Анодированный алюминий — что это, технология холодного и теплого анодирования
Современные приспособления, изготовленные из металла, очень сильно отличаются от тех, что делались 30-50 лет тому назад. Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Анодированный алюминий давно и прочно занял место стали и чугуна там, где кроме прочности и устойчивости к внешним воздействиям требуются другие главные качества – лёгкость и пластичность. Он значительно легче стали, поэтому с успехом заменил её в десятках тысяч единиц продукции, используемых в самых разных областях – промышленности, медицине, туризме, спорте.
С появлением технологии анодирования к замечательным свойствам алюминия добавились результаты химической модификации – высокая коррозионная стойкость и сопротивляемость к механическим воздействиям.
Что такое анодирование
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании.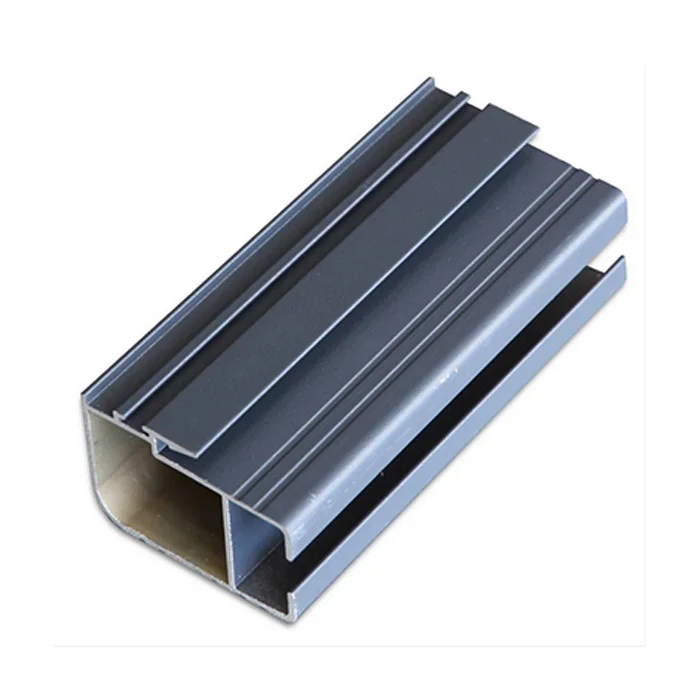
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой h3 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.

- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.

- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.
Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
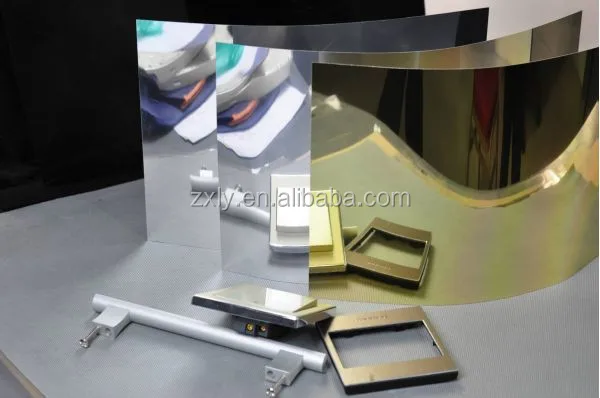
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Оцените статью:
Рейтинг: 0/5 — 0 голосов
Что такое анодированный алюминий — предназначение, виды и способы создания
Содержание
- 1 Предназначение анодирования
- 2 Теплое анодирование
- 3 Холодное анодирование
- 4 Технология анодирования
- 4.
 1 Подготовительный процесс
1 Подготовительный процесс - 4.2 Химическая обработка
- 4.3 Закрепление
- 4.
- 5 Типичные ошибки при анодировании
- 5.1 Температура электролита
- 5.2 Анодная плотность
- 5.3 Катодная плотность
- 5.4 Контакт детали с подвеской
- 6 Анодирование алюминия и его виды
В настоящее время алюминий широко используется в различных целях благодаря своим характеристикам. Он очень легко поддается обработке, и при высокой прочности имеет сравнительно небольшой вес. Но у него есть существенный минус – легкое окисление, из-за чего металл теряет свою внешнюю привлекательность. Для избавления от этого недостатка используется технология анодирования.
Прежде чем разобраться в технологии, нужно разобраться, что такое анодированный алюминий. Во время процесса анодирования или же анодного оксидирования происходит появление оксидной пленки на поверхности образца за счет химического взаимодействия. При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее.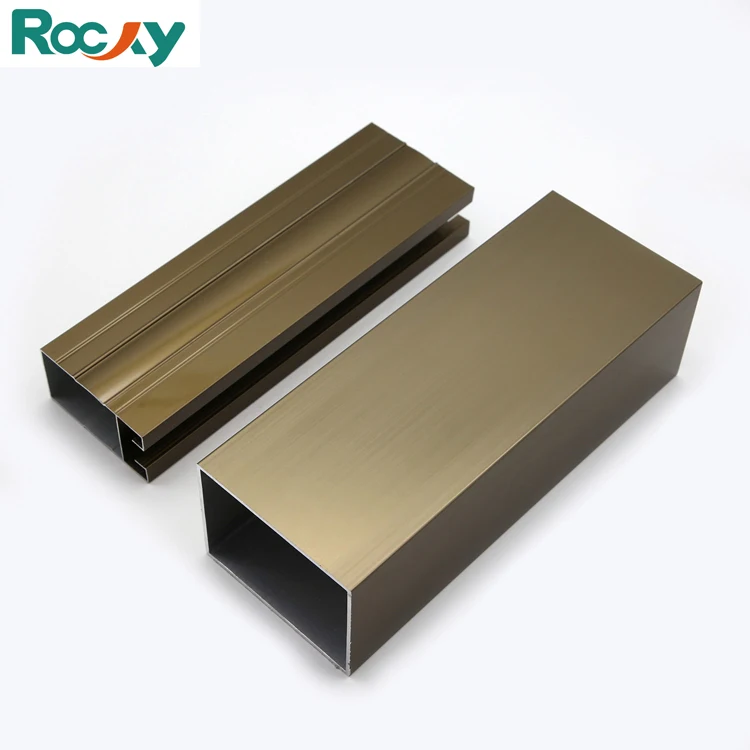 За счет этого процесс похож на воронение.
За счет этого процесс похож на воронение.
Содержание
- Предназначение анодирования
- Теплое анодирование
- Холодное анодирование
- Технология анодирования
- Подготовительный процесс
- Химическая обработка
- Закрепление
- Типичные ошибки при анодировании
- Температура электролита
- Анодная плотность
- Катодная плотность
- Контакт детали с подвеской
- Анодирование алюминия и его виды
Предназначение анодирования
Кислород является сильным природным окислителем, поэтому множество металлов реагирует с ним, образуя соответствующие оксиды. Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Анодированный алюминий используется во многих областях промышленности, например, для изготовления лестниц, поручней, высокопрочной фурнитуры. Обработанный металл не оставляет следов на руках. Его используют для изготовления отражателей света, например, в прожекторах, а также для нагревательных рефлекторов.
Теплое анодирование
Одним из наиболее простых в исполнении процессов считается теплое анодное окисление. С его помощью можно окрасить поверхность металла. Но при простоте исполнения, у такой технологии есть существенный недостаток – получаемый алюминиевый профиль достаточно хрупок и может подвергаться коррозии. Более того, при ошибках в работе полученное покрытие может легко стираться даже при проведении по образцу рукой. Поэтому теплое анодирование чаще всего используют как основу для дальнейших манипуляций, например, покрытие этого профиля прочной эпоксидной краской.
Холодное анодирование
За счет высокой эффективности данный процесс стал очень популярным для выполнения в домашних условиях. Суть метода заключается в том, что слой со стороны металла увеличивается за счет растворения с внешней стороны. Отличительной чертой данной технологии является необходимость поддержания низкой температуры. Также есть недостаток – это отсутствие возможности использования органических красителей.
В целом процесс состоит из следующих этапов:
- подготовка и закрепление детали;
- анодирование;
- промывка;
- закрепление слоя посредством обработки.
Технология анодирования
На первом этапе необходимо приготовить алюминиевые ванные. Они могут быть пластиковые, но тогда изнутри ее нужно покрыть алюминиевой фольгой. Должна быть теплоизоляция во избежание нагрева реакционной смеси. Затем необходимо изготовить катод из свинцовых листов. Важно помнить, что площадь полученного катода должна быть в два раза больше, чем площадь поверхности обрабатываемой детали. На фото изображена алюминиевая ванная.
На фото изображена алюминиевая ванная.
Подготовительный процесс
Прежде чем приступать к анодировке алюминия, необходимо тщательно очистить образец. На нем не должно быть никаких загрязнений. Поверхность обезжиривают и удаляют предыдущий слой металлического оксида, так как его наличие способно помешать равномерному образованию нового покрытия. После удаления всех загрязнений и шлифовки образец окунают в щелочной раствор для того, чтоб на поверхности образовались микропоры, которые увеличили бы плотность поверхности. Эта процедура похожа на травление.
Химическая обработка
В ванную помещают электролит, в качестве которого могут быть растворы как неорганических кислот, например, серной и хромовой, так и органических – щавелевой и сульфосалициловой. Чаще всего используют хромовую кислоту или щавелевую, особенно если необходимо получить окрашенное покрытие. Данные электролиты используются в производственных, хорошо оборудованных помещениях.
В домашних условиях для обеспечения безопасности в качестве электролитов используют содовые растворы.
От состояния электролита напрямую зависит качество анодирования, из-за чего следует внимательно отнестись к его выбору и подготовке.
Закрепление
После процедуры анодного окисления на образце появляются поры различного диаметра, которые необходимо закрыть, чтобы добиться прочности. Для этого необходимо или опустить деталь в горячую пресную воду, обработать паром или поместить его в «холодный раствор».
Но если же изделие после анодировки было покрыто краской, то закреплять не нужно, так как краска закроет образовавшиеся поры.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.
Анодирование алюминия и его виды
Помимо вышеперечисленных способов анодирования, применяются и другие виды: твердое, микродуговое и цветное.
В процессе твердого анодного окисления используют смесь нескольких электролитов, например, кислот. Данный процесс часто применяется для изготовления микропленок в промышленности, например, в машиностроении, изготовлении приборов и т.д, где высокая прочность изделия является необходимым требованием.
При микродуговом оксидировании происходит не только окисление поверхности металла, но и ряд других электрических процессов, за счет чего покрытия получаются очень качественные и с высокой способностью к адгезии.
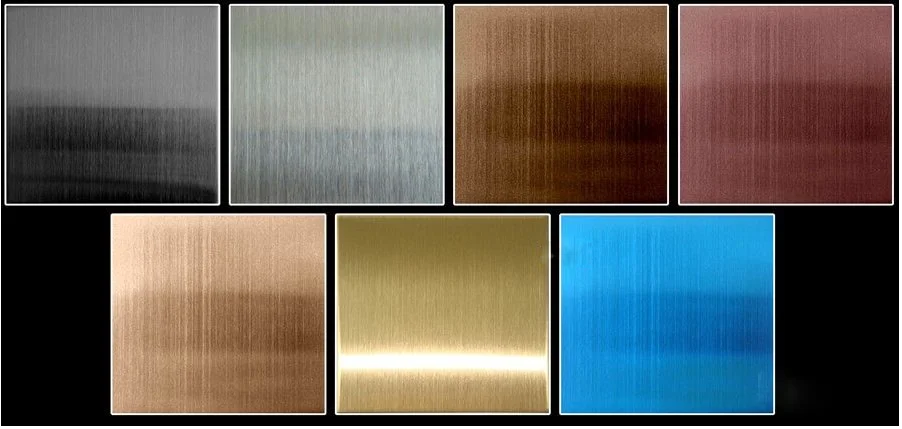
Задача цветного анодирования очень проста – изменить цвет детали. Для этого применяют разнообразные методы:
- Метод адсорбции, во время которого деталь погружается в ванную с электролитом.
- Интегральное окрашивание. Во время этого процесса используется смесь электролита и органических солей.
- Интерференционное окрашивание. В этом методе создается специальный светоотражающий слой, что приводит к большему разнообразию цветовой гаммы.
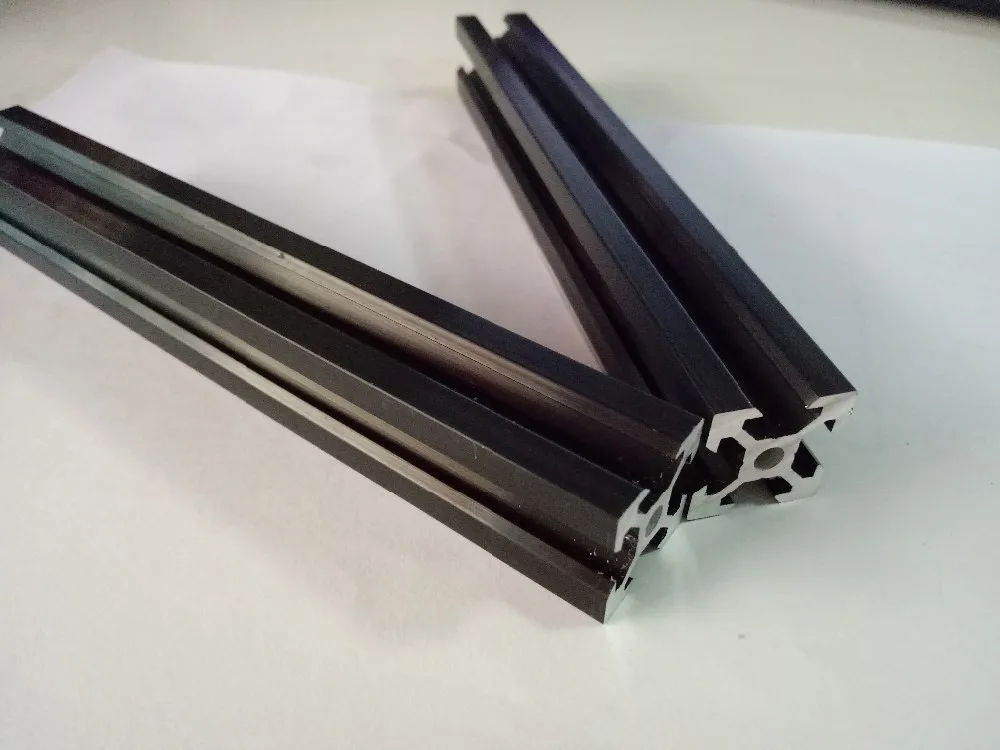
- Электролитическое окрашивание (черное анодирование). Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
Анодированный алюминий
Анодированный алюминий
Современные приспособления, изготовленные из металла, очень сильно отличаются от тех, что делались 30-50 лет тому назад. Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Анодированный алюминий давно и прочно занял место стали и чугуна там, где кроме прочности и устойчивости к внешним воздействиям требуются другие главные качества – лёгкость и пластичность. Он значительно легче стали, поэтому с успехом заменил её в десятках тысяч единиц продукции, используемых в самых разных областях – промышленности, медицине, туризме, спорте.
С появлением технологии анодирования к замечательным свойствам алюминия добавились результаты химической модификации – высокая коррозионная стойкость и сопротивляемость к механическим воздействиям.
Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой h3 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока.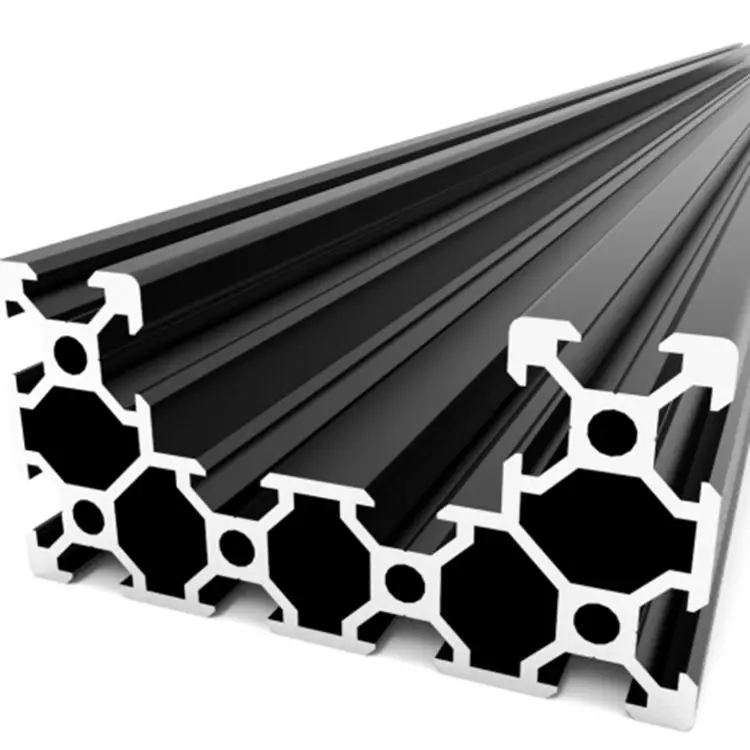 Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.
Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия – повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом.
Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Что такое анодированный алюминий? Применение, методики анодирования
Анодирование – технология обработки алюминия, в результате которой на поверхности металла образуется тонкая оксидная пленка. Она имеет большую прочность и предотвращает дальнейшее окисление металла, поэтому анодированные алюминиевые детали служат значительно дольше. Образование защитной пленки электрохимическим методом широко применяется для самых разных изделий, от бытовых предметов до деталей самолетов и автомобилей.
Как проводится анодирование?
Чтобы получить анодированный алюминий, металлическое изделие помещают в гальваническую ванну с 20-22% раствором серной кислоты. По краям емкости устанавливаются пластины, изготовленные из свинца или из химически чистого алюминия. Покрываемые детали в электрохимическом процессе играют роль анода, поэтому он получил такое название. Они закрепляются или подвешиваются в гальванической емкости, при этом между катодом и анодом должен присутствовать большой слой электролита – кислотного раствора.
Они закрепляются или подвешиваются в гальванической емкости, при этом между катодом и анодом должен присутствовать большой слой электролита – кислотного раствора.
На детали подается электрический ток со следующими параметрами: постоянный ток силой 1,0 – 2,5 А/дм2, переменный – 3,0 А/дм2. Продолжительность обработки зависит от размеров деталей. Мелкие предметы получают необходимый слой оксидной пленки толщиной 4-5 микрон уже за несколько минут, более крупные изделия необходимо держать под действием электрического тока в течение часа.
После завершения процесса детали извлекают из гальванической ванны и промывают под проточной водой, после этого они проходят нейтрализацию. Их погружают в отдельную емкость с 5%-ным аммиачным раствором. Дополнительно может быть проведена финишная обработка путем погружения в раствор бихромата калия. Он придает изделиям характерный зеленоватый оттенок и обеспечивает повышенную стойкость к коррозии.
Что дает анодирование алюминия?
В результате электрохимической обработки металл приобретает особые свойства и преимущества:
- Неподверженность коррозии.
 Обработанные изделия приобретают высокую стойкость к агрессивным воздействиям внешней среды.
Обработанные изделия приобретают высокую стойкость к агрессивным воздействиям внешней среды. - Долговечность. Пленки из хрома или цинка способны отслаиваться со временем, а оксидная пленка образуется непосредственно из самого металла, поэтому она не может отслоиться.
- Улучшение декоративных качеств. Металл долгое время сохраняет приятный блеск, на нем не появляются темные пятна. В процессе могут участвовать различные красители, благодаря чему покрытию придаются самые разнообразные оттенки.
- Пригодность для вторичной переработки. При анодировании не применяются дополнительные наслоения металлов и других химических веществ, поэтому детали можно перерабатывать и использовать вновь.
Все эти плюсы обеспечили методу широкое применение. Анодирование используется повсеместно для обеспечения долговечности металлических изделий и предотвращения коррозии. Метод считается относительно недорогим, поэтому он лишь незначительно увеличивает стоимость готовых изделий.![]()
Возможности применения анодированного алюминия
Анодированные детали используются в самых разнообразных сферах. Этим способом обрабатываются предметы интерьера, посуда, поручни и другие изделия, которые используются каждый день. Также этот процесс используют для навесных алюминиевых фасадов – они приобретают повышенную стойкость к внешним атмосферным воздействиям.
Анодирование применяют для защиты от коррозии деталей различной техники. Это комплектующие автомобилей, самолетов, судов, всевозможных летательных аппаратов. Обработка увеличивает прочность и обеспечивает повышенную стойкость к нагрузкам.
Анодированный алюминий: технологии и преимущества
Анодированный алюминий (anodized aluminum) – металл с покрытием, которое способно предупреждать окисление алюминия на открытом воздухе и защищать его от возможных механических повреждений. Анодированное покрытие делает алюминиевое изделие, например, лист из алюминия или алюминиевый швеллер, пригодным к окрашиванию.
Способы анодирования
Анодирование алюминия или анодное окисление – процесс создания на поверхности металла оксидной пленки. В общих чертах техническая операция происходит так: алюминиевое изделие погружают в ХотСтилость с кислым электролитом, чаще всего это раствор (250-300 г/л) 20% серной кислоты, и соединяют с положительным полюсом источника тока плотностью 10-50 мА/см 2 при напряжении источника до 100 В. Температурный диапазон проведения процесса может колебаться от -20 о С до +20 о С. Выбранная температура оказывает непосредственное влияние на плотность и оттенок будущего оксидного слоя: при плюсовой – слой рыхлый и тонкий, легко поддается окрашиванию любым красителем; при минусовой – слой толстый с естественной окраской (желтые тона).
В производственных условиях анодирование проводят тремя способами:
- теплое анодирование – технология отличается сравнительной простотой. Используется один электролит (серная кислота). Проводится при комнатной температуре с использованием органических красителей.
 Этот способ позволяет достичь требуемого цветного покрытия. При определенных манипуляция возможно получить несколько цветовых оттенков на одной поверхности. Алгоритм: изделие из алюминия, предварительно обезжирив, подвешивают и тщательно фиксируют, анодируют до молочного цвета, а затем промывают в холодной воде. Окрашивание производится в горячем растворе с последующим закреплением;
Этот способ позволяет достичь требуемого цветного покрытия. При определенных манипуляция возможно получить несколько цветовых оттенков на одной поверхности. Алгоритм: изделие из алюминия, предварительно обезжирив, подвешивают и тщательно фиксируют, анодируют до молочного цвета, а затем промывают в холодной воде. Окрашивание производится в горячем растворе с последующим закреплением; - холодное анодирование – проводится при температуре от -10 о С до +10 о С. Используется один электролит (серная кислота). Применение органических красителей невозможно, окрашивание происходит как естественный процесс. Конечный цвет зависит от состава алюминиевого сплава и может колебаться от зеленого до черного. Алгоритм: изделие из алюминия обезжиривают, подвешивают и тщательно фиксируют, анодируют до образования плотной пленки, промывают теплой или холодной водой и закрепляют проваркой в дистиллированной воде.
Важно: для получения твердого и износостойкого покрытия необходимо тщательно охладить изделие.
Преимущества алюминия с анодированным покрытием
Алюминий обладает отличными техническими свойствами: высокая тепло- и электропроводимость, достаточная стойкость к коррозии, легкость механической обработки. Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Характеристики анодированного алюминия:
- повышенная стойкость к износу и коррозии;
- высокие теплоизоляционные показатели;
- повышенная устойчивость к атмосферным воздействиям;
- высокая светоотражающая способность;
- не подвержен образованию трещин и шероховатостей на поверхности;
- устойчивость к повышенным нагрузкам;
- декоративный внешний вид;
- длительный срок эксплуатации;
- легкость в обработке.
Стоит отметить, что анодированный алюминий – экологически чистый материал, который даже под воздействием УФ-лучей не выделяет вредные газы.
Применение анодированного алюминия
Устойчивость к повышенным нагрузкам и легкий вес делает анодированный алюминий отличной альтернативой тяжелым металлам при возведении металлоконструкций.
А благодаря устойчивости к агрессивным средам анодированный алюминий востребован в судостроении – профили судовых иллюминаторов изготавливают только из анодированного алюминия. Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
- светотехнике;
- дизайне и архитектуре;
- строительстве: остекленение фасадов, крыш и т.д.;
- производстве бытовых приборов, акустических систем;
- производстве мобильных устройств;
- мебельном производстве.
Незаменим анодированный алюминий для эксплуатации в агрессивных вредах.
Интересный факт: Библиотека Нью-Бодлеан, что в Оксфорде, была построена в 30-х годах прошлого столетия. Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Заказать и купить анодированные алюминиевые листы Вы можете в нашей компании ХотСтил. Мы реализуем алюминиевые листы из сплава EN AW-5005, алюминиевые трубы из сплава EN AW-6060, алюминиевые профили из сплава EN AW-6060 и гарантируем качество изделий. Вся продукция поставляется с соответствующей документацией.
Анодирование алюминия: создание прочного оксидного слоя, стойкого к коррозии и механическому воздействию
Что такое анодирование алюминия?
Если Вас интересуют услуги анодирования алюминия, заполните нижеследующую форму либо обратитесь к нашей статье в разделе “Услуги”: Анодирование алюминия, цветное анодирование алюминия.
Анодирование – это метод обработки, который изменяет химию поверхности различных материалов, в частности, металлов. Анодированная поверхность придает металлу ряд новых свойств, дополнительную защиту от коррозии, повышение долговечности, в частности, лучшую устойчивость к царапинам, и, конечно, эстетический внешний вид. Поскольку алюминий так широко используется в сотнях отраслей промышленности, имеет смысл анодировать алюминий, чтобы он приобрел новые свойства.
Поскольку алюминий так широко используется в сотнях отраслей промышленности, имеет смысл анодировать алюминий, чтобы он приобрел новые свойства.
Само покрытие может иметь толщину от 0,00393701 до 0,03937012. В отличие от других покрытий анодирование алюминия сохраняет естественный блеск металлов, его текстуру и эстетику самого металла.
История анодирования
Анодирование металлов впервые было использовано в промышленном масштабе в 1923 году. Первоначально оно было создано для защиты от коррозии деталей из дюралюминия в кораблестроительной промышленности. Очевидно, эта обработка использовалась, поскольку части морских транспортных судов требовали жесткого защитного покрытия, невосприимчивого к соленому, бурному морю.
Изначально процесс был основан на хромовой кислоте и был назван процессом Бенгуа-Стюарта, он был отмечен как стандарт обработки для сил британской армии DEF STAN 03-24 / 3. Этот процесс все еще используется сегодня, несмотря на устаревшие требования сложного цикла напряжения, которые теперь считаются ненужными.
К 1927 году этот процесс получил развитие, и был запатентован новый процесс анодирования в серной кислоте. Серная кислота остается наиболее распространенным анодирующим электролитом и по сей день.
Японцы использовали анодирование щавелевой кислотой с 1923 года, и оно было широко применено немцами, особенно в архитектурных решениях. Анодирование алюминиевых профилей широко использовалось в архитектуре в 1960-х и 70-х годах.
Процесс анодирования
Перед конкретно анодированием алюминий должен проследовать по следующему технологическому процессу:
Анодируемую деталь необходимо сначала очистить, чтобы удалить все включения масел, полирующих составов и других примесей. Это делается путем погружения в водный раствор, который содержит мягкие кислоты или щелочи вместе с различными моющими средствами.
Предварительная обработка.
Этот этап в основном для эстетических целей, он улучшает внешний вид поверхности перед этапом анодирования. Самая распространенная предварительная обработка это травление, при котором поверхность приобретает атласный или яркий оттенок, что дает яркий блестящий оттенок.
Самая распространенная предварительная обработка это травление, при котором поверхность приобретает атласный или яркий оттенок, что дает яркий блестящий оттенок.
Анодирование.
Анодирование алюминия – это электрохимический процесс. Проще говоря, он включает извлечение алюминиевого сплава и погружение его в большой резервуар, заполненный раствором электролита. Чаще всего это раствор на основе серной кислоты и дистиллированной воды. Хотя точный тип используемой кислоты зависит от области применения. Электрический ток проходит через алюминиевую часть, в этом случае алюминий действует как анод.
Катод производят из алюминия или свинца и также помещают в гальваническую ванну. Вода расщепляется, высвобождая кислород на поверхности алюминия, а затем объединяется, образуя покрытие, тонкий прозрачный слой оксида алюминия. Толщина этого покрытия определяется уровнем электрического тока, а также количеством времени, в течение которого он подается.
Цветное анодирование
Когда вы думаете об анодировании алюминия, в первую очередь, это поверхность яркого цвета. Цвет может быть нанесен 2 способами:
Цвет может быть нанесен 2 способами:
- Интегральное нанесение цвета.
Этот процесс окрашивания алюминия дает желаемый цвет, когда анодирование проводится в ванне. Этот процесс дает алюминию более стойкое к истиранию покрытие, но недостатком является стоимость: просто требуется гораздо больше электроэнергии, что делает его более дорогим вариантом.
Электролитическая окраска.
Этот вид обработки придает цвет алюминиевой детали, потому что процесс анодирования создает стабильные и устойчивые поры на поверхности алюминия, а краситель просто заполняет эти поры. Металл погружается в ванну, которая содержит неорганическую соль металла. Ток подается и откладывает соль металла в основании пор.
Уплотнение оксидной пленки
Перед тем, как использовать анодированную деталь, необходимо закрыть поры окрашенного металла. Если оставить его “незапечатанным”, поверхность деталей будет подвержена повреждениям. Части, которые не нуждаются в окрашивании, все еще имеют этот шаг, чтобы повысить устойчивость к коррозии и истиранию при сохранении естественного цвета металла.
Для чего используется анодирование алюминия?
Преимущества анодированного алюминия, такие как устойчивость к коррозии и истиранию, в сочетании с удивительным внешним видом из огромной цветовой гаммы открывают множество областей применения. Возможности анодирования алюминия для коммерческих, промышленных и потребительских отраслей безграничны:
- Архитектурные панели;
- Витрины;
- Вентилируемые фасады;
- Кровельные системы;
- Холодильники;
- Сушильные машины;
- Телевизоры;
- Кофемашины;
- Светильники;
- Оконные рамы;
- Сантехника;
- Двери;
- Охладители;
- Сковороды;
- Грили;
- Тележки для гольфа;
- Лодки;
- Туристическое оборудование;
- Рыболовное снаряжение;
- Комплектующие для автомобилей;
- Колпаки на колеса;
- Фирменные таблички;
- Аэрокосмические панели;
- Солнечные панели;
- Электронные изделия;
- Огнетушители;
- Фотооборудование;
- Телефоны;
- Дизайн интерьера;
- Искусство.

Воздействие на окружающую среду
Анодирование алюминия – один из самых экологически чистых процессов обработки металла. В процессе используются только очень небольшие количества тяжелых металлов, галогенов или органических соединений. Процесс окрашивания не приводит к образованию ЛОС или тяжелых металлов. Возможность вторичной переработки анодированного и окрашенного алюминия эквивалентна стандартному алюминию с точки зрения воздействия на окружающую среду. Отходы процесса анодирования легко перерабатываются для производства квасцов, разрыхлителя, газетной бумаги и косметики. Отходы могут также использоваться для удобрения и в промышленных очистных сооружениях.
Анодированный алюминий
Содержание
- Анодирование – что это
- Зачем анодировать
- Применение анодированного алюминия
- Методики анодирования
- Теплое анодирование
- Холодное анодирование
- Думайте о безопасности
- Заключение
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться. Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне.
 Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид. - Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ.
 В этом случае анодное покрытие может достигать до 60 микрон.
В этом случае анодное покрытие может достигать до 60 микрон. - Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
Методики анодирования
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
- Теплое анодирование.
- Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование
Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая. При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
- Заготовка обезжиривается.
- Изделие крепится в подвеске.
- В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
- После в холодной воде осуществляется процесс промывки.
- Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
- На протяжении 30 минут происходит заключительный этап – закрепление всех слоев.
Холодное анодирование
Под этим подразумевается то, что процесс анодирования происходит при температуре от -10 до +10 градусов по Цельсию. Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Итак, для достижения таких результатов необходимо создать условия принудительного охлаждения. Без этого создать красивое и износоустойчивое покрытие создать будет невозможно. Если говорить о минусе этой технологии, то она заключается в следующем: поверхность нельзя окрасить органическими красителями.
Технологический процесс того, как происходит холодное анодирование алюминия выглядит так:
- Поверхность тщательно обезжиривается.
- Заготовка крепится в подвеске.
- В ванне происходит процесс анодирования до образования плотного оттенка.
- Осуществляется промывка в холодной и горячей воде.
- Далее происходит процесс варки заготовки в дистиллированной воде. Также изделие выдерживается на пару. Эти действия позволяют закрепить все образовавшиеся слоя.
Думайте о безопасности
Итак, выполнить этот процесс в домашних условиях можно, но для этого следует быть крайне предусмотрительным и соблюдать технику безопасности. Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Важно! Если она попадет на кожу, то вы испытаете неприятный зуд. Но если случайно попадет в глаза, то это может привести к серьезным последствиям.
Итак, для работы следует использовать защитную одежду, перчатки и очки. Плюс ко всему, всегда иметь рядом раствор соды или ведро чистой воды.
Заключение
Итак, вот мы и узнали с вами, что такое анодированный алюминий. Мы рассмотрели сферы его использования и варианты того, как выполнить подобную работу самостоятельно. В дополнении ко всему, предлагаем просмотр видео, которое закрепит все полученные знания из этой статьи о том, как анодировать алюминий своими руками. Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.
