горелки – вольфрамовый электрод (не плавящийся), выступающий за пределы корпуса не более чем на 5 мм. Есть специальные таблицы, позволяющие правильно подобрать его диаметр с учетом размеров свариваемых элементов. Вокруг электрода размещено керамическое сопло для подачи аргона при сварке.
Первое, с чего начинается ручная аргонодуговая сварка – очистка поверхности деталей от жиров, окислов и механических загрязнений. Сварщик берет в одну руку горелку, в другую – проволоку для присадки. Держать горелку следует примерно в 2 мм от поверхности металла, иначе дуга оказывается слишком большой, металл плавится хуже, а шов оказывается широким, некрасивым и непрочным. Направление движения горелки – строго вдоль шва.
Какое оборудование применяется при аргонодуговой сварке

- Термоустойчивые керамические сопла для горелки.
- Горелка с плавящимся или не плавящимся электродом.
- Осциллятор, позволяющий получить дугу без соприкосновения электрода и поверхности металла, и обеспечивающий устойчивую дугу при использовании переменного напряжения.
- Реостат для плавного регулирования силы тока между металлом и электродом. Если в наличии имеется профессиональный аппарат для аргонодуговой сварки, он может иметь встроенный реостат.
- Источник напряжения – трансформатор или инвертор.
Технология аргонодуговой сварки довольно сложна, однако она имеет ряд преимуществ. Во-первых, с ее помощью можно быстро получить аккуратный шов, во-вторых, она хорошо воздействует на металлы, которые нельзя соединить другим способом и в-третьих, такая сварка доступна для проведения сварных работ в домашних условиях, а, значит, не требует дорогостоящих услуг специалиста.
В следующей статье я расскажу о точечной контактной сварке металлов.
www.ocenin.ru
Что такое аргоновая сварка?

