Микродуговое оксидирование алюминия в домашних условиях
Абсолютно каждый металл подвержен коррозии. Металлические изделия без надлежащей защиты от коррозии в скором времени портятся, приходят в негодность и требуют замены. Одним из способов защиты металлов от воздействия агрессивной среды является создание на его поверхности плотной и толстой оксидной пленки. Такая пленка образуется в процессе анодирования.
Анодированием называется процесс формирования оксидной пленки на поверхности металлов и их сплавов путем их анодной поляризации в проводящей среде. Целью анодирования является укрепление различных металлов, в том числе и алюминия. Однако стоит отметить, что анодирование алюминия используется не только с целью укрепления метала, оно также позволяет сгладить разнообразные неровности поверхности (например, сколы, царапины, вмятины и др.), повышает адгезивные качества металла (лакокрасочное покрытие существенно лучше ложится на оксидную пленку, чем на голый металл), улучшает внешний вид металла, а также придает ему разнообразные декоративные эффекты (например, имитация золота, серебра, жемчуга и т.д.).
Процесс анодирования состоит из трех частей:
- подготовительный этап;
- химическая обработка;
- закрепление.
Подготовительный этап предполагает механическую и электрохимическую обработку алюминия. Механическая обработка включает очистку металла, шлифование и обезжиривание. После этого изделие помещается в щелочной раствор для травления, после чего оно перекладывается в кислотный для осветления. На завершающей стадии подготовительного этапа осуществляется промывка поверхности изделия. При этом стоит отметить, что промывка производится обязательно несколько раз с целью полной очистки алюминия от кислотных веществ.
Во время химической обработки алюминия осуществляется обработка металла в электролите. В качестве электролитов могут быть использованы растворы разнообразных кислот (серная, хромовая, щавелевая, сульфосалициловая). Иногда в растворы может добавляться соль или органическая кислота. Самым распространенным электролитом выступает именно серная кислота. Стоит обратить внимание на то, что этот электролит используется только в случае обработки изделий простой формы. Для изделий, имеющих более сложную форму с небольшими отверстиями или зазорами, применяется чаще хромовая кислота.
То, насколько качественным в итоге получится анодированный алюминий, зависит от многих факторов, среди которых в обязательном порядке присутствуют концентрация, температурный режим, а также плотность тока. При воздействии высоких температур анодирование буде протекать существенно быстрее. Кроме этого, высокие температуры способствуют образованию мягкой и высокопористой пленки на поверхности изделия. В случае необходимости получения более твердого и прочного покрытия, анодирование проводится при более низких температурах. Таким образом, допустимые температурные режимы для анодирования находятся в диапазоне от 00С до +500С. Плотность тока при этом может находиться в пределах от 1 до 3 Ампер.

На последнем, закрепительном, этапе осуществляется закрытие пор, которые образовались на поверхности изделия во время анодирования. Закрытие пор осуществляется для того, чтобы поверхность приобрела достаточную прочность. Закрепление может осуществляться тремя способами:
- путем погружения изделия в горячую пресную воду;
- обработкой паром;
- размещением металла в так называемом «холодном растворе».
Стоит сказать, что если в дальнейшем будет производиться окрашивание поверхности, то данный этап не нужен, поскольку лакокрасочный материал заполнит имеющиеся поры естественным образом.
Кроме описанного выше способа, существуют также и другие способы анодирования. К ним можно отнести следующие:
- твердое;
- микродуговое;
- цветное.
В результате твердого анодирования на поверхности алюминия образуется прочная микропленка. Данная методика достаточно широко применяется в авиастроении, автомобилестроении, а также в строительстве. Суть данной технологии заключается в применении не одного конкретного, а сразу нескольких электролитов. Например, в одном процессе могут использоваться щавелевая, серная, лимонная, винная, а также борная кислота. Во время анодирования происходит плавное увеличение плотности тока, что приводит к изменениям в ячейках. Это, в свою очередь, способствует приобретению пленкой повышенной прочности.
Микродуговым анодированием называется электрохимический процесс, при котором происходит окисление поверхности алюминия, при одновременном возникновении электрозарядных явлений между анодом и электролитом. В результате данной методики образуется покрытие, отличающееся достаточным качеством, а также которое имеет высокий уровень износостойкости и адгезии.