- Жидкое стекло и его применение
- Сколько досок в кубе
- ДВП или оргалит
- Штукатурка короед своими руками
Анодированный алюминий: применение, методики анодирования
Анодирование — это электрохимический метод изменения поверхности металлов. Он защищает от коррозии, улучшает эстетичный вид, противостоит царапинам и является одним из самых долговечных покрытий узлов и деталей. Анодирование может быть выполнено для целого ряда материалов, но больше всего он применим для алюминия. Анодированный алюминий имеет высокие антикоррозионные и износостойкие свойства, поскольку в этом процессе повышается твердость, улучшается смазывающая способность и адгезия, а также цветовое оформление.
Содержание
- 1 Что такое анодирование?
- 2 Показания к анодированию алюминия
- 3 Методики и технология анодирования
- 3.1 Теплое анодирование
- 3.
 2 Холодное анодирование
2 Холодное анодирование - 3.3 Применение анодированного алюминия
- 3.4 Анодирование алюминия в домашних условиях
Что такое анодирование?
Для того чтобы подготовить алюминий к анодированию, поверхность сначала тщательно очищают и ополаскивают, а затем помещают в ванну с некоторым раствором электролита, таким как серная кислота. Он представляет собой электропроводящий раствор с большим количеством положительных и отрицательных ионов, которыми он будет обмениваться.
Положительный электрический заряд поступает к алюминию — аноду, а отрицательный заряд – к пластинам, размещенным в электролите. Электроток в этой цепи заставляет положительные частицы притягиваться к отрицательным пластинам, а отрицательные частицы движутся к алюминиевой детали.
Электрохимическая реакция вызывает образование пор на поверхности, когда избыток положительных ионов уходит. Эти поры образуют геометрически правильную структуру и начинают разрушаться в субстрат. Al на поверхности соединяется с отрицательно заряженными ионами O2, образуя оксид алюминия. Это называется барьерным слоем, который является защитой от химических реакций в этих местах. При подаче электрического тока создается регулярная структура пористости поверхности.
Это называется барьерным слоем, который является защитой от химических реакций в этих местах. При подаче электрического тока создается регулярная структура пористости поверхности.
Чем дольше применяется ток, тем больше проникновение в эти столбцы. Для типичных не жестких покрытий глубина может составлять до 10 мкм. Как только этот уровень достигнут, и если цвет не требуется, процесс останавливается, и поверхность может быть запечатана простым промыванием в воде. В результате будет получена деталь с твердым, натуральным покрытием из Al2O3, способным противостоять химическому воздействию и очень устойчивая к царапинам. Al2O3 оценивается 9 из 10 по шкале твердости по Моосу, что означает второе место после алмаза и делает детали, например, посуду из анодированного алюминия, очень крепкой и долговечной.
Анодированный алюминий зеркальный и фактурныйПоказания к анодированию алюминия
Хотя большинство марок Al имеют хороший внешний вид и коррозионную стойкость во многих случаях, иногда требуется дальнейшее повышение этих свойств. Это может быть достигнуто с помощью вышеназванного процесса. Следующие сплавы лучше всего подходят для получения анодированного алюминия:
Это может быть достигнуто с помощью вышеназванного процесса. Следующие сплавы лучше всего подходят для получения анодированного алюминия:
- 5XXX серия;
- 6XXX серия;
- 7XXX серия.
Покрытие из оксида алюминия может не иметь требуемой степени защиты на некоторых сплавах. Кроме того, они могут иметь слой оксида алюминия после процесса анодирования, который оставляет нежелательный цвет, такой как непривлекательный желтый, коричневый или темно-серый.
Несмотря на то, что существуют некоторые вариации от каждого сплава к сплаву, вот краткий анализ анодирования по типу серии:
- 1XXX – эта серия покрывает чистый Al. Он в этой серии может быть анодирован. Образующийся слой оксида алюминия, который образуется, является прозрачным и несколько блестящим. Поскольку нижележащий чистый Al является относительно мягким, обработанные предметы могут быть легко повреждены и не иметь механических свойств по сравнению с другими сериями Al-сплавов.
- 2XXX – эта серия используется для обозначения Al, легированного медью.
 Медь в этих сплавах создает очень прочный и твердый Al -сплав. Хотя медь полезна для улучшения механических свойств Al, она, к сожалению, делает эти сплавы плохими кандидатами на анодирование, матовый цвет не дает привлекательности таким изделиям.
Медь в этих сплавах создает очень прочный и твердый Al -сплав. Хотя медь полезна для улучшения механических свойств Al, она, к сожалению, делает эти сплавы плохими кандидатами на анодирование, матовый цвет не дает привлекательности таким изделиям. - 3XXX – эта серия листового алюминия, легированного марганцем. В то время как анодированный слой обеспечивает достойную защиту Al подложки из марганца, он создает нежелательный коричневый цвет.
- 4XXX – эта серия состоит из Al, легированного кремнием. Анодированный материал 4XXX хорошо защищен слоем оксида алюминия, созданным в процессе анодирования. Тем не менее, важно отметить, что серия 4XXX имеет темно-серый, почти черный цвет, которому не хватает эстетической привлекательности.
- 5XXX – эта серия обозначает Al, который легирован марганцем. При анодировании сплавы 5XXX имеют в результате оксидный слой, который является прочным. Они превосходные кандидаты на анодирование, тем не менее, некоторые легирующие элементы, такие как марганец и кремний, должны находиться в пределах установленного диапазона для нормального протекания процесса анодирования.
- 6XXX – эта серия была создана для Al, легированного магнием и кремнием. Эти сплавы являются отличными кандидатами для процесса, полученный оксидный слой прозрачен и обеспечивает превосходную защиту. Поскольку сплавы 6XXX обладают отличными механическими свойствами и легко анодируются — алюминий анодированный данной серии часто применяется для конструкционных проектов.
- 7XXX – эта серия легированного Al использует цинк в качестве основного легирующего элемента. Очень хорошо подходит для процесса анодирования. Последующий оксидный слой прозрачен и обеспечивает отличную защиту. Если уровень цинка становится чрезмерным, оксидный слой, может стать коричневым.
Методики и технология анодирования
Существует несколько видов анодирования Al, каждый из которых имеет уникальное анодное покрытие:
- Стандартное анодирование, более известное как тип II, основано на военной спецификации MIL-A-8625.
- Жесткое анодирование в твердом покрытии, также известное как тип III, использует процесс, аналогичный типу II, но приводит к получению гораздо более толстого и плотного покрытия, что значительно повышает стойкость к истиранию и коррозии.
 Твердое анодирование создает очень толстое твердое покрытие, которое проникает в обработанный алюминий — половина защитного оксидного слоя проникает в поверхность, а другая половина накапливается на ней.
Твердое анодирование создает очень толстое твердое покрытие, которое проникает в обработанный алюминий — половина защитного оксидного слоя проникает в поверхность, а другая половина накапливается на ней. - Микрокристаллическое анодирование улучшает другие процессы, создавая покрытие с молекулами, упакованными в регулярно упорядоченный повторяющийся узор, поскольку молекулы располагаются случайным образом. Микрокристаллические анодно-алюминиевые покрытия также обеспечивают более высокую термодинамическую стабильность, чем другие, а также более низкую степень растворимости при воздействии агрессивных химикатов.
Растворы анодирования хорошо известны благодаря образованию пор в покрытии Al. Эти поры поглощают красители, а также сохраняют смазки, если таковые имеются. Кроме того, они обеспечивают участки, через которые металл может легко подвергаться коррозии. Для повышения коррозионной стойкости и удержания красителя обычно применяется уплотнение. Несколько методов уплотнения, которые используются, включают использование теплого и холодного анодирования.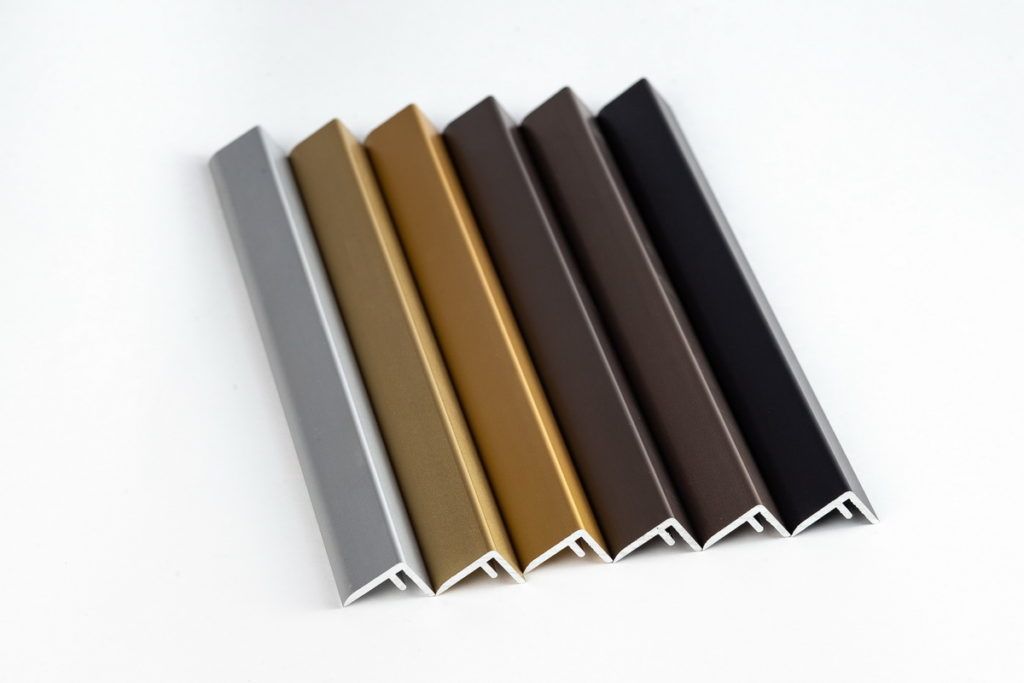
Теплое анодирование
Метод теплого анодирования, включает длительное погружение Al в кипящую горячую воду, которая была деионизирована или находится в форме пара. Этот метод не очень дорогой, так как он снижает износостойкость только на 20 процентов. Оксид превращается в гидратированную форму, и в результате набухание снижает поверхностную пористость.
Альтернативой первому методу является никель фторидный метод, который, хотя и предотвращают коррозию, но делает анодированный Al более мягким. Этот процесс холодной сварки, включающий добавление фторидного никеля к анодированному Al. Ионы фтора попадают в поры, которые служат местом для механизма обмена. Попадая в поры, ионы вызывают сдвиг рН и осаждение ионов никеля. Образующийся гидроксид никеля затем блокирует устье пор, эффективно герметизируя пленку. Далее происходит медленный этап, при котором вода из атмосферы диффундирует в пленку, вызывая блокирование пор, и в конечном итоге получается эффективная герметизирующая пленка.
Для лучшей устойчивости к коррозии и засолению анодные, покрытия обычно герметизируют 5-процентным раствором дихромата калия. Растворы работают при температуре кипения, и погружение происходит примерно на 15 минут. При рН около 5-6 происходит поглощение хромат-ионов, что обеспечивает гидратацию покрытия. Герметики с дихроматным покрытием не так устойчивы к окрашиванию по сравнению с другими методами герметиков.
Анодированные алюминиевые болты разных цветовХолодное анодирование
Комнатная температура или холодное уплотнение дает преимущество перед предыдущими уплотнениями, потому что оно работает при 18-20 С. Хотя это снижает стоимость энергии для уплотнения, оно отличается от высокотемпературных и среднетемпературных уплотнений. Типичные составы химического состава для холодного запечатывания основаны на никель-фторидной основе, которая служит для закупоривания пор при одновременном травлении поверхности анодного покрытия. Это действует как метод очистки для улучшения сцепления и адгезии, уменьшая при этом тенденцию к образованию пыльной структуры. Контроль холодного уплотнения является более сложной задачей, чем уплотнения горячей воды, и иногда требуется промывка горячей водой после уплотнения, чтобы помочь вылечить уплотнение и обеспечить немедленное тестирование качества.
Контроль холодного уплотнения является более сложной задачей, чем уплотнения горячей воды, и иногда требуется промывка горячей водой после уплотнения, чтобы помочь вылечить уплотнение и обеспечить немедленное тестирование качества.
Процессы холодной герметизации совершенствуются, чтобы соответствовать стандарту автомобильной промышленности для герметизации с высокой щелочной стойкостью при pH 13,5, что всегда было проблемой анодированных поверхностей, подверженных воздействию химических жидкостей во время мойки автомобилей.
Применение анодированного алюминия
Анодирование не только увеличивает долговечность Al -листа, но и повышает визуальную привлекательность. Слои оксида, добавленные путем анодирования, улучшают поверхность Al для красителей, клеев и красок. Эта способность обеспечивает превосходный внешний вид изображения с постоянным качеством.
Использование для анодированного алюминия:
- наружный металлический каркас на зданиях;
- посуда из анодированного алюминия премиум-класса;
- материал каркаса для уличной мебели и декоративных элементов;
- защитный корпус для современных компьютерных систем;
- защитный корпус для современной бытовой техники;
- шильдики из анодированного алюминия.

Анодирование алюминия в домашних условиях
Анодирование в домашних условиях может быть полезным для таких проектов, как защита металлических семейных реликвий, старых украшений или если нужно получить посуду из анодированного алюминия.
Во время этого процесса требуется выполнять все меры предосторожности при работе с опасными химическими веществами, такими как щелочь и серная кислота, поскольку они могут вызвать химические ожоги при неправильном обращении.
Алгоритм изготовления посуды из анодированного алюминия в домашних условиях:
- Для начала выбирают небольшие алюминиевые предметы, например, ложки или чашки, которые будут погружаться в небольшое количество кислоты, во время процесса они выполняют роль анода.
- Подбирают пластиковую ванну необходимого объема, чтобы детали были полностью покрыты раствором. Конструкция должна быть твердая и долговечная.
- Приобретают краску для одежды в любом магазине, например, в Москве в отделах химтоваров.
 Во время процесса анодирования можно покрасить металл практически в любой цвет с помощью стандартного тканевого красителя от желтого до черного. Это процесс, который Apple использует для окраски iPod. Так же можно купить специальный краситель для анодирования, который дает лучшие результаты.
Во время процесса анодирования можно покрасить металл практически в любой цвет с помощью стандартного тканевого красителя от желтого до черного. Это процесс, который Apple использует для окраски iPod. Так же можно купить специальный краситель для анодирования, который дает лучшие результаты. - Приобретают предметы, необходимые для анодирования: обезжириватель,
два свинцовых катода достаточно длинных, рулон алюминиевой проволоки,
дистиллированная вода, пищевая сода, резиновые перчатки. Для анодирования понадобится 5л серной кислоты (аккумуляторной кислоты), щелочи и постоянный источник питания не менее 20 вольт, который должен работать, как постоянный источник питания. - Проводят очистку детали с мылом и водой, а затем обезжиривание.
- Разводят щелочь в воде, чтобы создать чистящий раствор. В небольшой пластиковой ванне смешивают 44 мл щелочи в 3,8 л дистиллированной воды.
Надев резиновые перчатки, помещают предмет в раствор и оставляют на 3 минуты, затем снимают и тщательно промывают теплой водой.
- Устанавливают на куске фанеры анодирующую ванну в хорошо проветриваемом помещении. Гараж с открытой дверью или сарай с открытыми дверями и окнами обычно подходит для этого процесса. Температура в помещении должна быть 16 до 22 С.
- Включают источник питания на невоспламеняющемся материале, например, бетон.
- Подключают положительный провод от зарядного устройства к алюминию, а отрицательный к алюминиевому проводу, подключенному к 2 свинцовым катодам.
Устанавливают свинцовый катод на каждой стороне резервуара. Проводят алюминиевую проволоку между катодами и соединяют их вместе на маленькой деревянной доске. Убеждаются, что провод, соединяющий анод, не касается свинцовых катодов. - Делают 1: 1 смесь дистиллированной воды и аккумуляторной кислоты в пластиковой ванне, предварительно надев маску или респиратор. Во время работы должна функционировать приточно–вытяжная вентиляция. Сначала наливают воду, затем очень тонкой струйкой кислоту. Если случайна пролита кислота, место нужно обработать пищевой содой.

- Подключают алюминиевые провода к источнику питания (ИП). Провод, который ведет от анода, должен подключаться к положительной клемме на ИП. Провод, идущий от выводных катодов, должен подключаться к отрицательной клемме ИП
Включают источник питания. Режим анодирования 12 ампер на каждые 0,09 квадратных метров материала, время – 45 минут. Процесс сопровождается выделением пузырьков окисления. Анод также начнет менять цвет, становясь коричневым, затем желтым. - После получения посуды из анодированного алюминия, отключают источник тока, промывают деталь дистиллированной водой и помещают ее в теплую ванну с красителем на 15 минут.
