Анодированный алюминий: Всё что нужно знать
Анодирование — это процесс нанесения декоративного и прочного слоя на основной материал, повышающий его способность противостоять коррозии и другим факторам окружающей среды.
Алюминий — один из наиболее подходящих металлов для анодирования, а полученный результат известен как анодированный алюминий.
Но как происходит анодирование алюминия, и в чем его преимущества перед обычным алюминием?
При анодировании алюминий подвергается электролизу для формирования гладкого и защитного оксидного слоя на поверхности алюминия, который улучшает его антикоррозийные свойства и одновременно улучшает его эстетический вид.
В этой статье представлено подробное руководство по анодированному алюминию с обсуждением его процесса, преимуществ и областей применения.
В конце перечислены другие металлы, подходящие для процесса анодирования, и преимущества анодированного алюминия для применения в лазерной гравировке.
Что такое анодированный алюминий?
Анодирование — это химический процесс, в результате которого на поверхности заготовки образуется защитный слой.
В отличие от большинства процессов обработки металлов, таких как отжиг, отпуск, нормализация, гальванизация и т.д., анодирование не требует нагрева заготовки и, следовательно, не изменяет ее свойств.
Анодирование алюминия обычно выполняется с помощью процесса электролиза, в котором оксиды из электролита осаждаются на алюминиевую заготовку.
Алюминиевая заготовка соединяется с анодом, а такие материалы, как нержавеющая сталь, свинец или графит, соединяются с катодом, и вся система погружается в электролит, например, серную кислоту.
Прохождение высоковольтного электрического тока через эту систему приводит к разложению электролита.
Оксидные ионы из электролита осаждаются на алюминиевой заготовке, образуя анодный слой, который защищает от коррозии и повышает ее эстетическую ценность.
Процесс анодирования алюминия
Процесс анодирования алюминия можно разделить на пять различных этапов: очистка, травление, анодирование, покраска и герметизация.
Как правило, для перемещения крупногабаритных заготовок с одного этапа на другой используется мостовой кран, а мелкие заготовки обрабатываются вручную.
Очистка заготовки
Первым шагом в процессе анодирования является очистка заготовки для удаления жира и масел с алюминиевых структур путем погружения их в ванну с моющим средством на основе кислоты или щелочи.
Этот этап играет важную роль в определении качества анодирования, поскольку любые остатки влаги или ионов, могут привести к появлению крошечных белых пятен на поверхности алюминиевой заготовки.
Помимо пятен, частицы пыли и грязи на поверхности могут привести к неравномерному травлению в процессе анодирования.
Травление заготовок
После очистки заготовки подвергаются травлению в отдельной ванне, состоящей из каустического или кислотного травильного раствора, который удаляет тонкий слой алюминия, создавая однородную поверхность.
Травление удаляет все мельчайшие дефекты, имеющиеся на поверхности, в результате чего получается однородная и гладкая поверхность.
После завершения процесса травления заготовку извлекают из травильного раствора и тщательно промывают в десмутирующем растворе, чтобы удалить все остатки травления.
Анодирование заготовки
Этап анодирования включает в себя погружение конструкций в емкость для анодирования, содержащую электролит.
Через резервуар пропускается электрический ток силой от 30 до 300 А/м2, в результате чего на поверхности алюминия образуется анодный оксидный слой.
Величина тока зависит от концентрации электролита и общей площади алюминиевой структуры.
В ходе этого процесса выделяется большое количество тепла, поэтому необходимо поддерживать электролит в охлажденном состоянии.
После этого этапа заготовка промывается в деионизированной воде для удаления с ее поверхности остатков ионов, что гарантирует отсутствие пятен.
Добавление цвета к анодированной заготовке
Полученный анодный слой является пористым, что делает его идеальным для последующих процессов, таких как окрашивание и покраска.
Это повышает эстетическую ценность заготовки и одновременно обеспечивает дополнительную защиту от неблагоприятных условий окружающей среды.