Трудно себе представить область промышленного производства, где не применялась бы сварка. Довольно часто необходимость сварить какие-либо металлические части возникает и в быту, особенно в гараже. Но те, кому в жизни приходилось сталкиваться со сваркой, наверняка знают, что далеко не каждый металл можно сварить обычным сварочным аппаратом. Особенно капризен в этом плане алюминий, попытки его сварить обычной дуговой сваркой заканчиваются тем, что свариваемые части начинают гореть, а дуга прерывается. Происходит это из-за того, что при нагреве от контакта с кислородом образуется пленка окисла. Решить эту проблема способна так называемая аргонно-дуговая сварка, именуемая в народе “аргоном”.
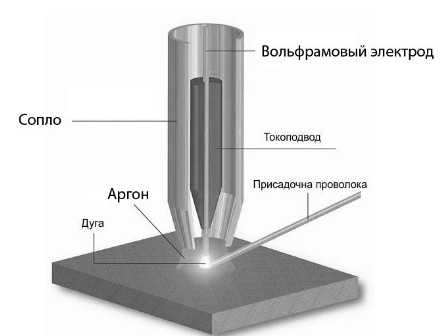
Принцип ее действия прост: в процессе работы к месту сварки через специальное сопло подается газ аргон, который тяжелее кислорода и вытесняет его, создавая защитную среду. Схема аргонно-дуговой сварки показана на фото ниже:
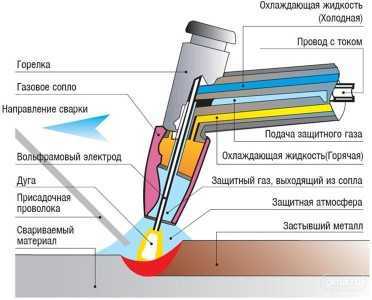
Схема аргонно-дуговой сварки
В качестве электрода используется тугоплавкий материал – вольфрам, температура плавления которого составляет 3410 градусов. Аргон подается по резиновым шлангам из специального баллона (для этих целей можно использовать обычный кислородный баллон).
Процесс сварки происходит следующим образом: на свариваемую деталь подается “масса”, (точно так, как это делается при обычной сварке), сварщик держит горелку в одной руке, а проволоку – в другой, при включении аппарата на электрод подается ток, а в сопло – аргон, вытесняющий с места сварки кислород. Возникает электрическая дуга, которая плавит металл и проволоку, создавая прочный шов.
Посмотреть, как это происходит, можно на видео: Таким образом сваривают не только алюминий, но и нержавейку, чугун, а также тугоплавкие металлы.
japan-his.ru
www.samsvar.ru
Аргонная сварка: сфера применения и особенности работы
Аргонная сварка, которую также называют аргонодуговой, имеет широкую сферу применения в различных областях промышленности. Её ключевая особенность – это идеальный, гладкий, герметичный шов, который получается в результате сварки. Это требует соблюдения определённой технологии, а также наличия хорошего оборудования для выполнения задач.
Существуют следующие основные разновидности данного метода сварки, которые применяют для работы тугоплавкий вольфрамовый электрод:
— GTAW-сварка, при которой в качестве сварочной среды используются защитные газы;
— TIG-сварка, при которой сварка осуществляется в среде инертных газов.
И в первом, и во втором случае у электрода имеется керамическое сопло, с помощью которого к точке сварки поступает аргон. Высокое давление гарантирует качественный результат. Есть также такие способы сварки, как, например, SAW (автоматическая сварка).
Чтобы металлы не окислились, необходимо заместить кислород аргоном. Если аппарат допускает перебои с подачей газа, то это скажется на окончательном результате, причём исправить огрехи будет очень непросто. Аргон значительно тяжелее воздуха, который вытесняется из зоны горения во время подачи. При этом аргон не вступает в реакцию ни с металлами, ни с газами. Появления плёнки в результате окислительных процессов не происходит.
Качественная аргонная сварка может выполняться как ручным, так и автоматическим методом. В первом случае мастер самостоятельно перемещает и горелку, и присадочный материал. Во втором случае этот процесс автоматизирован и существенно упрощён. Но ручной труд применяется гораздо шире благодаря точечному нанесению, высокому качеству. Автоматический способ подходит лишь для выполнения небольших работ, и в большинстве случаев мастеру приходится варить металл вручную.
Если технология соблюдается неукоснительно, то по завершении работы получается аккуратный, ровный шов, куда не могут попасть шлаки. Финишная зачистка не потребуется, а это экономия времени, материалов и денег. Кроме того, именно аргонная сварка позволяет добиться великолепного качества и длительного срока службы.
Отличительной особенностью работы также является требуемая квалификация мастера. Поскольку процесс требует неукоснительного соблюдения технологии, специалист должен иметь профессиональную подготовку и богатый опыт. Но даже самый квалифицированный сварщик не сможет добиться высокого результата, если у него нет надёжного оборудования и качественных расходных материалов.
Особенности аргонной сварки
В зависимости от поставленных задач, применяется струйный или крупнокапельный перенос металла с электрода на шов. Это напрямую зависит от того, каким оборудованием располагает мастерская. Как правило, аргонная сварка выполняется струйным способом, потому что капельный является менее технологичным и небезопасным. Чем меньше давление, тем больше будут капли сварочного материала.
Чтобы использовать струйный перенос на стандартном оборудовании, необходима высокая сила тока (свыше 260 А). В этом случае разбрызгивание материалов снизится, а это благоприятно скажется на качестве шва. Более технологичное оборудование, которое применяет импульсные источники питания, позволяет использовать относительно низкую силу тока для струйной подачи электрода (около 100 А).
Аргонная сварка: сфера применения
Данный вид сварки может применяться для обработки любых металлов, но чаще всего её используют для сплавов, имеющих в своём составе нержавеющую сталь и алюминий. Наибольшей популярностью метод пользуется у станций технического обслуживания автомобилей. Она даёт возможность продлить срок эксплуатации той или иной детали, отсрочив её замену.
Данный вид соединения металлов нашёл широкое применение при работе с другими материалами. Так, он широко используется при сварочных работах с дюралюминием, титаном, чугуном, медью, силумином и другими цветными и чёрными металлами. Различные материалы имеют свои особенности, вот почему так важен богатый опыт мастера, который позволит избежать ошибок и различных оплошностей. Специалист должен точно знать химические особенности поведения различных металлов во время нагрева.