Цветное анодирование алюминия. Основной задачей данного метода является изменить цвет алюминиевой детали. Цветное анодирование можно осуществить четырьмя способами:
- окрашиванием методом адсорбции. Происходит путем погружения изделия в электролитную ванну. Кроме этого осуществление данного способа возможно путем погружения деталей в раствор с красящим веществом, которое предварительно разогретое до необходимой температуры;
- электролитическое окрашивание. Данный способ имеет еще одно название – черное анодирование. Осуществляется в два этапа. Первый предполагает получение бесцветной пленки, после чего металл погружается в кислый солевой раствор, в результате – метал приобретает различный цвет, который может разниться от черного до слабого бронзового оттенка. Именно черные тона алюминия очень популярны в строительной области;
- интерференционное окрашивание. Технология получения определенного цвета данным способом напоминает электролитическое окрашивание. Однако, при данном методе создается особый светоотражающий слой, придающий более разнообразные оттенки металлу;
- интегральное окрашивание. Данная технология заключается в смешивании электролита с органическими солями.
Декоративный анодированный алюминий применяется во многих сферах. Так, он используется при изготовлении литых,прессованных и штампованных алюминиевых изделий. Очень часто такой алюминий используется при создании декоративных мебельных деталей, также из него могут изготавливаться спортивный инвентарь, поручни и многое другое. Основным преимуществом использования декоративного анодированного алюминия в быту является то, что он не оставляет неприятных пятен серого цвета на одежде и теле человека.
Анодирование алюминия в домашних условиях
Этот процесс достаточно простой для самостоятельного проведения. Однако, следует соблюдать некоторые правила, чтобы процесс был безопасным и дал желаемый результат. В первую очередь, следует проводить анодирование в хорошо проветриваемом помещении, а лучше на открытом воздухе – улице или балконе. Это связано с тем, что при анодировании происходит выделение на аноде кислорода, а на катоде – водорода, в результате смешивания которых образуется гремучий газ, являющийся тем же динамитом. Поэтому, в помещении можно погибнуть от даже самой маленькой искры.
Стоит помнить, что работать придется с кислотой, которая является очень едким веществом. Даже не смотря на то, что она находится в достаточно сильно разбавленном виде и при попадании на кожу вызовет не более, чем зуд, все таки, следует обращаться с ней крайне осторожно, ведь при попадании кислоты в глаза или на другие слизистые оболочки можно получить серьезные травмы, требующие госпитализации. Поэтому, в целях своей личной безопасности следует пользоваться защитными очками, а также иметь поблизости ведро с слабым содовым раствором.
Перед тем, как начать проводить анодирование алюминия в домашних условиях, следует провести подготовительные работы, которые предполагают полировку изделия до зеркального блеска (желательно, на полировочном кругу). Это действие необходимо для того, чтобы удалить нежелательные дефекты, которые не замаскируются после анодирования, а также чтобы снизить вероятность «прогара» во время самого процесса.
Также подготовительный этап предполагает обезжиривание изделия с помощью стирального порошка, хозяйственного мыла и зубной щетки. Не следует в данном процессе использовать едкий натрий или калий, которые рекомендуются в заводских технологиях, так как при этом заметно портится чистота поверхности. После промывки следует детали высушить горячим воздухом.
За подготовительным этапом следует изготовление электролита. При осуществлении анодирования в домашних условиях используется в качестве электролита раствор в дистиллированной воде серной кислоты. При этом можно применять обычную воду из-под крана. Однако, если есть возможность, то лучше приобрести дистиллированную воду.
Приобрести все необходимые ингредиенты достаточно просто – нужно всего лишь зайти в любой автомагазин, где всегда есть и дистиллированная вода, и серная кислота. Однако, кислота продается под названием «Электролит для свинцового аккумулятора», и имеет разбавленный вид в пропорции 1,27 грамм на 1 см кубический. Приобрев данный электролит, следует осуществить его смешивание с водой в пропорции 1:1. Таким образом, взяв обычную канистру, наполненную электролитом, объемом в 5 литров, после смешивания на выходе получится 10 литров раствора для анодирования. Мелкие детали вполне с легкостью можно анодировать в данном количестве раствора, а вот для более крупных деталей придется данное количество удвоить.