Герметизация анодированной поверхности заготовки
После завершения всех этапов процесса анодирования заготовка погружается в раствор ацетата никеля для заполнения пор и герметизации оставшихся полостей на поверхности материала.
В результате окончательный анодный слой получается непористым, гладким и однородным.
Преимущества анодирования алюминия
Анодирование алюминия имеет множество преимуществ, которые делают его пригодным для различных промышленных применений.
Увеличение долговечности
Защитный оксидный слой на анодированных алюминиевых конструкциях устойчив к коррозии и обладает высокой прочностью, что улучшает механические свойства и обеспечивает длительный срок службы.
Этот слой водонепроницаем и защищает от экстремальных условий окружающей среды.
Способность выдерживать суровые климатические условия, такие как дождь, жара, влага и т.д., делает анодированный алюминий идеальным для строительной индустрии.
Простота обслуживания
Защитный слой повышает долговечность алюминиевой заготовки, сводя к минимуму риск износа и уменьшая необходимость в частом обслуживании.
Анодированные поверхности, устойчивы к царапинам и налету, их можно очищать простым раствором моющего средства и мягкой тканью.
Доступность нескольких цветов
Пористая поверхность анодированного алюминия подходит для нанесения красок и покрытий для улучшения эстетики заготовки.
В результате анодированный алюминий может иметь различные цвета и оттенки.
В отличие от других видов отделки, анодирование алюминия позволяет ему сохранять металлический блеск.
Низкая стоимость
Анодирование алюминия — это низкозатратный процесс с минимальными требованиями к обслуживанию, что снижает общую стоимость процесса.
Этот аспект делает его идеальным для различных применений – от любительских проектов до крупных промышленных изделий.
Безопасность
Процесс анодирования относительно безопасен, однако неправильное обращение с электролитом серной кислоты может быть опасным, поэтому важно соблюдать правила безопасности во время процесса.
Анодный слой, образующийся в результате процесса, не реактивен, не токсичен и термостоек вплоть до температуры плавления алюминия 660,3°C (933,45 K), что делает его безопасным для окружающей среды даже в суровых условиях.
Применение анодированного алюминия
По сравнению с другими металлами, анодированный алюминий легче, дешевле и обладает отличной износостойкостью, что делает его пригодным для архитектурного применения.
Его высокая прочность и легкий вес делают его популярным в транспортных средствах и коммунальном оборудовании.
Привлекательный и долговечный анодный слой делает анодированный алюминий пригодным для изготовления потребительских товаров, таких как тумблеры, брелоки, вывески и т.д.
Отраслевые применения анодированного алюминия:
| Индустрия | Способ применения анодированного алюминия |
| Инфраструктура | |
| Автомобили | Двери и рамы, колесные колпаки, шильдики |
| Железные дороги | Рамы и опоры |
| Аэрокосмическая промышленность | Рамы |
| Потребительские товары | Телевизоры, часы, сундуки для хранения, кухонная утварь |
| Коммунальная техника | Холодильники, вентиляционные отверстия систем отопления, вентиляции и кондиционирования воздуха, сушильные машины |
Другие материалы, которые могут быть анодированы:
Помимо алюминия, некоторые другие металлы также могут подвергаться процессу анодирования для повышения их долговечности.
Магний
Анодированный магний используется в основном в качестве грунтовки в красках и красителях.
Ниобий
Анодирование ниобия делает его пригодным для использования в ювелирных изделиях и монетах.
Тантал
Тантал, редкоземельный металл, используется в производстве электрических компонентов, таких как конденсаторы, после прохождения процесса анодирования.
Титан
Титан — один из самых прочных металлов на земле.
После анодирования его механические свойства усиливаются, что делает его пригодным для использования в ювелирных изделиях, обручальных кольцах, имплантатах и военной технике.
Цинк
Хотя чистый цинк редко подвергается анодированию, цинковые сплавы анодируются для создания высококоррозионного оксидного слоя, повышающего их долговечность.