При ремонте автомобиля, аргонная сварка подходит для отдельных элементов коробки передач, радиатора, трубок кондиционера и других деталей, выполненных на основе алюминиевых сплавов. Другие методы сварки, будь то плазменное напыление или пайка, в данном случае будут неприменимы из-за технических особенностей деталей.
Кроме того, данный вид сварки используется для создания уникальных кованых изделий в интерьере: ворота, ограждения, мебель, люстры. Поскольку финишная обработка сложных соединений существенно затруднена, такая сварка позволяет оптимизировать процессы и добиться великолепного внешнего вида полученных изделий.
Чтобы получить высококачественный результат, необходимо использование газа аргона с различными присадками. Опытные мастера, которые постоянно работают с автомобилями, знают оптимальный состав расходных материалов, и поэтому у них получается выполнить работу быстрее и грамотнее.
Аргонная сварка: основные виды
В зависимости от того, с каким металлом ведётся работа, существуют различные виды сварки. Выбрав оптимальный способ выполнения задачи, можно добиться наилучшего качества. Наибольшей популярностью пользуется аргонная сварка ручным методом с применением штучных электродов. Ключевые особенности данного способа:
— Тонкий аккуратный шов;
— Высокая скорость реализации работы;
— Относительно невысокие температуры сварки;
— Присадочный материал не применяется
Второй способ соединения, широко известный в промышленности – это аргонодуговая сварка ручным или автоматическим методом штучным вольфрамовым электродом и с присадочной проволокой. Он является более сложным и трудоёмким, нежели первый вариант, однако имеет большое количество преимуществ:
— Высокая производительность труда, недостижимая при ручной сварке;
— Возможность осуществлять сварку легированной и углеродистой стали;
— Безупречное качество шва.
Стоит отметить, что выбор конкретного вида соединения будет зависеть не только от технического оснащения, но и от материала для сварки. Как правило, методы являются взаимозаменяемыми, при этом второй вид более предпочтителен в большинстве случаев. Если мы говорим про оборудование для сварки, то аппарат с постоянным и переменным током является более предпочтительным. Он является достаточно дорогим, однако позволяет работать с практически неограниченным перечнем металлов.
Таким образом, данный способ соединения деталей является очень качественным, но и достаточно сложным. Для его осуществления необходимо качественное оборудование, надёжные расходные материалы и высокая квалификация мастера. Однако именно аргонная сварка позволяет добиться безупречной неразрывности шва, его максимальной прочности, герметичности и качества.
kovka-svarka.net
Аргонная сварка
Аргон применяют во многих производственных процессах, в том числе и в сварке. Аргон при сварке применяют в качестве защитного газа и часто называют это как аргоновая сварка или аргонодуговая сварка. Существует два популярных вида аргонодуговой сварки.
Аргоновую сварку можно разделить на сварку автоматическую и ручную. А так же разделяют сварку еще на два подвида это плавящимся электродом и неплавящимся электродом.
Не стоит забывать что аргон это всего лишь защитный газ при сварке. А сама сварка электрическая. По этому сварку еще называют аргонно дуговой сваркой что на самом деле у обоих названий суть одна.
Вот как это выглядит графически.
Автоматическая аргонно-дуговая сварка
Вот как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
Почему плавящимся электродом. На видео видно как на кончике сопла торчит проволока которая и называется электродом. В процессе сварки она подается автоматически. Тоже самое есть на сварочных автоматах которые называются полуавтоматами но с таким отличием что проволока подается автоматически, а все остальное выполняет не робот а человек.
А теперь рассмотрим как работает автоматическая аргонно дуговая сварка только теперь неплавящимся электродом. В качестве электрода который не плавится применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Всю работу выполняют роботы которые запрограммированные на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют как правило проволоку которая подается автоматически и называют ее электродом. Смотрим видео о том как работает данная сварка.
Ручная аргоновая сварка неплавящимся электродом. Электрод здесь не плавится, а материал для сварки подается непосредственно сварщиком.
Давайте посмотрим видео о том как можно аргоновой сваркой заварить чугун алюминий или нержавейку.
Как вы убедились что аргонная сварка это довольно не сложный способ соеденения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами. Если у вас остались вопросы мы вам рекомендуем статью «Какие металлы можно варить аргонной сваркой.»
3g-svarka.ru
Сварка аргоном — видео, как производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые допускают новички в начале своей деятельности.
Необходимость данного вида сварки вызвана тем, что при расплавлении цветные металлы вступают в реакцию с кислородом, образуя, при этом, оксиды, которые отрицательно влияют на качество шва и крепость конструкций. «Тяжёлый» аргон вытесняет воздух и исключает образование окислов. В то же время образуется плазма, которая расплавляет металлы и способствует их соединению.
Преимущества аргонодуговой сварки
Технология сварки аргоном имеет значительные преимущества перед другими методами. К ним относятся:
- Сохранение изначальной формы заготовок в результате незначительного нагрева основного металла.
- Высокая скорость проводимых работ благодаря большой тепловой мощности.
- Простая технология сварки аргоном, позволяющая освоить её за короткое время даже новичкам.
- Сваривание деталей из металлов, не поддающихся другим видам сварки.
- Формирование очень аккуратного шва. Здесь также имеет значение знания, которые можно получить, просмотрев «Сварка аргоном. Видео», и, конечно, опыт.