Можно проводить процесс без окрашивания, тогда переходят к кипячению детали в дистиллированной воде в течение 30 минут.
Анодированный алюминий. Специальное покрытие для материала
Использование профилей из алюминия для отделки некоторых участков дома, а также его применение для изготовления интерьера, идет уже довольно давно. Сам по себе металл отличается высокой пластичностью, неплохим внешним видом и легким весом, но при этом очень быстро окисляется и покрывается серым налетом, если взаимодействует с кислородом.
Сам по себе металл отличается высокой пластичностью, неплохим внешним видом и легким весом, но при этом очень быстро окисляется и покрывается серым налетом, если взаимодействует с кислородом.
Что такое анодированный алюминий?
Для того чтобы сохранить яркий блеск металлических изделий, пришлось использовать специальное покрытие. Из-за нанесения дополнительного покрытия внешний вид практически не изменился, но при этом о такой неприятности, как коррозия, можно забыть на очень длительный срок.
Для того чтобы понимать, что такое анодированный алюминий, необходимо выяснить, каким образом металл покрывается защитной пленкой. Обычно металлы защищают от воздействия внешней среды при помощи разных протекторов и прочего. В данном же случае защитная пленка – это обычный, но уже окисленный алюминий, который имеет такую химическую формулу: Al2O3. Однако нужно отметить, что в данном случае он будет представлен не в виде мягкой и тонкой аморфной пленки, а в виде кристаллической структуры, которая очень похожа на шпинель, к примеру.
Чем характеризуется пленка?
Получается, что анодированный алюминий покрыт пленкой из уже окисленного материала. Это защитное средство характеризуется следующими свойствами:
- структура микрокристаллического типа;
- основание представлено в виде сверхплотной пленки, а внешний слой представляет собой пленки с большим количеством пор;
- сцепление данного окисленного состава с алюминием очень прочное.
Последний пункт очень важен. Он означает, что анодированный алюминий сможет сохранять свой защитный слой под любыми нагрузками в течение 40 лет и даже более. Это сильно отличает данный состав от таких, как лакокрасочное или же никелевое покрытие, которое отслаивается от алюминия просто со временем.
Можно добавить, что от выбранного технического слоя будет зависеть и результат. То есть свойства пленки могут меняться. Она может быть сверхтонкой и составлять всего 10-25 мкм по толщине своей структуры. В таком случае ее даже не получится разглядеть невооруженным глазом. Однако даже такой слой способен защищать металл от любых агрессивных воздействий и при этом пропускать до 95% света.
Однако даже такой слой способен защищать металл от любых агрессивных воздействий и при этом пропускать до 95% света.
Технология анодирования
Равномерный цвет анодированного алюминия означает, что на материале присутствует тончайший защитный слой. Процесс получения такого защитного слоя основан на том, что происходит анодное окисление алюминия в растворе электролита. В зависимости от того, какой именно анодированный алюминий необходимо получить в конце, используется три типа электролитов:
- обработка очень слабым током при наличии постоянного напряжения и электролита слабокислотного типа;
- покрытие такого типа может наноситься под воздействием бихроматно-кислотного электролита;
- окисление вещества также может проходить и в электролите щелочного типа.
Для того чтобы изменять свойства конечной пленки, можно менять такие параметры, как кислотность, температура ванны, а также рабочее напряжение на аноде и катоде.
Посуда из анодированного алюминия
Сразу стоит сказать, что для производства посуды используются всего три вида технологического процесса: это штамповка, литье и ковка.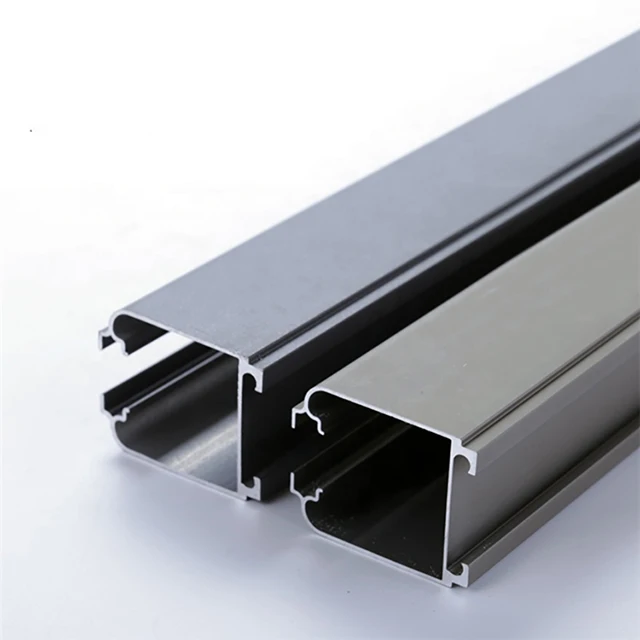 При наличии алюминия с такой кристаллической структурой можно применять все три типа. Все производители кухонных приборов и посуды утверждают, что использование этого материала позволяет создавать вещи нового поколения. Основная причина, по которой нельзя было применять столь легкий и удобный металл ранее, заключалась в процессе окисления. Момент соприкосновения с продуктами питания ухудшал их качество, и их нельзя было употреблять. Анодирование же решило эту проблему.
При наличии алюминия с такой кристаллической структурой можно применять все три типа. Все производители кухонных приборов и посуды утверждают, что использование этого материала позволяет создавать вещи нового поколения. Основная причина, по которой нельзя было применять столь легкий и удобный металл ранее, заключалась в процессе окисления. Момент соприкосновения с продуктами питания ухудшал их качество, и их нельзя было употреблять. Анодирование же решило эту проблему.
Алюминий листовой
Помимо посуды и других деталей, выпускается также листовой анодированный алюминий. Кроме того, что такой слой помогает избавиться от коррозии, он также защищает металл от выцветания. Еще одно свойство – это повышение износоустойчивости. Благодаря этому удалось улучшить качество всех дюралевых деталей. Это очень важно при изготовлении, к примеру, приборных панелей. Параметры выпускаемых листов следующие:
- толщина листа составляет 0,5 – 2 мм;
- габариты листа – 500 × 600 мм;
- минимальное количество листов в партии – 1.

Что касается использования анодированного алюминия, то сразу после его изобретения он широко применялся для производства алюминиевых (дюралевых) деталей для самолетов. Еще одно применение такого типа алюминия – в качестве защитного слоя для других элементов, а также основы для нанесения краски. Стоит также добавить, что такой защитный слой гораздо тверже, чем сам алюминий. Благодаря этому значительно повышается устойчивость к износу у всех элементов. Защитная оболочка помогает сделать из алюминия неплохой электроизоляционный материал, однако возможность локального небольшого пробоя все же присутствует, а потому это несколько ограничивает его использование как изолятора.
8 вещей, которые вам необходимо знать
Анодирование — это метод изменения химического состава поверхности металлов и других материалов. Он защищает от коррозии, улучшает эстетические качества, устойчив к царапинам и является одним из самых прочных доступных покрытий поверхности. Анодирование может быть выполнено на различных материалах, но сегодня давайте посмотрим на алюминий. Эти 8 вопросов помогут понять, почему анодирование — это умная обработка поверхности, которая одновременно практична и красива.
Эти 8 вопросов помогут понять, почему анодирование — это умная обработка поверхности, которая одновременно практична и красива.
Анодирование — один из самых прочных способов обработки поверхности
1. Как анодируется алюминий?Для подготовки алюминия к анодированию поверхность сначала тщательно очищают и промывают, а затем помещают в ванну с электролитическим раствором, например серной кислотой. Электролит — это электропроводящий раствор с большим количеством положительных и отрицательных ионов, которые он хочет поменять местами.
Положительный электрический заряд прикладывается к алюминию, превращая его в «анод», а отрицательный заряд прикладывается к пластинам, подвешенным в электролите. Электрический ток в этой цепи заставляет положительные ионы притягиваться к отрицательным пластинам, а отрицательные ионы стекаются к положительному аноду, куску алюминия.
2. Что такое барьерный слой при анодировании? В результате электрохимической реакции на поверхности алюминия образуются поры по мере выхода избыточных положительных ионов. Эти поры образуют геометрически правильную структуру и начинают проникать в подложку. Алюминий на поверхности соединяется с отрицательно заряженными ионами O 2 , образуя оксид алюминия. Это называется барьерным слоем, защитой от дальнейших химических реакций в этих местах.
Эти поры образуют геометрически правильную структуру и начинают проникать в подложку. Алюминий на поверхности соединяется с отрицательно заряженными ионами O 2 , образуя оксид алюминия. Это называется барьерным слоем, защитой от дальнейших химических реакций в этих местах.
Барьерный слой защищает поверхность от дальнейшего окисления
По мере подачи тока относительно слабые и реакционноспособные области пор будут продолжать проникать глубже в подложку, образуя ряд столбчатых полых структур.
При подаче электрического тока создается равномерная пористость поверхности.
Чем дольше подается ток, тем больше проникновение этих столбцов. Для типичных нетвердых покрытий глубина может достигать 10 микрон. Как только этот уровень достигнут, и если цвет не нужен, процесс останавливается, и поверхность можно запечатать, просто ополаскивая водой. Это оставит вам твердое покрытие из натурального оксида алюминия, способное противостоять химическому воздействию и очень устойчивое к царапинам. Оксид алюминия имеет рейтинг 9из 10 по шкале твердости Мооса, что означает второе место после алмаза.
Оксид алюминия имеет рейтинг 9из 10 по шкале твердости Мооса, что означает второе место после алмаза.
Твердое анодирование, иногда называемое типом III, обеспечивает лучшую защиту от коррозии и износостойкость в экстремальных условиях или при работе с движущимися механическими частями, подверженными сильному трению. Это достигается путем подачи электрического тока до тех пор, пока глубина пор не превысит 10 микрон, вплоть до 25 микрон или даже больше. Это занимает больше времени и стоит дороже, но дает превосходный результат.
4. Нужна ли защита алюминия от коррозии? Хотя алюминий не ржавеет, он может разрушаться в присутствии кислорода, что называется окислением . Что такое окисление? Это просто означает реагировать с кислородом. А кислород очень реактивен, легко образуя соединения с большинством других элементов. Когда алюминий подвергается воздействию атмосферы, он быстро образует на поверхности слой оксида алюминия, и этот слой обеспечивает определенную степень защиты от дальнейшей коррозии.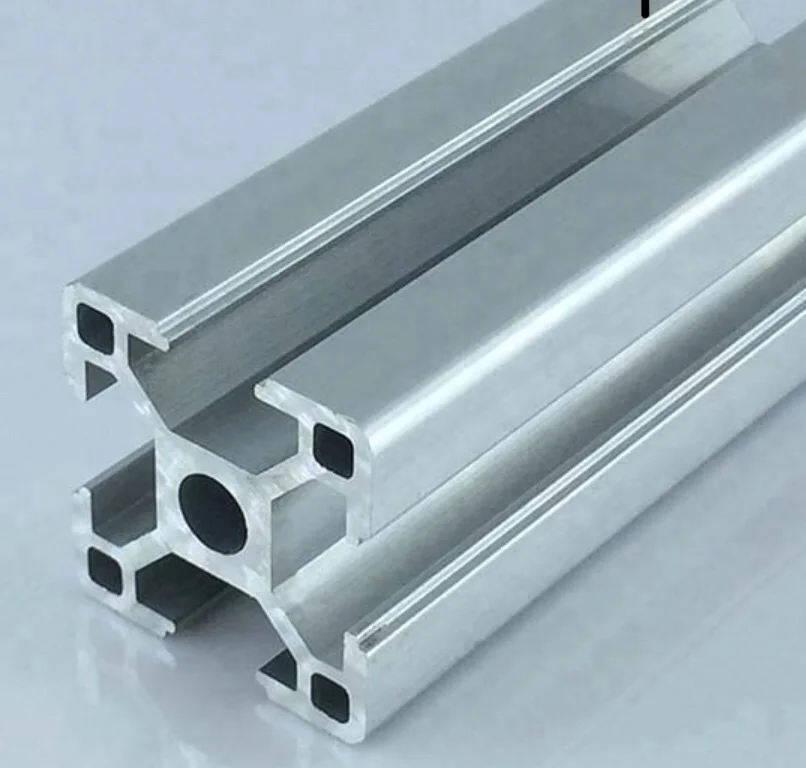
Анодирование функционально и красиво
Но алюминий должен выдерживать не только чистый воздух и воду. Кислотные дожди, соленая вода и другие загрязняющие вещества могут по-прежнему использовать недостатки пассивации поверхности. Даже современные сплавы по-разному реагируют на это воздействие окружающей среды, начиная от простого обесцвечивания поверхности и вплоть до механического разрушения.
5. Как при анодировании металла добавляется цвет?Цветной алюминий – это то, что большинство из нас представляет, когда думает об анодировании. Вот настоящая гениальность этого процесса. Красивые, стабильные поры, протравленные на поверхности, идеально подходят для введения красок или пигментов.
Пустые поры идеально подходят для добавления красителей.
Пигмент заполняет все пустые поры до самой поверхности, где он затем закрывается навсегда. Вот почему анодированные цвета такие долговечные — их нельзя поцарапать с поверхности, потому что на самом деле цвета находятся глубоко внутри и могут быть удалены только путем шлифовки подложки.
После окраски анодированный алюминий имеет характерный «металлический» вид. Это вызвано двумя факторами. Во-первых, из-за равномерного электрохимического травления остается шероховатая поверхность. Чем глубже поры, тем более шероховатой будет поверхность, но цвета также будут намного более стойкими.
Во-вторых, свет, падающий на поверхность, частично взаимодействует с красителем и частично с неокрашенным металлом наверху.
Свет меняет цвет при отражении от анодированной поверхности.
Таким образом, свет, который отражается и попадает в глаза, на самом деле представляет собой комбинацию двух различных длин волн, взаимодействующих при отражении от несколько разных поверхностей. Это обуславливает характерный блеск анодированного алюминия.
7. Можно ли анодировать материалы, отличные от алюминия? Да. Анодирование также работает с магнием, титаном и даже с проводящими пластиками. Он недорог, надежен и чрезвычайно долговечен. Вот почему он так часто используется в архитектурной отделке, потому что он красив и почти невосприимчив к воздействию погодных условий.
Он недорог, надежен и чрезвычайно долговечен. Вот почему он так часто используется в архитектурной отделке, потому что он красив и почти невосприимчив к воздействию погодных условий.
Анодирование требует погружения детали в ряд химических ванн. Для удержания детали на месте требуется, чтобы она была закреплена на какой-либо подвеске, чтобы она не упала на дно резервуара. Везде, где удерживающее приспособление касается детали, эта область будет заблокирована, и химические вещества для анодирования не будут работать должным образом. Вот почему разумно спроектировать место с вашей стороны, которое можно использовать для хранения, но которое не будет подвергаться неблагоприятному косметическому воздействию.
Подходит ли вам анодирование? Когда вы свяжетесь с нами для получения бесплатного предложения и обзора проекта, мы сможем посоветовать множество различных услуг по отделке, которые мы предлагаем для быстрых прототипов и мелкосерийного производства. Наши специалисты помогут вам найти решение, соответствующее вашему бюджету, времени выхода на рынок и желаемым результатам. Давайте начнем сегодня!
Наши специалисты помогут вам найти решение, соответствующее вашему бюджету, времени выхода на рынок и желаемым результатам. Давайте начнем сегодня!
*Star Rapid выражает благодарность Engineerguy за использование некоторых иллюстраций по лицензии Creative Commons License Share Alike License 3.0.
Анодированный алюминий: ответы на 10 важных вопросов
Вы, вероятно, видели изделия из анодированного алюминия в своей повседневной жизни. Анодирование — это простой способ защитить алюминий от коррозии и придать ему яркий цвет. Вы найдете эту отделку на спортивном инвентаре, автомобильных деталях, портативных устройствах и широком спектре других продуктов.
Если вам интересно, является ли анодирование лучшим способом отделки алюминиевых изделий, или хотите узнать больше о процессе и его преимуществах, эта статья для вас.