Лазерная гравировка анодированного алюминия
Лазерная гравировка анодированного алюминия — это процесс использования высокоэнергетического лазерного луча для испарения краски и обнажения находящейся под ней анодированной поверхности.
В результате на поверхности анодированного алюминия образуется высококонтрастный постоянный след, а выполнение нескольких проходов может еще больше усилить контраст, отбеливая выгравированный рисунок.
Лазерные граверы, можно использовать для гравировки анодированного алюминия, создавая желаемый рисунок на поверхности заготовки.
По сравнению с лазерной гравировкой алюминия, анодированный алюминий легче гравировать, поскольку лазерный луч испаряет неметаллический слой краски, а не металл.
Это устраняет необходимость в мощном волоконном лазере, делая возможным гравировку анодированного алюминия с помощью маломощного диодного лазера или лазера CO2.
Некоторые из распространенных применений лазерной гравировки анодированного алюминия включают нанесение штрих-кодов, табличек, QR-кодов и т.д.
Заключение
Анодирование алюминия повышает его способность противостоять суровым условиям, образуя защитный слой на поверхности алюминия.
Это универсальный материал для различных промышленных и строительных применений, требующих легкого веса и высокой прочности.
Кроме того, анодирование алюминия позволяет легко обрабатывать его лазером, что делает его одним из самых популярных металлов, используемых в лазерной гравировке.
Срок службы заготовок из анодированного алюминия обычно составляет от 10 до 20 лет, в зависимости от толщины и качества анодированной поверхности.
Анодированный слой на алюминии может быть поврежден при контакте с сильными кислотами, щелочами и острыми металлическими инструментами.
Анодированный алюминий является водостойким, что делает его пригодным для использования в морских условиях.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]» и «40 интересных фактов о металлах».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Ремонт анодированного алюминия
РЕМОНТ ИЗДЕЛИЙ ИЗ АНОДИРОВАННОГО АЛЮМИНИЯ УФ СМОЛОЙ
Материалы:
Набор с УФ-полимером «5 секунд», (УФ смола)
http://www.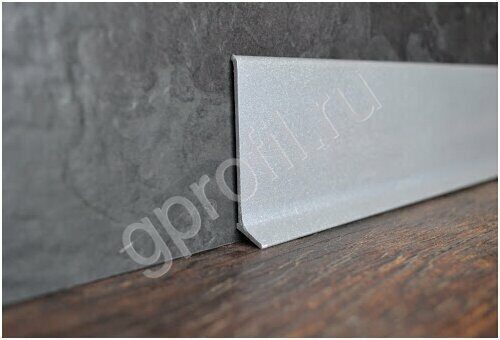 nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
Что такое анодирование алюминия?
Коррозийное разъедание металла способно существенно изменить свойства и качества металла. В этом процессе два участника — вода и электрохимическая реакция, а также на коррозию влияют температура и влажность воздуха.
Алюминий отличается стойкостью к коррозии, но он очень чувствителен к воздействию кислорода, в результате чего он теряет блеск, и на поверхности появляется прочная пленка — оксид алюминия (Аl2О3), не растворяющаяся в воде. Эта пленка защищает алюминий от разрушений при влажности, но не обеспечивает защиту от коррозии.
Анодирование алюминия — это способ химической или электрохимической обработки поверхности, который предотвращает окисление. Такая обработанная поверхность хорошо сцепляется с грунтовкой.
В отличие от традиционного метода гальванизации при анодировании не наносится поверхностный слой из другого металла. Здесь поверхность детали из легкого металла покрывается оксидным слоем в результате анодного оксидирования в электролите.
Поскольку оксидный слой образуется из базового материала, то увеличение размера составляет только 50-55%. Остальная часть проникает в основной материал, в результате чего возникает хорошая адгезия с основой. Слои анодирования отличаются твердостью, устойчивостью к коррозии, износостойкостью и обладают электро- и теплоизоляционным эффектом.