Недостатки аргонодуговой сварки
Несмотря на перечисленные выше достоинства, у данного вида соединения имеются свои минусы, к которым относятся:
- Работа на сквозняках или при сильном ветре невозможна, так как часть аргона теряется, и качество работы снижается.
- Использование сложного и дорогого оборудования для проведения сварочных работ.
- Использование дополнительного охлаждения.
Аппарат для сварки аргоном требует наличия специальных вольфрамовых электродов, которые не плавятся в процессе использования.

Правила сварки
Курсы аргонной сварки своими руками предлагают несколько правил, соблюдая которые можно не только быстро освоить технологию процесса, но и сделать его высококачественным.
- Перед проведением работ необходимо освободить обрабатываемую поверхность от механических загрязнений, а затем обезжирить её химическими препаратами.
- Подачу аргона следует начинать за 20 секунд до начала сварки.
- Длина дуги должна быть минимальной. Это достигается сокращением расстояния между поверхностью металла и электродом. Увеличение длины дуги приводит к тому, что ширина шва становится больше, а глубина проплавления уменьшается, что в совокупности влияет на качество шва.
- Сварка аргоном меди и других цветных металлов производится прямолинейным движением электрода вдоль шва.
- Подача проволоки должна осуществляться плавно, чтобы предотвратить интенсивное разбрызгивание металла.
- Вольфрамовый электрод и присадочная проволока должны постоянно находиться под действием аргонной защиты. Это предотвратит связывание ионов металла с активными молекулами кислорода и азота, способных снизить качество шва.
- Присадочную проволоку необходимо располагать так, чтобы она находилась впереди горелки под углом к поверхности, при этом, не допуская поперечных колебаний.
- Аргонная сварка (видео) научит правильно оценивать качество шва по форме ванны. Если она растянута в сторону движения сварки, то это говорит о качественной и глубокой проплавленности. А вот круглая и овальная форма свидетельствуют об обратном.
- Нельзя прекращать процесс сварки, резко обрывая дугу, так как это приводит к отсутствию защиты шва. Курсы аргонной сварки учат прекращать подачу аргона только через десять секунд после завершения работы.
Порядок работ при аргонной сварке
Сварка аргоном видео знакомит начинающих сварщиков с последовательностью проведения работ. Начинать следует с подвода одной фазы сварочного тока и аргона к газовой горелке, а другой фазы — к изделию. Предварительно надо заточить вольфрамовый электрод конусообразно на длину 2–3 диаметров электрода.
Аргонная сварка (видео) учит правильно разжигать дугу на специальной угольной пластине. При проведении данных работ на металлической поверхности происходит оплавление и загрязнение электрода. Для образования дуги можно применить осциллятор, служащий дополнительным источником питания. В некоторых случаях используют встроенный прибор, у которого холостой ход имеет повышенное напряжение.

Проволоку для присадки подают в область горения дуги, которая направлена на металл. При этом расстояние между ними должно быть очень маленьким.
«Сварка аргоном. Видео» подробно знакомит всех желающих с данным процессом, а также демонстрирует необходимое оборудование, применяемое для этих целей.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Как работать сваркой аргон видео. Аргонная сварка своими руками, обучение правильной технике.
Пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов , титана, меди, алюминия, их сплавов и др. Что характерно, является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой ( , давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.

Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – с использованием аргона и электрода плавящегося типа.

Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.

Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.

Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.

Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кро
metalworkin.ru