Здесь мы отвечаем на некоторые из наиболее часто задаваемых вопросов об анодировании алюминия, чтобы помочь вам решить, подходит ли этот процесс для вашей продукции.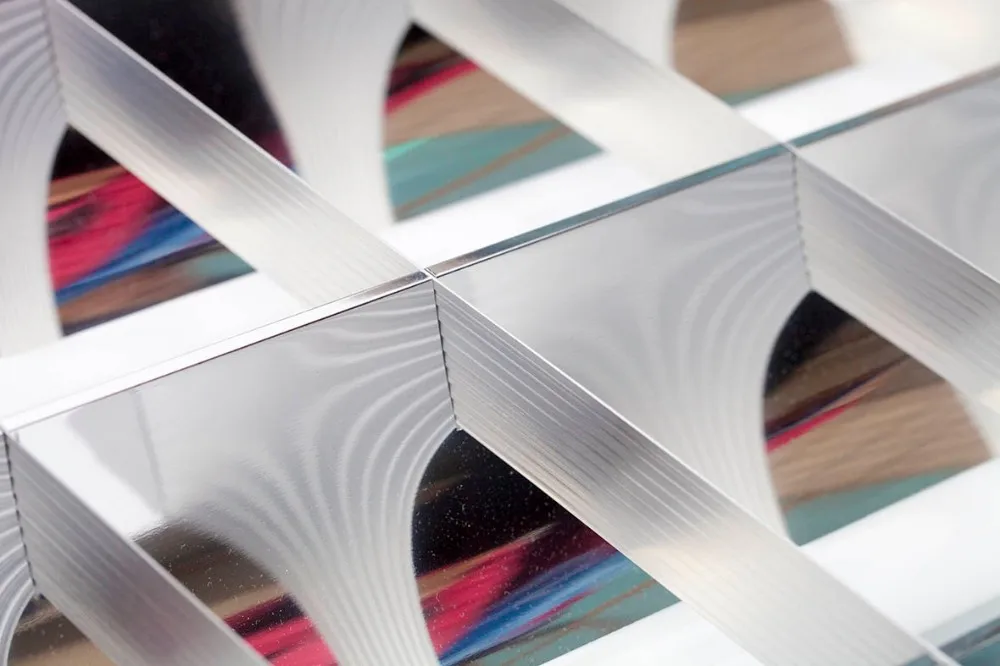
Содержание
№ 1 – Что такое анодированный алюминий?
Воздействие на металл определенных сред, таких как воздух и влажность, приводит к образованию слоя оксида металла на открытой поверхности. В большинстве случаев оксидный слой является пассивным, что означает, что он больше не реагирует с окружающей средой так, как это делает чистый металл. Ржавчина, которая образуется на железе, когда оно остается незащищенным, является одним из примеров этого.
Подобно железу и другим металлам, алюминий естественным образом образует слой оксида при контакте с воздухом или влагой. Однако, в отличие от железа, образующийся слой оксида не является чешуйчатым или чрезмерно пористым и служит защитным экраном, предотвращающим дальнейшее окисление алюминия.
Другими словами, алюминий создает свой собственный тонкий барьер против коррозии, слегка подвергаясь коррозии. Это похоже на то, как человеческая кожа загорает, чтобы защитить себя от дальнейшего повреждения, вызванного солнечными лучами или другим ультрафиолетовым светом.
Когда вы анодируете алюминий, он проходит через процесс, который утолщает этот естественный защитный слой оксида. Анодирование улучшает свойства оксидного слоя, и эти свойства рассматриваются по одному в следующих разделах.
№ 2 – Как работает процесс анодирования?
Вопреки здравому смыслу, процесс анодирования не требует, чтобы технические специалисты наносили продукт на алюминиевую поверхность. Как объяснялось ранее, в этом процессе используется реакция, которая естественным образом происходит на алюминии при контакте с определенными элементами, и поднимает его на ступеньку выше.
После того, как алюминий прошел процесс формовки — например, экструзию — полученная алюминиевая деталь погружается в электролитическую ванну. При погружении в жидкость к ванне прикладывается электрический ток большой силы и низкого напряжения. Химическая реакция окисления происходит, когда ток проходит через алюминий, образуя оксидный слой, более толстый, чем естественный.
№ 3. Повышает ли анодирование износостойкость?
Да, анодирование повышает износостойкость. Оксидный слой, образующийся на поверхности алюминия, обладает керамическими свойствами, одним из которых является повышенная износостойкость по сравнению с самим алюминием. Анодированный алюминий лучше, чем необработанный алюминий, устойчив к вмятинам и царапинам, обеспечивая более прочную отделку.
№ 4 – Повышает ли анодирование коррозионную стойкость?
Да, это так. Подобно естественной пассивной оксидной пленке, толстый слой оксида, полученный в процессе анодирования, также повышает коррозионную стойкость. Пассивная пленка в значительной степени химически инертна и не разрушается и не подвергается коррозии в окружающей среде.
В результате анодированный слой защищает нижележащий алюминий от коррозии. Анодированный алюминий имеет более толстый пассивный слой, чем естественно пассивированный алюминий, что означает, что он более устойчив к деградации и последующей коррозии.
№ 5 – Как окрашивать детали из анодированного алюминия?
Еще одним преимуществом анодирования алюминия является то, что поверхность металла становится пористой. Благодаря микропорам анодированный алюминий идеально подходит для нанесения красителя — они действуют как колодцы, в которых может скапливаться краска.
После нанесения красителей поры могут быть запечатаны, в результате чего цвет встраивается в оксидный слой. Поскольку краска теперь является частью этого пассивного слоя, она не выцветает и не отслаивается, обеспечивая прочную, долговечную и элегантную отделку.
№ 6 – Улучшает ли анодирование адгезию грунтовок и клеев?
Да, по той же причине, что анодированный алюминий отлично поддается окрашиванию. Пористая поверхность анодированного алюминия означает, что клей или грунтовка имеют увеличенную контактную поверхность и лучшие места для «схватывания». Поры позволяют клею или грунтовке частично проникать в поверхность, в результате чего получается ровный слой клея или грунтовки с высокой адгезией, который с меньшей вероятностью отслаивается.
№ 7. Улучшает ли анодирование теплоотвод?
Да, это так. Если предмет горячее, чем его окружение, он начнет остывать. Чем больше площадь поверхности горячего предмета, тем быстрее он рассеивает свое тепло. Анодированный алюминий имеет большую площадь поверхности, чем необработанный алюминий, и поэтому он более эффективно выделяет тепло.
Улучшенная теплопроводность или рассеивание тепла является результатом улучшенной конвективной теплопередачи и повышенной излучательной способности. На конвективный теплообмен, который представляет собой теплообмен между поверхностью и окружающим воздухом, в первую очередь влияет конструкция и в некоторой степени анодирование.
Лучистый теплообмен, также называемый коэффициентом излучения, происходит между двумя поверхностями и значительно улучшается при анодировании. Это свойство делает анодированный алюминий идеальным для небольших радиаторов, как описано в нашей статье о радиаторах из анодированного алюминия здесь.
№ 8 – Влияет ли анодирование на прочность алюминия?
Нет, это не так. Анодирование не повлияет ни положительно, ни отрицательно на прочность алюминиевого изделия. Процесс анодирования затрагивает только очень небольшой слой на поверхности алюминия, на шкале микрометров.
Анодирование не повлияет ни положительно, ни отрицательно на прочность алюминиевого изделия. Процесс анодирования затрагивает только очень небольшой слой на поверхности алюминия, на шкале микрометров.
Поскольку объем алюминиевой детали остается неизменным, изделие сохраняет свойства, полученные в результате формовки и обработки перед анодированием.
№ 9 – Обладает ли анодированный алюминий высокой электропроводностью?
Нет, это не так. Алюминий сам по себе обладает высокой проводимостью; однако оксидный слой имеет физические и химические свойства, напоминающие керамику. Одной из основных характеристик керамики является электрическая изоляция.
Деталь из анодированного алюминия по-прежнему обладает ограниченной электропроводностью при контакте, поскольку оксидный слой очень тонкий, но проводимость значительно ниже по сравнению с необработанным алюминием. Несмотря на то, что существуют обходные пути, вы можете рассмотреть возможность другой обработки ваших алюминиевых изделий, если электропроводность является важным аспектом конструкции изделия.
№ 10 – В чем разница между анодированием типа II и типа III?
Процесс анодирования требует надлежащего выбора многих переменных: типа ванны, температуры, напряжения, силы тока и т. д. В связи с этим необходимы определенные спецификации, чтобы обеспечить постоянное достижение желаемого результата.
Наиболее распространенным способом определения различных типов анодирования является военная спецификация для анодных покрытий для алюминия и алюминиевых сплавов MIL-A-8625. В общих чертах, этот документ разделяет типы анодирования на Тип I, II и III.
Анодирование типа I, самый старый известный метод, выполняется в ванне с хромовой кислотой. Типы II и III производятся в серной кислоте.
Разница между типом II и типом III заключается в толщине образующегося оксидного слоя. Анодирование типа II, применяемое наиболее часто, имеет слой толщиной от 1,8 до 25 микрометров. Анодирование типа III, также известное как твердое анодирование и используемое там, где требуется повышенная износостойкость и коррозионная стойкость, состоит из оксидных слоев толщиной более 25 микрометров.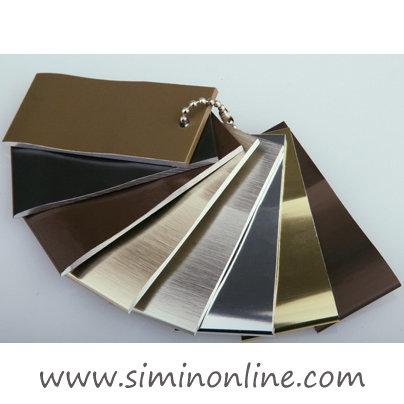
Следует ли анодировать алюминиевые профили?
Выбор того, следует ли анодировать алюминиевые профили, зависит от предполагаемого применения изделий. Как показано в этой статье, у анодирования есть как преимущества, так и недостатки.
Предположим, что вас больше всего беспокоит коррозионная стойкость и очень красивый металлический вид, или вы хотите улучшить коэффициент излучения или адгезию грунтовок или клея. В этом случае анодирование может быть идеальным для отделки экструдированных изделий.
Однако анодирование может быть не лучшим вариантом, если важна электропроводность или если на изделии должны быть выполнены дополнительные процессы формовки. Это может привести к растрескиванию оксидного слоя. Анодирование также немного увеличивает размеры изделия. Поэтому не рекомендуется, если вы работаете с очень жесткими допусками по размеру.
Если вы ищете альтернативу анодированию, вы можете рассмотреть возможность использования порошкового покрытия в качестве способа отделки алюминиевых изделий, придав им яркую окраску. Если матовое покрытие подходит для вашего применения, и вам нужна более длительная долговечность и защита от выцветания под воздействием ультрафиолетового излучения, вы можете подумать о покрытии PVDF ваших алюминиевых изделий.
Если матовое покрытие подходит для вашего применения, и вам нужна более длительная долговечность и защита от выцветания под воздействием ультрафиолетового излучения, вы можете подумать о покрытии PVDF ваших алюминиевых изделий.
Что такое анодирование и как оно работает?
Что такое анодирование? Анодирование является ключом к финишной обработке деталей из алюминия и других металлов. Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Что такое анодирование?
Анодирование является ключевым этапом производства алюминиевые детали с ЧПУ . Электрохимический процесс, включающий покрытие металлической детали оксидным поверхностным слоем, анодирование придает детали дополнительную прочность и более привлекательный внешний вид. В то время как анодирование наиболее распространено с алюминий , другие подложки могут быть анодированы, включая магний и титан.
Анодирование обеспечивает устойчивость детали к коррозии и износу при длительном использовании, а также сохранение внешнего вида при любых условиях. Во многих случаях производители отправляют детали стороннему поставщику услуг, специализирующемуся на анодировании, подобно тому, когда вам нужна термообработка, отпуск или гальваническое покрытие.
Во многих случаях производители отправляют детали стороннему поставщику услуг, специализирующемуся на анодировании, подобно тому, когда вам нужна термообработка, отпуск или гальваническое покрытие.
Наиболее распространенными типами анодирования являются тип I (анодирование хромовой кислотой), тип II (анодирование серной кислотой) и тип III, также известный как твердое покрытие. Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
В этой статье мы объясним, как работает общий процесс анодирования, общие производственные параметры, а также ключевые преимущества и недостатки для нескольких приложений. Если вы готовы запустить свои детали в производство, перейдите сюда, чтобы узнать больше о наших услуги по отделке поверхностей .
Как работает анодирование?
Самый простой способ понять, как работает анодирование, можно узнать из названия. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
После того, как деталь погружена в воду и закреплена на подвеске, чтобы она не двигалась, вы прикладываете отрицательный конец цепи или катод к металлическому электроду в ванне. Когда вы пропускаете напряжение через цепь, отрицательный электрод притягивает положительные ионы (катионы) из детали, а алюминиевая часть притягивает отрицательные ионы O2 (анионы) из раствора.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.
Разобьем процесс на несколько простых шагов:
Превратить деталь в анод с положительным зарядом
Превратите металлические пластины в катод с отрицательным зарядом
Погрузите оба в кислотную ванну
Подать напряжение
Вычесть ионы алюминия из детали, создав поры
Привлечение ионов кислорода к поверхности детали
В результате реакции образуется твердый, устойчивый к коррозии слой оксида алюминия
Как анодировать алюминий?
Вот подробное введение в анодирование и почему это идеальный процесс отделки (и необходимый для изготовленные на заказ алюминиевые детали ). Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Каковы параметры и свойства анодирования?
Вот параметры, которые следует учитывать при анодировании:
При настройке этих параметров свойства материала, измененные анодированием, включают: тем больше времени они проводят в кислом растворе. Анодированные покрытия имеют толщину от 8 до 16 мкм или до 35-50 мкм для твердого покрытия.
Для получения дополнительной информации о выборе правильного процесса анодирования с концентраторами ознакомьтесь с нашим Страница Surface Finish Service или посетите наш Справочный центр .
В чем разница между анодированием и гальванопокрытием?
Если вы знакомы с гальванопокрытием, вы можете заметить, что анодирование во многом похоже. Сравнение двух процессов определенно помогает понять анодирование как уникальный и важный шаг в производстве. ЧПУ алюминиевые детали.
Подобно анодированию, гальваническое покрытие заключается в помещении детали в ванну с электролитом и приложении к ней заряда. Ключевое отличие заключается в том, что при гальванике деталь заряжается отрицательно, становясь катодом, а не анодом.
Анод наносится на кусок нужного гальванического материала, например золота. Как и при анодировании, эта схема позволяет положительно заряженным ионам течь к катоду (детали). Эти ионы покрывают деталь тонким равномерным слоем.
Как происходит анодирование на практике?
Анодирование проводится по тем же общим правилам, что и многие другие процессы отделки. На практике это означает, что вы должны следовать этому процессу:
Подготовка поверхности
Анодировать
Очистите детали
Добавить цвет
Запечатывает поры
Подготовка поверхности
Перед анодированием детали необходимо подготовить ее поверхность механическими и химическими средствами. Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Химикаты, которые вы используете перед анодированием, будут влиять на глянец вашей детали. Травление, например, придаст вашей детали гладкую атласную поверхность. Для глянцевого покрытия вам понадобится яркое погружение или химическая полировка.
Затем промойте деталь деионизированной водой и другими растворителями, чтобы удалить загрязнения, в том числе остатки после механической обработки, такие как масла и охлаждающая жидкость. Поместите промытые детали в химическую ванну с гидроксидом натрия (NaOH) и азотной кислотой (HNO3), чтобы очистить верхний слой металла. Если вы уже обрабатывали деталь механически, этот шаг не всегда необходим.
Вы также можете замаскировать участки детали, чтобы предотвратить образование на них поверхности анодирования.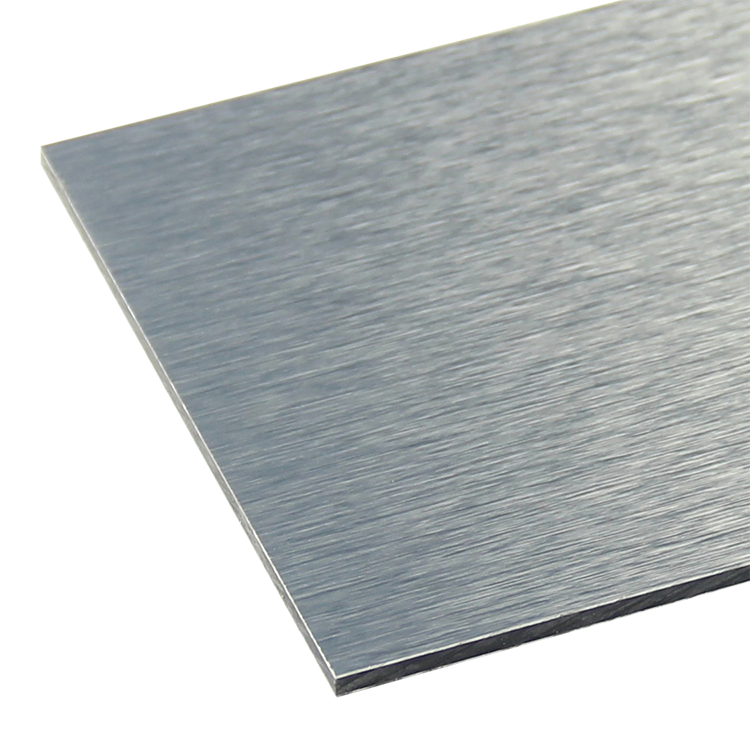
Анодирование
Затем поместите деталь или детали в ванну для анодирования, подключенную к электрической цепи. Параметры могут варьироваться в зависимости от желаемых свойств, описанных выше, включая состав раствора, температуру, плотность тока, напряжение и время.