Для применения подходят все области, в которых существует спрос на алюминий с повышенными техническими требованиями.
Ремонт поврежденного участка анодированного алюминиевого изделия на примере вилки велосипеда.
Алюминиевые конструкции с анодированием призваны прослужить намного дольше конструкций без такой защиты, но осуществить процесс анодирования самостоятельно под силу далеко не каждому. Поэтому весьма актуальной задачей является ремонт поврежденного участка анодированного алюминиевого изделия. В том случае, если поврежденный участок имеет небольшую площадь, а само изделие с повреждением активно перемещается относительно другого изделия, изготовленного из более мягких материалов, способных разрушиться от возникшего трения, быстрый и качественный ремонт участка может стать экономически более оправданной процедурой по сравнению с обновлением анодированного покрытия всего изделия.
Например, части передней амортизационной вилки дорогостоящего велосипеда, именуемые «ноги», сегодня зачастую изготавливают из анодированного алюминия. В виду того, что «ноги» передней вилки в ходе езды активно движутся внутри так называемых «штанов», повреждения анодированной поверхности «ног» (царапины, сколы, выбоины) очень быстро могут разрушить изготовленные из более мягких материалов пыльники и сальники, привести к утечкам смазки. Со временем поврежденная таким образом вилка перестанет выполнять свою основную функцию.
Некоторые специалисты по ремонту нашли выход из подобной ситуации, применяя в ходе устранения дефектов на поверхности анодированного алюминия смолу ультрафиолетового отверждения.
Набор с УФ-полимером «5 секунд», (УФ смола)
http://www.nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
Для того, чтобы отремонтировать поврежденный участок анодированного алюминия нам понадобится:
— грунтовка для алюминия, нержавеющей стали и гальванических покрытий,
— мелкая наждачная бумага,
— Смола ультрафиолетового отверждения «5 секунд»,
— источник ультрафиолетового света с длиной волны 365нм или 395нм (лампа или фонарик),
— изопропиловый спирт для обезжиривания поверхности
Порядок действий:
1. Тщательно зашкурьте поверхность вашего алюминиевого изделия мелкой наждачной бумагой. Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 1200;
Тщательно зашкурьте поверхность вашего алюминиевого изделия мелкой наждачной бумагой. Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 1200;
2. Обезжирьте поверхность, используя изопропиловый спирт;
3. После полной зачистки и обезжиривания как можно быстрее покройте поверхность грунтовкой для алюминия и нержавеющей стали. Если вы оставите обработанный наждачкой алюминий на воздухе надолго, то через непродолжительное время он начнет темнеть – это результат процесса окисления, а на окислившийся алюминий грунтовка ложится плохо. Вот почему так важно наложить первый слой грунта как можно скорее.
Через несколько минут, после того как первый слой грунтовки высохнет, нужно нанести второй слой грунтовки для лучшей адгезии УФ-смолы к вашему изделию.
4. Нанесите на ремонтируемый участок тонкий слой УФ-смолы. Разровняйте его (например, деревянной зубочисткой), излишки смолы удалите.
5. Произведите засветку смолы ультрафиолетовым фонариком в течение 1-2 минут. Удалите липкий слой с помощью изопропилового спирта.
Удалите липкий слой с помощью изопропилового спирта.
6. Для дополнительной защиты изделия можно покрыть его слоем лака.
Если в точности следовать данной инструкции, то отремонтированный участок на анодированном алюминиевом изделии визуально будет сложно отличить от заводского покрытия. Гель будет держаться долгие годы, а само изделие будет выглядеть как новое!
Требования безопасности:
1. При осуществлении ремонта анодированного алюминия необходимо работать в хорошо проветриваемом помещении и не забывайте о средствах индивидуальной защиты
2. Ремонт нужно осуществлять в чистом и не пыльном помещении.
drylin® R с твердым анодированием, алюминиевый стержень, AWM
- Дом
- Линейные подшипники и направляющие
- Линейные подшипники скольжения (R)
- Линейные валы
 org/ListItem»>
Технология линейного перемещения
org/ListItem»>
Технология линейного перемещенияdrylin® R с твердым анодированием, алюминиевый стержень, AWM
Не уверены, подходит ли он?