Очистка деталей
После анодирования необходимо очистить деталь деионизированной водой и растворителями. Не забудьте после этого высушить деталь. Это удалит излишки раствора и подготовит деталь к хроматической отделке.
Добавить цвет
Вы можете контролировать цвет детали во время анодирования. Длины волн видимого спектра света, измеряемые в нанометрах, могут отражать по-разному в зависимости от толщины оксидного покрытия. Различные параметры позволяют получить различные цвета.
Чтобы придать детали бронзовый или черный цвет, погрузите деталь в раствор солей металлов. Они вступают в реакцию с поверхностью, заполняя поры химическим соединением черного или бронзового цвета.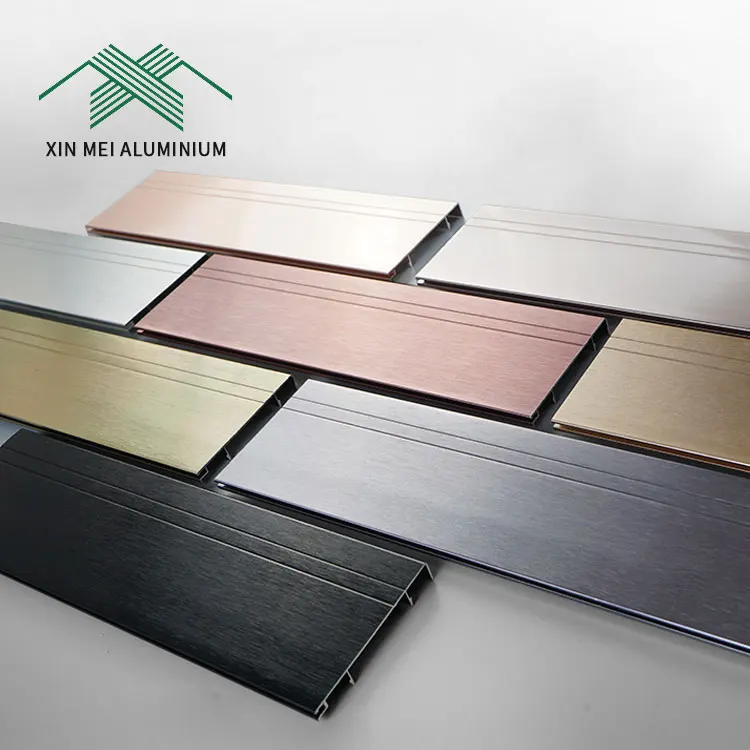 Этот процесс называется электролитическим окрашиванием.
Этот процесс называется электролитическим окрашиванием.
Если вы хотите другой цвет, вы можете использовать окрашивание погружением, которое заполняет поры раствором красителя. Окунув деталь в краситель, поместите ее в нагретую деионизированную воду, чтобы остановить дальнейшие реакции. Окрашивание погружением является наименее долговечным из описанных здесь вариантов окрашивания, поскольку со временем цвет может ухудшиться под воздействием ультрафиолетового излучения.
Заделка пор
После анодирования необходимо запечатать микроскопические поры на поверхности детали, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Без герметизации пор анодированные детали могут казаться липкими на ощупь. Кроме того, открытые поры могут собирать грязь, загрязнения и пятна.
Существует три распространенных процесса герметизации пор:
Горячая ДИ-герметизация:
При использовании этого метода деталь погружается в деионизированную воду, нагретую почти до кипения. Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Этот процесс прост и легко стандартизируется. Однако это требует больших затрат энергии и может вызвать вымывание краски и вымывание цвета на окрашенных деталях.
Среднетемпературная герметизация
Менее энергозатратный, чем горячая герметизация, в этом методе используются растворенные соли металлов, такие как соли никеля, магния или кобальта, которые реагируют с поверхностью и заполняют поры.
Этот метод лучше подходит для окрашенных деталей и уменьшает образование уплотняющей сажи или минеральных отложений на поверхности. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная герметизация или герметизация при комнатной температуре
Химические препараты для холодной герметизации обычно включают составы на основе фторида никеля, предназначенные для взаимодействия с пористым слоем оксида алюминия и осаждения на поверхности в виде герметизирующего слоя фторалюмината.
Этот процесс травит поверхность для лучшей адгезии и производительности. Он также соответствует некоторым военным и автомобильным спецификациям. Однако это может быть медленным, и может потребоваться горячая водяная баня для ускорения отверждения, что затрудняет контроль.
Что дает анодирование и зачем его делать?
Анодирование чрезвычайно выгодно, если вы хотите получить высококачественный и долговечный алюминиевые детали. Поскольку оксидный слой полностью интегрирован с поверхностью материала, со временем он не будет скалываться, отслаиваться или трескаться. Чего нельзя сказать о краске или порошковой окраске. Анодированные покрытия имеют очень долгий срок службы благодаря превосходному сцеплению и адгезии покрытия.
Анодирование также упрочняет поверхность детали до твердости по шкале Роквелла 70C, что гарантирует ее долговечность. Поскольку анодированные детали очень долговечны, их не часто нужно смазывать, кондиционировать или перекрашивать. Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Когда вы используете анодирование для придания деталям определенного цвета, эти красители и красители не ложатся ненадежно на плоскую поверхность. Красители просачиваются в полые поры, образовавшиеся в результате реакции анодирования. Это означает, что деталь не теряет свой цвет при истирании, износе, воздействии УФ-излучения и других источниках повреждений. В зависимости от типа анодирования, которое вы используете, также существует широкий выбор цветовой отделки.
Помимо этих преимуществ, сам процесс экономически эффективен, как и затраты на обслуживание детали в течение ее жизненного цикла. Мало того, анодирование относительно безопасно и производит меньше вредных или экологически вредных побочных продуктов, чем другие процессы отделки.
Что нужно знать перед анодированием деталей?
Несмотря на то, что анодирование является неотъемлемой частью производства высококачественных алюминиевых деталей, необходимо помнить о нескольких вещах, прежде чем приступать к процессу. Конечно, не все материалы можно анодировать. Скорее всего, вы когда-либо будете анодировать только алюминий, хотя титан, цинк, тантал и ниобий также могут нуждаться в быстром раунде анодирования.
Чтобы анодировать деталь, ее необходимо полностью погрузить в раствор. Обычно для этого требуется закрепить деталь на подвесах, а это означает, что ваша деталь будет иметь конструктивные особенности, не вступающие в контакт с анодируемым раствором. В результате деталь никогда не может быть полностью анодирована на 100% ее поверхности.
Еще один фактор, о котором следует помнить, это то, что геометрические размеры и допуски вашей детали могут измениться при анодировании. Анодирование создает слой на детали, поэтому помните об этом, когда вы находитесь в процессе проектирования. Кроме того, анодирование повлияет на шероховатость поверхности вашей детали.
Кроме того, анодирование повлияет на шероховатость поверхности вашей детали.
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенное предложениеЧто такое анодирование алюминия? — Медицинский дизайн и аутсорсинг
[Изображение из Florida Anodize System & Technologies]
Нил Пател, вице-президент, Florida Anodize System & Technologies (FAST)
Анодирование алюминия представляет собой процесс электрохимической пассивации, при котором поверхностный слой алюминиевой подложки превращается в слой оксида алюминия. Хотя на алюминии можно обнаружить естественный оксидный слой, этот слой часто бывает неровным, тонким и обеспечивает плохую защиту. Контролируемое приложение электрического заряда в кислой электролитической ванне приводит к очень регулярному и однородному слою, который имеет повышенную прочность, а также стойкость к износу и коррозии. Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазочные материалы.
Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазочные материалы.
Существует множество процессов и стандартов, применимых к анодированию алюминия, наиболее распространенные из которых берут свое начало в оборонной, аэрокосмической и автомобильной промышленности. В США наиболее часто цитируемой спецификацией анодирования является спецификация Министерства обороны США MIL-A-8625, которая определяет три типа анодирования алюминия: тип I — анодирование хромовой кислотой, тип II — анодирование серной кислотой и тип III — твердое анодирование серной кислотой, с Чаще всего используются тип II и тип III.
Как наносят анодированные покрытия?
Процессы анодирования включают погружение алюминиевого компонента в кислотную электролитическую ванну с последующим пропусканием электрического заряда через среду. Катод расположен снаружи бака, а алюминий служит анодом (отсюда и термин анодирование). Когда ток проходит через ванну, ионы кислорода высвобождаются из кислого электролита и соединяются с алюминиевой подложкой, образуя слой оксида алюминия. Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрируется в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
Когда ток проходит через ванну, ионы кислорода высвобождаются из кислого электролита и соединяются с алюминиевой подложкой, образуя слой оксида алюминия. Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрируется в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
На что обратить внимание при выборе анодированного покрытия?
Люди часто неправильно понимают терминологию анодирования, особенно в отношении фразы «твердое покрытие». Хотя на первый взгляд слово «твердый» может указывать на некоторую форму прочности или износостойкости, в данном случае «твердое покрытие» более точно относится к толщине анодного слоя. В спецификации MIL-A-8625, из которой произошел этот термин, даже не упоминаются какие-либо характеристики твердости для анодов типа II или типа III. На самом деле твердость оксида алюминия обоих типов была бы эквивалентной, хотя разница в толщине твердого покрытия существенно меняет внешний вид поверхности подложки.
Это, в свою очередь, приводит к тому, что анодное покрытие является идеальным для медицинских устройств. Как указывалось ранее, наиболее распространенные спецификации анодирования в США исходят от аэрокосмической и оборонной промышленности. Потребности этих отраслей сильно отличаются от потребностей медицинских и хирургических устройств. Например, механические аспекты аэрокосмической, оборонной и автомобильной промышленности требуют стойкости к истиранию, поэтому было бы уместно анодирование с твердым покрытием. Однако для медицинской и хирургической промышленности стойкость к истиранию не так важна, как химическая устойчивость, которая необходима для систем стерилизации.
Таким образом, в первую очередь необходимо, чтобы медицинское анодированное покрытие было достаточно прочным, чтобы выдерживать не менее 50 циклов (а лучше больше) этиленоксида, перекиси водорода или высокощелочного очистителя. Для этого потребуется, чтобы краситель не выщелачивался, не выцветал, не шелушился и не образовывал пузырей после повторной стерилизации.
Кроме того, помимо соображений толщины или химической стойкости, хорошее медицинское анодирование также должно иметь гладкую и ровную поверхность без локального изменения цвета, а цвета не должны казаться тусклыми или нечеткими (если только это не является желаемым). Скорее, для легкой идентификации и с учетом человеческого фактора в медицинских условиях анодные покрытия должны иметь яркое, легко идентифицируемое и блестящее покрытие.
Наконец, поскольку оценка человеческого фактора при проектировании медицинских устройств становится все более строгой, медицинское анодирование должно быть доступно во множестве цветов, чтобы помочь операторам легко различать типы устройств или поверхности управления. Несмотря на то, что доступна черная или прозрачная отделка, палитра невымываемых, устойчивых к стерилизации цветов позволяет производителям медицинского оборудования эффективно использовать цвет в качестве модальности человеческого фактора.
Таким образом, анодирование медицинского назначения должно быть:
- ровная и однородная отделка,
- доступен во множестве невымываемых цветов,
- быть эстетичным,
- устойчив к агрессивным химическим средам стерилизационных систем
На что обратить внимание поставщику услуг по анодированию
Поставщики услуг по анодированию находятся почти в каждом уголке Соединенных Штатов. Тем не менее, в отрасли медицинского оборудования стоимость некачественной продукции исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика услуг по анодированию.
Тем не менее, в отрасли медицинского оборудования стоимость некачественной продукции исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика услуг по анодированию.
При выборе поставщика следует учитывать несколько важных моментов:
- Опыт работы в медицинской отрасли — большая часть анодирования выполняется для аэрокосмической и оборонной промышленности, поэтому выбор компании, занимающейся анодированием, не только с опытом, но и со специализацией в области медицинских устройств, может радикально изменить ситуацию. повлиять на конечное качество анодного покрытия. Приемлемые масла для обработки, производственные стандарты и т. д. зависят от отрасли, поэтому обработка медицинского оборудования в химических ваннах, используемых в других отраслях, может привести к загрязнению ванны и получению несоответствующего материала.
- Соответствие требованиям медицинской промышленности — когда качество всех компонентов имеет решающее значение, важно, чтобы поставщик понимал нормативные требования сектора медицинского оборудования и имел проверенную отраслевую систему управления качеством, такую как ISO 13485.
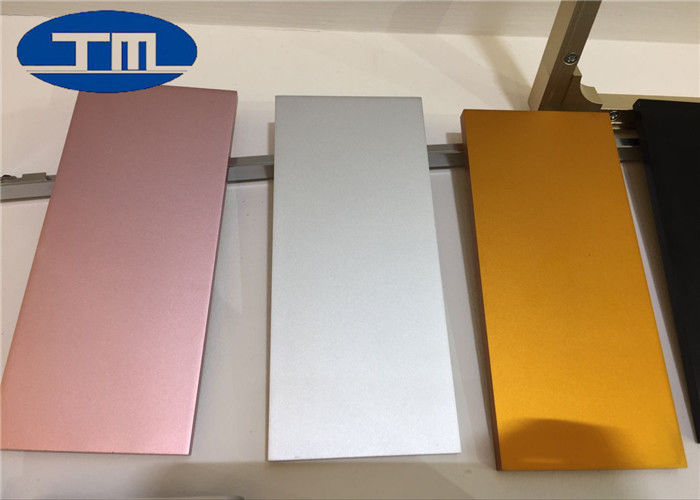
- Утвержденное и масштабируемое производство. Консистенция и качество готового анодного покрытия должны быть измерены и подтверждены на уровне, приемлемом для масштабируемого производства. При выборе поставщика уместно спросить о проценте прохождения QC компанией, особенно в связи с тем, что в отрасли медицинского оборудования затраты, связанные с возвратом несоответствующих / несоответствующих материалов, могут быть как значительными с финансовой точки зрения, так и нормативными осложнениями. Проходной балл QC 98% и более обычно являются признаком высококачественного анодного процесса медицинского уровня.
Нил Пател (Neel Patel) — вице-президент компании Florida Anodize System & Technologies (FAST) в Сэнфорде, штат Флорида. Для получения дополнительной информации посетите сайт anodizefast.com или напишите по адресу электронной почты [email protected].
Мнения, выраженные в этом сообщении в блоге, принадлежат только авторам и не обязательно отражают точку зрения компании Medical Design and Outsourcing или ее сотрудников.
Основное руководство по анодированию алюминиевых деталей
В производстве продукции одним из наиболее важных процессов, идеально подходящих для долговечности и эстетики продукта, является процесс анодирования. Этот процесс идеально подходит для нескольких материалов, однако наиболее важным и широко используемым является алюминий. Как новичок в механообработке, вы можете быть не знакомы с анодированием, не говоря уже о том, как анодировать алюминий.
Поэтому в этом руководстве мы расскажем вам все, что вам нужно знать об анодировании алюминия. Это будет в форме рассмотрения того, что, как анодировать алюминий и причин для анодирования алюминия.
Что такое анодированный алюминий ?Анодирование является распространенным методом отделки, используемым для некоторых материалов из цветных металлов. К ним относятся алюминий, титан и магний.
Включает электрохимический процесс, который превращает внешнюю поверхность металлических деталей в прочный и устойчивый к коррозии и царапинам слой.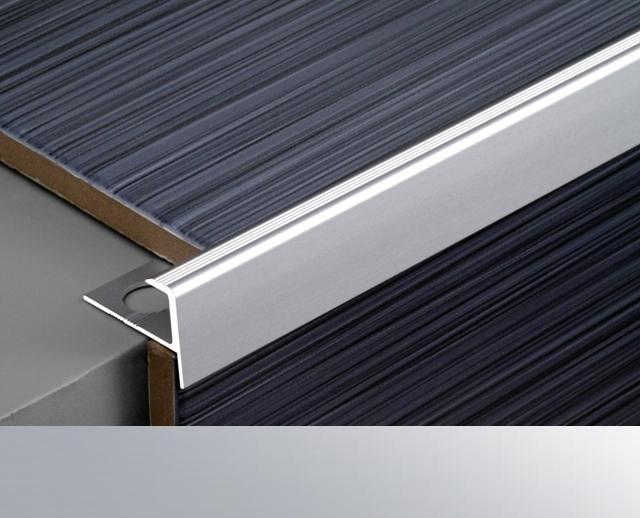 Процесс также очень декоративный. При нанесении он предлагает блестящую отделку, которая бывает разных цветов.
Процесс также очень декоративный. При нанесении он предлагает блестящую отделку, которая бывает разных цветов.
Прежде чем узнать, как анодировать алюминий, необходимо сначала узнать, как работает анодирование. Почти любая алюминиевая деталь может быть анодирована. Независимо от того, обработано ли оно на станке с ЧПУ или изготовлено из листового металла. Процесс, который может показаться сложным из-за протекающих различных электрохимических реакций, довольно прост и рентабелен. Поэтому анодирование является популярным выбором во многих отраслях промышленности.
Шаги анодирования Aluninum Повторное анодирование может показаться сложным, однако эти шаги просты. Ниже приведены общие этапы процесса анодирования.
Ниже приведены общие этапы процесса анодирования.
- Этап 1 : Во-первых, перед анодированием производится очистка алюминиевой детали. Это важно для удаления примесей, которые могут мешать процессу.
- Этап 2 : Затем происходит помещение материала в ванну с раствором электролита и подача постоянного электрического тока. Это создает положительный электрический заряд в алюминии и отрицательный заряд в пластинах электролита раствора. В результате электрохимической реакции на поверхности алюминиевого компонента образуются поры, которые позволяют алюминиевой подложке связываться с отрицательно заряженным кислородом 9.0019 2 ионов в растворе для создания оксида алюминия. Этот шаг отвечает на вопрос «что значит анодированный».
Следовательно, это приводит к созданию барьерного слоя анодного оксида на поверхности детали. Этот барьерный слой более устойчив и долговечен, чем нижележащий алюминий.
Материалы для процесса анодирования По своему принципу анодирование доступно только для проводящих материалов, таких как металлы. Однако это не означает, что алюминий — единственный вариант. На самом деле, анодированные металлы также включают магний и титан.
Однако это не означает, что алюминий — единственный вариант. На самом деле, анодированные металлы также включают магний и титан.
Другие вопросы, связанные с доступными материалами для процесса анодирования, включают возможность анодирования стали или нержавеющей стали. Однако это невозможно. Причина связана с образованием оксида железа (ржавчины) на стали. Образующийся оксид железа (ржавчина) не образует на стали плотного, прочного, устойчивого к коррозии покрытия. Следовательно, он не может быть выгодно анодирован.
Различные типы анодирования Алюминий ПроцессЧтобы знать, как анодировать алюминий, необходимо знать типы алюминия, используемые в процессе анодирования. Существует три широко используемых типа процесса анодирования, и каждый тип процесса приводит к разному набору функциональных и эстетических свойств.
Тип I – анодирование хромовой кислотой В процессе анодирования типа I используется хромовая кислота для создания тонкого покрытия на поверхности металлических деталей (до 0,0001 дюйма).
Несмотря на то, что тип I является самым тонким анодированным покрытием, он по-прежнему обеспечивает детали с повышенной коррозионной стойкостью. Однако это также приводит к наименьшему поглощению цвета при окрашивании.
Тип II – анодирование серной кислотойВ процессе анодирования типа II вместо хромовой кислоты используется серная кислота. Это приводит к несколько более толстому поверхностному слою на алюминиевой детали.
Тип II Анодирование серной кислотой имеет толщину от 0,0002 до 0,001 дюйма и лучше подходит для окрашивания деталей.
Тип III – Анодирование с твердым покрытиемЭто часто называют «жестким анодированием», при котором также используется метод серной кислоты. Однако это приводит к более толстому (> 0,001 дюйма) анодированному слою по сравнению с типом II.
Анодированные детали с твердым покрытием обладают наилучшей стойкостью к истиранию и потенциалу окрашивания. Однако он может быть не идеальным для деталей с чрезвычайно жесткими допусками.
Принимая во внимание различные области применения алюминиевых деталей, выбор типа процесса анодирования является весьма важным шагом. Вот несколько типов о том, как быстро сравнить типы и использовать их для справки.
- Тип I использует хромовую кислоту для создания тонкого покрытия на поверхности металлических деталей. Он идеален там, где требуется коррозионная стойкость, например, при изготовлении деталей самолетов.
- При анодировании типа II используется серная кислота для создания более толстого поверхностного слоя на алюминиевой детали. Его применяют для отделки товаров народного потребления, компонентов самолетов, архитектурных деталей и кухонной утвари.
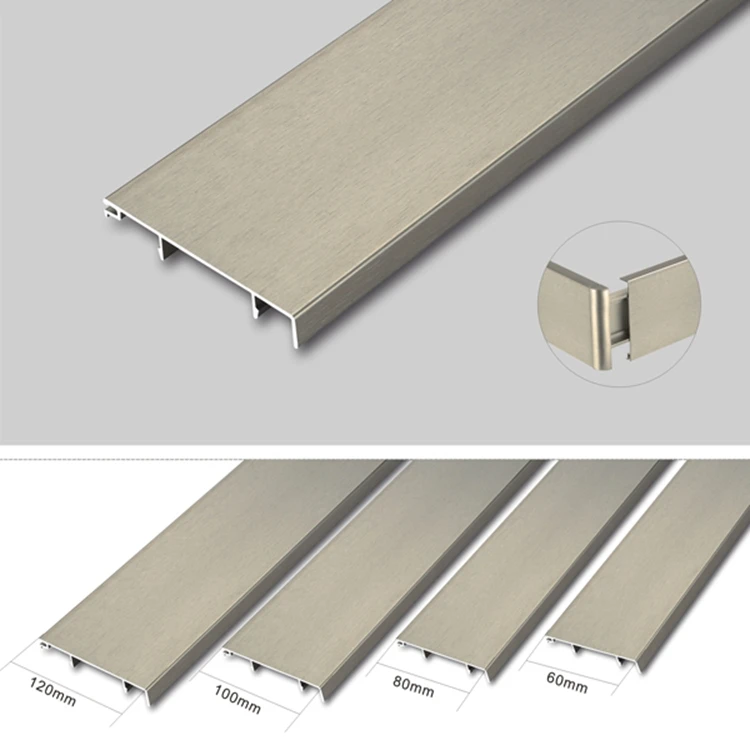
- Тип III аналогичен типу II, но имеет более толстый коррозионностойкий слой. Это делает его подходящим для деталей, которые должны выдерживать экстремальные температуры и химическое воздействие. Например, военные используют его для производства прочных металлических деталей.
Неудивительно, если вы не можете решить, какой тип анодирования больше подходит для вашего проекта. Именно здесь мы в RapidDirect можем помочь, поскольку мы можем легко устранить такие проблемы, предоставив профессиональные предложения, основанные на вашем проекте. Вы можете загрузить свои файлы дизайна и связаться с нами.
Какие варианты цвета для анодированного алюминия? Еще один момент, на который следует обратить внимание при анодировании алюминия, — это доступные варианты цвета. Это связано с тем, что одним из наиболее значительных преимуществ анодирования являются различные доступные варианты цветов. Стандартные цвета анодирования алюминия включают прозрачный, бронзовый, шампань и черный. В RapidDirect у вас есть доступ к картам цветов с номерами Pantone, из которых вы можете выбрать нужный цвет.
В RapidDirect у вас есть доступ к картам цветов с номерами Pantone, из которых вы можете выбрать нужный цвет.
Алюминий является широко используемым материалом благодаря своим полезным свойствам. Хотя он не ржавеет, он все же подвержен другим условиям. Например, он может изнашиваться из-за воздействия кислорода. Здесь мы рассмотрим преимущества использования процесса анодирования алюминиевых деталей.
·
Улучшение свойств материалаВо-первых, процесс чистовой обработки значительно улучшает свойства материала на поверхности детали. Это включает в себя повышение устойчивости к коррозии, царапинам и атмосферным воздействиям. Кроме того, поскольку процесс является электрохимическим, барьерный слой, созданный с помощью анодирования, становится частью компонента. Это означает, что он не может отслаиваться или скалываться, как лакокрасочное покрытие.
·
Улучшенные изоляционные свойства Кроме того, внешний анодированный слой детали обладает изоляционными свойствами. Это означает, что детали могут иметь более низкую электропроводность, чем раньше.
Это означает, что детали могут иметь более низкую электропроводность, чем раньше.
·
Улучшенный эффект поверхностиЕще одна причина, по которой многие покупатели предпочитают анодировать свои алюминиевые изделия, – эстетика. Анодирование также может применяться для окраски металлических деталей, а выбор цветов практически бесконечен. Это включает в себя прозрачный анодированный алюминий, черный анодированный алюминий, синий, золотой, серый, красный и т. д.
Советы дизайнерам по анодированию алюминияНаучиться анодировать алюминиевые детали может быть несложно. Однако некоторые советы помогут упростить процесс, особенно если вы новичок. Ниже приведены несколько важных советов, которые вы можете использовать в процессе.
·
Обратите внимание на допуски Если вы хотите применить процесс анодирования к алюминиевому компоненту, имейте в виду, что этот процесс увеличивает толщину детали. Это связано с тем, что это может (хотя и незначительно) повлиять на допуски деталей.
Это связано с тем, что это может (хотя и незначительно) повлиять на допуски деталей.
Если жесткие допуски имеют решающее значение, рассмотрите возможность анодирования типа I или типа II. Вы также можете учесть дополнительный слой на этапе проектирования.
·
Края и углыВ процессе анодирования важным советом при проектировании является обеспечение того, чтобы все края и углы заготовки имели радиус не менее 0,5 мм. В конструкциях деталей также не должно быть заусенцев.
Причина таких конструктивных соображений заключается в том, что они помогают предотвратить перегрев (и даже возгорание) заготовки из-за высокой концентрации электрического тока.
·
Рассмотрите возможность использования других этапов окончательной обработки Анодирование — это электрохимический процесс. Следовательно, он не имеет такого же эффекта, как дробеструйная обработка или полировка. Если обработанная алюминиевая деталь идет сразу на анодирование, вполне вероятно, что на поверхности готовой детали останутся следы машинной обработки или царапины.
По этой причине, если вам требуется абсолютно однородная отделка поверхности, может быть полезно предварительно использовать полировку, дробеструйную очистку или другой процесс механической обработки. Анодирование сделает поверхность детали более гладкой, чем раньше.
·
Работа с партиямиЕсли вы окрашиваете алюминиевые детали или изделия, рекомендуется анодировать их небольшими партиями. Это обеспечивает более высокую степень однородности цвета, поскольку может быть сложно точно подобрать цвет от одной партии к другой. Идеальным сценарием постоянства цвета является анодирование небольшой партии мелких деталей за один раз.
Если вас интересует стоимость анодирования алюминия, вы можете многое узнать из этой статьи.
Области применения для анодирования алюминия Анодирование — это высококачественный и доступный процесс отделки. Поэтому он популярен и используется для нескольких приложений в самых разных отраслях. Его использование настолько широко, что, вероятно, вы столкнетесь с анодированной металлической деталью в свое время.
Его использование настолько широко, что, вероятно, вы столкнетесь с анодированной металлической деталью в свое время.
Некоторые из отраслей, в которых регулярно используется анодирование:
- Аэрокосмическая промышленность.
- Автомобильная промышленность.
- Архитектура.
- Товары народного потребления.
- сектора товаров для дома.
Хотя невозможно перечислить все конкретные области применения, в которых используется анодированный алюминий, вот некоторые из них, которые будут интересны многим:
- Кухонное оборудование.
- Крышки воздуховодов.
- Светильники.
- Продукты для приготовления пищи.
- Фотооборудование.
- Радиооборудование.
- Электронные корпуса.
Если вам нужны детали из анодированного алюминия, вы можете связаться с RapidDirect и загрузить свои файлы, чтобы получить предложение.
Как определить, прошел ли процесс анодирования успешно? Есть много способов узнать, подвергалась ли деталь анодированию. Ниже приведены некоторые полезные способы, которые вы можете использовать.
Ниже приведены некоторые полезные способы, которые вы можете использовать.
- Проверить наличие матовой поверхности
Обычно по матовой поверхности, которую создает анодирование, можно определить.
- Используйте простой тест на царапанье
Соскребите монету с поверхности алюминиевой детали. Если царапина видна, деталь, вероятно, только что была отполирована, а не анодирована. Анодированная деталь будет полностью устойчива к царапинам.
- Рассеивание цвета
Качественный процесс анодирования позволяет получить однородную поверхность с равномерным рассеиванием цвета. Дефекты анодирования, на которые следует обратить внимание в готовом изделии, включают ожоги при анодировании, вызванные высокой плотностью тока и недостаточным перемешиванием в процессе анодирования.
Заключение Процесс анодирования является важным процессом в производстве продукции, и чтобы ответить на этот вопрос, в этой статье обсуждалось, что такое анодированный алюминий, как анодировать алюминий и другие необходимые советы.
В RapidDirect анодирование является одним из наших неотъемлемых решений для отделки металлических деталей, наряду с дробеструйной очисткой, чисткой щеткой, полировкой, гальванопокрытием, порошковым покрытием и покраской. Наша команда экспертов хорошо разбирается в процессе анодирования и гарантирует нашим клиентам высококачественные алюминиевые детали. Чтобы узнать, является ли анодирование лучшим решением для отделки вашей детали или продукта, или узнать цену, просто свяжитесь с членом команды RapidDirect. Мы к вашим услугам!
Получить консультацию по анодированию
Часто задаваемые вопросыСколько стоит анодирование?
Одна из причин, по которой анодирование является популярным процессом отделки, заключается в его высокой рентабельности. Однако стоимость процедуры зависит от нескольких факторов. Это включает количество деталей, размеры и форму деталей, тип анодирования (т. е. толщину покрытия) и цвет.
толщину покрытия) и цвет.
Короче говоря, окраска сложной детали будет стоить дороже, чем анодирование простой детали без окраски. Пожалуйста, свяжитесь с нами через RapidDirect, чтобы получить индивидуальное предложение по анодированию.
Стирается ли анодирование? Как долго он может храниться?
Процесс анодирования создает барьерный слой на поверхности алюминиевых деталей, связанных на молекулярном уровне. Это означает, что он не может отслоиться или отколоться, в отличие от лакокрасочных покрытий. Правильно анодированная деталь не должна изнашиваться в течение многих десятилетий.
Точно так же окрашенные анодированные детали, которые должным образом загерметизированы, не должны выцветать в течение как минимум пяти лет, а часто и дольше. Вы также должны отметить, что чем толще анодированный слой (тип III является самым толстым), тем меньше износ будет у детали.
Что такое анодирование? — Стратегии дизайна
Админ
Коммерческое строительство, Экстерьер, Металл
Администратор
Коммерческое строительство, Фасад, Металл
Что такое анодирование?Анодирование — это электрохимический процесс, при котором металлическая поверхность превращается в декоративное, прочное, коррозионно-стойкое покрытие из анодированного оксида. Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также могут быть анодированы.
Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия. Этот оксид алюминия не наносится на поверхность, как краска или гальваническое покрытие, а полностью интегрируется с основной алюминиевой подложкой, поэтому он не может отколоться или отслаиваться. Он имеет высокоупорядоченную пористую структуру, которая допускает вторичные процессы, такие как окрашивание и запечатывание.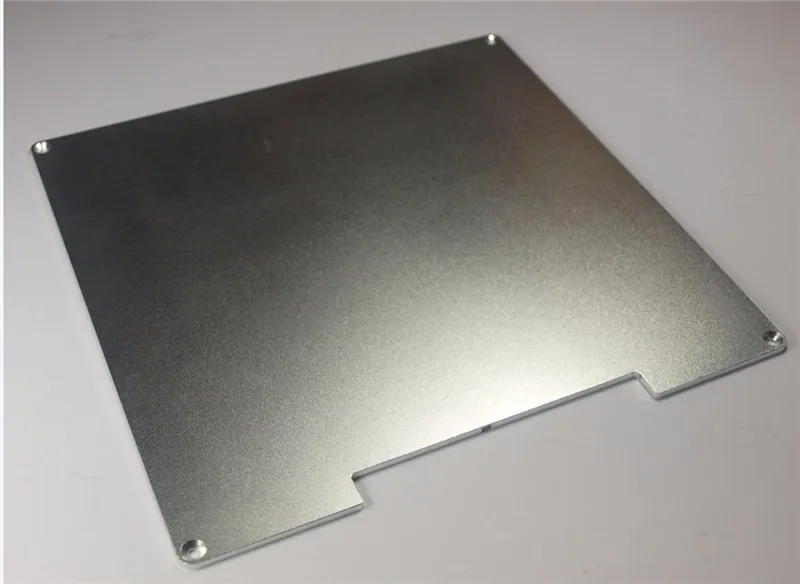
Анодирование осуществляется путем погружения алюминия в ванну с кислым электролитом и пропускания электрического тока через среду. Катод крепится к внутренней части ванны для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются из электролита, чтобы соединиться с атомами алюминия на поверхности анодируемой детали. Таким образом, анодирование — это вопрос строго контролируемого окисления — усиления естественного явления.
Анодированная отделка сделала алюминий одним из наиболее уважаемых и широко используемых материалов сегодня в производстве тысяч потребительских, коммерческих и промышленных товаров.