Конфигурация вала
Скачать файлы САПР
Запрос на бесплатный образец
Технические характеристики
Онлайн-инструменты
-
Примеры применения
загрузок
Технические характеристики
Онлайн-инструменты
Примеры применения
Загрузки
Другие решения
Квадратный профиль drylin® Q
Алюминий, с твердым анодированием, подходит для использования без опоры, прочный, устойчивый к коррозии, легкий
от 42,89 долл. /м
/м
drylin® T Прозрачный анодированный, без отверстий Стандартный направляющий рельс, прозрачный анодированный
Алюминий, прозрачный анодированный
По запросу
Легкий полый стандартный направляющий рельс drylin® T
Полый профиль, алюминий, прозрачное анодирование
от 88,40 долл. США/м
Миниатюрная направляющая drylin® T
Алюминий, прозрачный анодированный
от 82,28 долл. США/м
Двойной рельс drylin® W WS
Круглый, алюминий с твердым анодированием
от 57,11 долл. США/м
Двойная рейка drylin® W WS-ES
Двойная круглая рейка из нержавеющей стали V4A (серия 300)
По запросу
drylin® W, одинарная рейка WS-ES
Одиночная круглая рейка, из нержавеющей стали V4A (серия 300)
По запросу
drylin® W, одинарная рейка WS
Одинарная рейка, круглая, из анодированного алюминия
от 58,92 долл. США/м
США/м
Двойной рельс drylin® W WSX
Высокий профиль, круглый, из анодированного алюминия
от 93,36 долл. США/м
Стандартная каретка drylin® T с ручным зажимом
Ручная регулировка зазора, ручной зажим
от 40,25 долл. США/шт.
Каретка для тяжелых условий эксплуатации drylin® T Стандартная каретка без регулируемого зазора
Прочная и надежная для тяжелых условий эксплуатации
от 45,91 долл./шт.
Компактная тележка drylin® T Heavy Duty без регулируемого зазора
Компактная для тяжелых условий эксплуатации
от 59,33 долл. США/шт.
Миниатюрная тележка drylin® T
Миниатюрная направляющая каретка – стандартная
от 15,70 долл. США/шт.
США/шт.
Каретка в сборе drylin® W WWQ
Каретка с квадратным подшипником
от 36,42 долл. США/шт.
Направляющая пластина drylin® W в сборе WW
Направляющая каретка в сборе, круглая
от 48,79 долл. США/шт.
Цельная монокаретка drylin® W WWC
Моно-салазки, анодированный алюминий
от 66,79 долл./шт.
Гибридная тележка drylin® W WWH
Гибридная тележка с 4 одинарными роликоподшипниками для горизонтальной установки
от 162,01 долл. США/шт.
Гибридная тележка drylin® W WWR-21
Гибридная тележка для боковой установки
от 159,44 долл. США/шт.
Несущая пластина drylin® W в сборе WWPL
Система линейных направляющих – чрезвычайно легкая и прочная
от 18,25 долл. США/шт.
США/шт.
Линейный подшипник скольжения drylin® Q
Устойчивый к крутящему моменту, очень легкий
от 17,66 долл. США/шт.
Опорный блок drylin® Q
Опорный блок Q20
от 78,69Доллары США/шт.
Опорный блок drylin® Q, двойной
Опорный блок Q20, двойной
от 115,21 долл. США/шт.
Фланцевый подшипник drylin® Q, круглый фланец
Фланцевый подшипник, круглый фланец
от 63,82 долл. США/шт.
Фланцевый подшипник drylin® Q, круглый фланец, сдвоенный
Фланцевый подшипник, круглый фланец, сдвоенный
от 68,02 долл./шт.
Опорный блок drylin® W WJ200UM-01
Круглый цинковый блок
от 6,75 долл. США/шт.
США/шт.
Опорный блок drylin® W WJ200UMT-AL
Круглый двойной алюминиевый блок
от 28,34 долл. США/шт.
Платформа каретки в сборе drylin® W WWE
Каретка в сборе с регулируемым зазором
от 71,42 долл. США/шт.
Опорный блок drylin® W с предварительным натяжением WJ200UM-01P
Круглый цинковый корпус с предварительным натягом
от 11,08 долл. США/шт.
Опорный блок drylin® W WJ200UM-01P-ES
Преднагруженный корпус из нержавеющей стали
от 106,72 долл./шт.
Алюминиевый опорный блок drylin® W WJ200UME-01-AL
Круглый, регулируемый зазор подшипника, материал вкладыша iglide® J200
от 65,91 долл. США/шт.
США/шт.
Помощь в подаче заявок
Для получения дополнительных вопросов или информации о продукте, пожалуйста, обращайтесь:
Обслуживание клиентов:
с понедельника по пятницу с 8:00 до 20:00
Онлайн:
24 часа
Страница не найдена — PAC-CLAD
Выполните поиск по всему сайту по ключевому слову или воспользуйтесь одним из параметров расширенного поиска.
Ключевой слов SearchSearch
Advanced Search
Cancel
Поиск от ProductProductmodular Alhighline B1Highline B2Highlin Гофрокартон ″ и 7/8″R-36Snap-CladTite-LocTite-Loc PlusЗащелкивающийся фальцВысокая защелкивающаяся фальцевая панельЗащелкивающаяся рейкаRedi-Крыша со стоячим фальцемPAC-150 90° Single LockPAC-150 180° Double LockPAC T-250PAC-750 SoffitPAC-850 SoffitFlush/Review SoffitПлитка с чашечкамиПлоская плиткаDiamond TilePAC-TITE Угловая лицевая панельPAC-TITE WT Наклонная лицевая панельPAC-TITE WT ФасцияPAC-TITE WT Расширенная лицевая панель SnapPAC-LOC FasciaPAC Snap Edge Fascia Удлиненная лицевая панель PAC-TITE Gold CopingPAC-TITE CopingPAC-Continuous Cleat CopingPAC-TITE Gold GutterPAC-TITE LT GutterПромышленный водосточный желобPAC-TITE LT Водосточный желобThru-Wall ScupperThru-Wall Сборник PAC-1000C Крышка колонкиPAC-1000F Крышка колонкиPAC-1000R Крышка колонкиPAC-2000C Крышка колонкиPAC Крышка колонки -2000FPAC-2000R Крышка колонкиPAC-CLAD Система удержания снега HTColorGard®
cancel
Search By ColorColorAcrylic-coated GalvalumeAged BronzeAged CopperAlmondAnodic ClearArcadia GreenAward BlueBeechwoodBerkshire BlueBlack AluminumBlack AnodizedMatte Black SteelBlack OreBone WhiteBright AnnealedBurgundyBurnished SlateCardinal RedChampagneChampagne AnodizedCharcoalCharwoodCherrywood OakChromium OreCinnamon OreCityscapeClear AnodizedColonial RedCopperCopper MetalCopper PennyCustom ColorDark BronzeDark Bronze AnodizedDark OakDesert OreEvergreenForest GreenGalvalume PlusGolden BambooGolden MapleGraniteGraphiteGraphite OreGreen Zinc OreHartford GreenHemlock GreenHunter GreenInterstate Bluelight Bronze Anodizedlight Oaklong Grain Cherrylong Grain Oakluxore Dynastyluxore Onyxluxore Tiger’s Eyeluxore Zincmansard Brownmedium бронземедий бронзовый анодированный дуб -элевс -элез -элеорист -элеорист -элеорист -элеорист -синий элез -синий эльзар -элез -синий синий синий синий синий).