Преимущества анодированияУникальное анодированное покрытие – единственное в металлургической промышленности, которое удовлетворяет каждому из факторов, которые необходимо учитывать при выборе высококачественного алюминиевого покрытия:
Долговечность. Большинство анодированных продуктов имеют чрезвычайно долгий срок службы и предлагают значительные экономические преимущества за счет экономии на техническом обслуживании и эксплуатации. Анодирование представляет собой прореагировавшее покрытие, которое интегрируется с алюминием для полного склеивания и непревзойденной адгезии.
Анодирование представляет собой прореагировавшее покрытие, которое интегрируется с алюминием для полного склеивания и непревзойденной адгезии.
Стабильность цвета. Внешние анодированные покрытия обеспечивают хорошую устойчивость к ультрафиолетовым лучам, не скалываются и не отслаиваются, легко повторяются.
Простота обслуживания. Шрамы и износ от изготовления, обработки, установки, частой очистки поверхности от грязи и использования практически отсутствуют. Ополаскивание или очистка мягким мылом и водой обычно восстанавливают анодированную поверхность до ее первоначального вида. Для более сложных отложений можно использовать мягкие абразивные очистители.
Эстетика. Анодирование предлагает большое количество вариантов блеска и цвета, а также сводит к минимуму или устраняет цветовые вариации. В отличие от других видов отделки, анодирование позволяет алюминию сохранять свой металлический вид.
Стоимость. Более низкие первоначальные затраты на отделку в сочетании с более низкими затратами на техническое обслуживание обеспечивают большую долгосрочную ценность.
Более низкие первоначальные затраты на отделку в сочетании с более низкими затратами на техническое обслуживание обеспечивают большую долгосрочную ценность.
Здоровье и безопасность. Анодирование – безопасный процесс, не наносящий вреда здоровью человека. Анодированное покрытие химически стабильно, не разлагается; нетоксичен; и термостойкий до точки плавления алюминия (1221 градус по Фаренгейту)
Поскольку процесс анодирования является усилением природного оксидного процесса, он не является опасным и не производит вредных или опасных побочных продуктов.
Увеличение срока службы алюминия с помощью анодирования
Экологические преимущества алюминия широко признаны. Алюминий — один из самых прочных и универсальных металлов, обеспечивающий увеличение пробега в автомобилях благодаря своему легкому весу и потрясающей способности к вторичной переработке.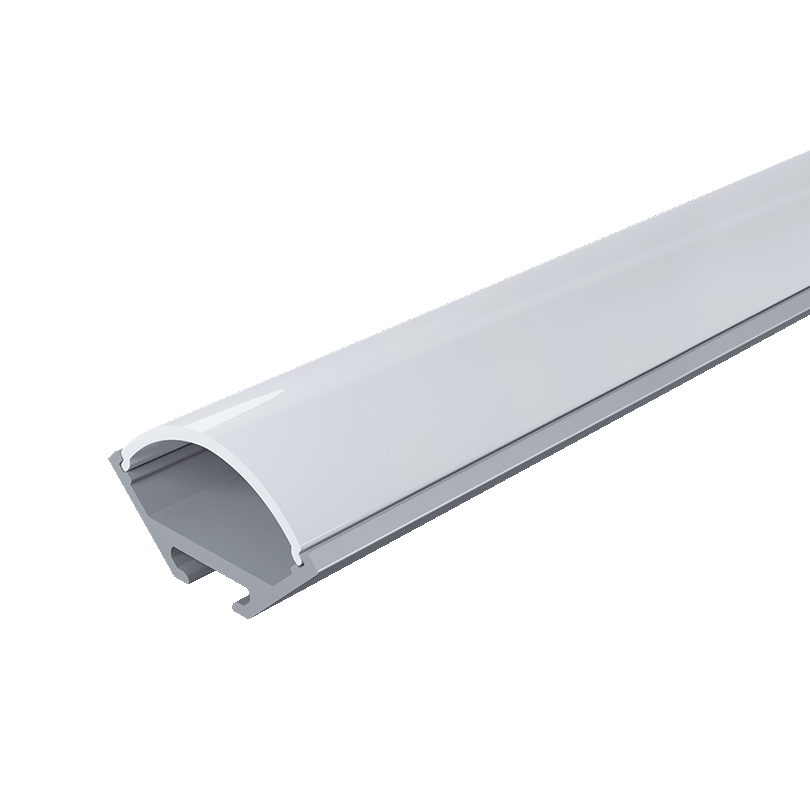 По данным Алюминиевой ассоциации, около трети всего алюминия, производимого сегодня в США, производится из переработанных источников, что позволяет сэкономить около 95 процентов энергии, необходимой для производства алюминия из сырья.
По данным Алюминиевой ассоциации, около трети всего алюминия, производимого сегодня в США, производится из переработанных источников, что позволяет сэкономить около 95 процентов энергии, необходимой для производства алюминия из сырья.
В свете воздействия на окружающую среду анодированный алюминий является «естественно зеленым» материалом. Анодирование подчеркивает экологические преимущества алюминия без ущерба для них, и этот процесс является относительно безопасным по сравнению с другими материалами и процессами
Анодирование улучшает алюминий и его экологические достоинства. При анодировании используется основной металл — алюминиевый сплав — для создания тонкого, чрезвычайно прочного и устойчивого к коррозии покрытия. Анодированная поверхность очень твердая и, таким образом, сохраняет и продлевает срок службы алюминиевого изделия.
В отличие от анодирования, покрытия – например, краска – могут значительно снизить возможность переработки алюминия и увеличить затраты. При производстве красок, пластмасс и гальванических покрытий используются проблемные материалы, которые могут поставить под угрозу экологические цели. Анодирование, с другой стороны, «нейтрально к переработке» с минимальным использованием таких материалов, как летучие органические соединения (ЛОС) и тяжелые металлы.
При производстве красок, пластмасс и гальванических покрытий используются проблемные материалы, которые могут поставить под угрозу экологические цели. Анодирование, с другой стороны, «нейтрально к переработке» с минимальным использованием таких материалов, как летучие органические соединения (ЛОС) и тяжелые металлы.
Коррозионная стойкость анодированного алюминия хорошо зарекомендовала себя в промышленности. В транспортных компонентах, строительных элементах, контейнерах для хранения и технологическом оборудовании используется анодирование для продления срока службы и расширения полезности алюминиевых конструкций. Анодированный алюминий безопасен для посуды и обеспечивает прочные рабочие поверхности для приложений, требующих превосходной стойкости к истиранию.
Анодирование также снижает трение и увеличивает смазывающую способность, что является преимуществом для подогнанных компонентов и движущихся частей. Повышенная износостойкость означает более длительный срок службы. Твердое анодирование дополнительно повышает износостойкость и общую стойкость покрытия к физическим нагрузкам.
Твердое анодирование дополнительно повышает износостойкость и общую стойкость покрытия к физическим нагрузкам.
Алюминий экономит энергию и материалы
Металлический алюминий является хорошим проводником электричества; анодное покрытие является изолятором. Комбинации двух свойств
могут быть включены в системы, которые экономят энергию и материалы. Металл может выполнять как конструкционные, так и проводящие функции, а анодное покрытие изолирует цепь и сохраняет структуру. Это упрощает физическое проектирование электрических цепей и экономит место и проводку.
Все вышеупомянутые свойства анодирования вносят существенный вклад в жизненный цикл продукта и снижают потребление энергии.
Экологические аспекты процесса анодирования
Анодирование – это процесс на водной основе, в котором не используются летучие органические соединения. Здесь нет ни растворителей-носителей, ни смол-носителей, а любая пигментация, используемая при анодировании, создается очень небольшим количеством металлов или красителей, надежно закрепленных на твердой поверхности. При анодировании не используются галогенированные углеводороды или аналогичные токсичные органические вещества.
При анодировании не используются галогенированные углеводороды или аналогичные токсичные органические вещества.
Аналогичная нейтрализация превращает большинство химикатов для анодирования в обычные растворенные минералы. Большая часть анодирования выполняется без образования опасных отходов, и во многих случаях отходы анодирования, богатые алюминием, являются экологически ценными для удаления загрязняющих веществ и осаждения твердых частиц в процессах очистки бытовых сточных вод.
Анодирование не является металлическим покрытием. Иногда их путают, но на самом деле это совершенно разные процессы. Анодное покрытие образуется из основного металла и, таким образом, состоит из тех же компонентов, что и алюминий. Поверхность строит
из металлов в виде ультратонкого нетоксичного оксида алюминия. Добавленные материалы составляют незначительное количество массы продукта; Паспорта безопасности материала для анодированного алюминия идентичны паспортам для металла.
Согласно правилам Агентства по охране окружающей среды при обычном анодировании не образуются опасные отходы; в нем не используются летучие органические соединения или токсичные органические вещества, внесенные в список EPA. Участие тяжелых металлов значительно ниже, чем в красках для наружного применения или в покрытиях.
Пригодность к переработке не изменяется при анодировании и промежуточной обработке
, необходимый для повторного поступления анодированного металла в цепочку переработки, в отличие от более толстых органических или металлических покрытий с гальваническим покрытием.
Анодированный алюминий является экологически безопасным выбором для различных применений.
Анодирование, определения и методАнодирование успешно сочетает науку с природой для создания одного из лучших в мире покрытий для металлов.
Это электрохимический процесс, который сгущает и делает более жестким естественный защитный оксид. Полученная отделка, в зависимости от процесса, является вторым самым твердым веществом, известным человеку, уступающим только алмазу. Анодное покрытие является частью металла, но имеет пористую структуру, допускающую вторичные воздействия (т. е. органические и неорганические красители, смазывающие вещества и т. д.)
Анодное покрытие является частью металла, но имеет пористую структуру, допускающую вторичные воздействия (т. е. органические и неорганические красители, смазывающие вещества и т. д.)
Определения и методы анодирования
Хотя процесс химического анодирования остается одинаковым для всех применений, механические методы различаются в зависимости от двух физических типов и форм используемых металлов:
Пакетное анодирование и погружая их в ряд емкостей для обработки. Профили, листы или гнутые металлические детали, отливки, посуда, косметички, корпуса фонарей и обработанные алюминиевые детали — это лишь некоторые из элементов, которые подвергаются серийному анодированию.
Непрерывное анодирование рулонов — Включает непрерывную размотку предварительно прокатанных рулонов через серию ванн для анодирования, травления и очистки, а затем перемотку для отправки и изготовления.
 Этот метод используется для больших объемов листов, фольги и изделий менее жесткой формы, таких как осветительные приборы, отражатели, жалюзи, дистанционные стержни для стеклопакетов и сплошные кровельные системы.
Этот метод используется для больших объемов листов, фольги и изделий менее жесткой формы, таких как осветительные приборы, отражатели, жалюзи, дистанционные стержни для стеклопакетов и сплошные кровельные системы.
Внешний вид и качество улучшаются за счет использования красителей и специальных процедур предварительной обработки. Это делает алюминий похожим на олово, нержавеющую сталь, медь, матовую бронзу или полированную латунь, а также может быть окрашен в ярко-синий, зеленый, красный и многие разновидности металлического золота и серебра.
Уникальные диэлектрические свойства анодированного покрытия открывают множество возможностей для применения в электротехнике.
Поверхность самого алюминия закалена и закалена до степени, не имеющей себе равных ни в каком другом процессе или материале. Покрытие на 30 процентов толще заменяемого металла, поскольку объем образующегося оксида больше, чем объем заменяемого металла.
Полученное анодное покрытие является пористым, что позволяет относительно легко окрашивать и герметизировать.
Твердое анодирование — это термин, используемый для описания производства анодных покрытий, основной характеристикой которых является твердость пленки или истираемость. Обычно они имеют толщину по обычным стандартам анодирования (более 25 микрон) и производятся с использованием особых условий анодирования (очень низкая температура, высокая плотность тока, специальные электролиты). Они находят применение в машиностроении для компонентов, требующих очень износостойкой поверхности, таких как поршень, цилиндры и гидравлический редуктор. Их часто оставляют незапечатанными, но они могут быть пропитаны такими материалами, как воск или силиконовые жидкости, для придания поверхности определенных свойств.
Серийное и рулонное анодирование
Серийное и рулонное анодирование выполняется в пять тщательно контролируемых, калиброванных и проверенных на качество этапов:
Очистка. Щелочные и/или кислотные очистители удаляют жир и грязь с поверхности.

Предварительная обработка
◦ Травление. Привлекательная матовая поверхность создается с помощью горячих растворов гидроксида натрия для устранения незначительных дефектов поверхности. Тонкий слой алюминия удаляется для создания матового или матового покрытия.◦ Осветление. Близкий к зеркальному блеск создается с помощью концентрированной смеси фосфорной и азотной кислот, которые химически сглаживают поверхность алюминия.
Анодирование. Анодная пленка создается и соединяется с металлом путем пропускания электрического тока через ванну с кислым электролитом, в которую погружен алюминий. Толщина покрытия и характеристики поверхности строго контролируются, чтобы соответствовать спецификациям конечного продукта.
Окраска. Окрашивание осуществляется одним из четырех способов:
Электролитическое окрашивание (двухэтапный метод) — после анодирования металл погружается в ванну
Линия анодирования, содержащая неорганическую соль металла. Применяется ток, который откладывает соль металла в основании пор. Полученный цвет зависит от используемого металла и условий обработки (палитра цветов может быть расширена за счет перекрашивания органических красителей). Электролитические цвета можно указать у любого члена AAC. Обычно используемые металлы включают олово, кобальт, никель и медь. Этот процесс обеспечивает универсальность цвета и наиболее технически совершенное качество окраски.
Применяется ток, который откладывает соль металла в основании пор. Полученный цвет зависит от используемого металла и условий обработки (палитра цветов может быть расширена за счет перекрашивания органических красителей). Электролитические цвета можно указать у любого члена AAC. Обычно используемые металлы включают олово, кобальт, никель и медь. Этот процесс обеспечивает универсальность цвета и наиболее технически совершенное качество окраски.Интегральное окрашивание. Этот так называемый одноэтапный процесс сочетает в себе анодирование и окрашивание для одновременного формирования и окрашивания стенки оксидной ячейки в бронзовый и черный оттенки, при этом она более устойчива к истиранию, чем обычное анодирование. Это самый дорогой процесс, так как он требует значительно больше электроэнергии.
Органическое окрашивание. В процессе органического окрашивания можно получить широкий спектр цветов. Эти красители обеспечивают яркие цвета с интенсивностью, с которой не может сравниться ни одна другая система окраски на рынке.
 Они также могут обеспечить отличную атмосферостойкость и светостойкость. Многие конструкции, построенные с использованием этой отделки, прослужили более 20 лет. Цветовой диапазон может быть расширен путем перекрашивания электролитических красок органическими красителями для получения более широкого спектра цветов и оттенков. Этот метод относительно недорог и требует наименьшего начального капитала по сравнению с любым другим процессом окраски.
Они также могут обеспечить отличную атмосферостойкость и светостойкость. Многие конструкции, построенные с использованием этой отделки, прослужили более 20 лет. Цветовой диапазон может быть расширен путем перекрашивания электролитических красок органическими красителями для получения более широкого спектра цветов и оттенков. Этот метод относительно недорог и требует наименьшего начального капитала по сравнению с любым другим процессом окраски.Окрашивание с интерференцией. Недавно введенная в производство дополнительная процедура окрашивания включает модификацию пористой структуры в серной кислоте. Расширение пор происходит у основания поры. Отложение металла в этом месте дает светостойкие цвета от синего, зеленого и желтого до красного. Цвета вызваны эффектами оптической интерференции, а не рассеянием света, как в основном процессе электролитического окрашивания. Дальнейшее развитие даст большее разнообразие цветов.
Пломбирование .
 Этот процесс закрывает поры в анодной пленке, делая поверхность устойчивой к окрашиванию, истиранию, растрескиванию и ухудшению цвета.
Этот процесс закрывает поры в анодной пленке, делая поверхность устойчивой к окрашиванию, истиранию, растрескиванию и ухудшению цвета.Контроль качества. На протяжении всего процесса анодирования члены AAC контролируют процесс и качество продукта. Применение электрической мощности и цвета предварительно запрограммировано и проверено на всех партиях и катушках.
Этот контроль качества обеспечивает единообразие спецификаций конечного продукта по толщине пленки, плотности, стойкости к истиранию, коррозионной стойкости, однородности цвета, стойкости к выцветанию, отражательной способности, четкости изображения, изоляционным свойствам, адгезии и герметизации.
Во многих случаях члены AAC используют методы статистического контроля процессов (SPC) для соблюдения строгих стандартов обеспечения качества.
Для получения дополнительной информации или для заказа образцов, пожалуйста, свяжитесь с Диланом в Design Strategies сегодня.
dylan@dsfinishes.