Стоит помнить о том, что во время смешивания воды и кислоты происходит сильная химическая реакция, в результате которой выделяется огромное количество тепла, поэтому, при неаккуратном смешивании этих двух компонентов можно получить травму в виде брызг в лицо. Именно в связи с этим следует использовать защитную экипировку, а также вливать электролит в воду тонкой и аккуратной струйкой. При этом следует непрерывно помешивать раствор стеклянной палочкой.
Также необходимо подготовить и соответствующее оборудование. Понадобится несколько емкостей – для мелких деталей, недлинных и длинных. Емкости обязательно должны быть алюминиевыми.
Также ванна должно иметь хорошую теплоизоляцию корпуса, или же электролит будет слишком быстро нагреваться в ней, что привет к необходимости в его частой замене. Наиболее простым решением в вопросе теплоизоляции ванны является ее оклеивание слоем пенопласта толщиной 2-4 см. Также подойдет вариант поместить ванну в коробку и пространство между ванной и коробкой задуть строительной пеной.
После этого необходимо изготовить для ванны свинцовый катод. Для этого подойдет обычный листовой свинец, который можно снять с толстых электрокабелей. Площадь катода должна вдвое превышать площадь поверхности обрабатываемого изделия. Обязательно в катодной пластине необходимо проделать отверстия для того, чтобы осуществлялся выход газа.

Следующим этапом является сам режим обработки. В процессе анодирования оптимальной температурой является -10 — +10 0С. Если температуру увеличить за +100, то в результате получится очень тонкий, нетвердый и бесцветный защитный слой. Не смотря на то, что допустимой является температура +10, все таки, рекомендуется прекращать анодирование уже при +50С. При анодировании следует беспрерывно перемешивать электролит, чтобы выровнять температуру на поверхности изделия из алюминия. В противном случае на детали появятся участки местного перегрева, которые в дальнейшем станут причиной появления пробоев и растрава детали.
При анодировании следует удерживать плотность тока на уровне 1,6 – 4 Ампер на дм2. Именно благодаря правильно созданным условиям на поверхности изделия образуется красивый, окрашенный и плотный защитный анодный слой. В свою очередь, катодная плотность должна быть низкой.
После проведения всех подготовительных процессов можно начинать сам процесс анодирования. Для этого необходимо в ванну залить электролит. При этом на выходе имеется блок питания с током. Чтобы иметь возможность регулировать силу тока, к цепи при анодировании алюминия следует подключить проволочных переменный резистор. В емкости присутствуют два предмета – это свинцовый катод в виде пластины и анод, т.е. обрабатываемое изделие. Во время подачи на них тока выделяется кислород и растет анодный защитный слой.
Про качественный электрический контакт между свинцом и деталью будут свидетельствовать медленно поднимающиеся по всей поверхности изделия микропузырьки. Продолжительность процесса анодирования необходимо контролировать по окрасу изделия. Как правило, мелкие детали окрашиваются быстрее. При этом, поверхность должна быть гладкой, блестящей и светло-серой.
После приобретения деталью необходимого оттенка, а также рыхлого защитного слоя, следует произвести фиксацию этого слоя. Это необходимо, так как покрытие на микроуровне имеет пористую структуру, которая не может препятствовать воздуху и воде. Такой слой является отличной защитой металла от механических повреждений, однако не защищает от химического воздействия.
алюминий , анодирование алюминия , анодированный алюминий
http://www.gk-proekt.ru/uslugi/anodirovanie/
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Характеристики анодирования

Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления.
Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов.
Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости. Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта. Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой.
Это необходимо для того, чтобы электролиты лучше в нее проникали. В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан. В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Процесс анодирования
Технология анодирования различных видов металлов является несложной.
Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
- Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования.
Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала.
После этой процедуры его необходимо высушить.
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
- Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
 Сегодня для анодирования используются различные металлические материалы.
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего.
Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости.
Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла.
Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица.Таблица совместимости металлов и сплавов
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав (припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Анодирование в домашних условиях

В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей.
Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Важно: Процедуру домашнего анодирования любого металла необходимо осуществлять на улице или на балконе.
Сначала необходимо приготовить раствор.
Промышленный и кустарный метод анодирования алюминия
Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции. С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации.
После этого можно подготовить детали из металлов для обработки.
Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Видео анодирования в домашних условиях
АНОДИРОВАНИЕ
Для чего это нужно??
А просто, что бы защитить поверхность от коррозии и придать ей красивый внешний вид. Многие современные газовые и пневмо пистолеты, а также не малое количество кронштейнов баз и колец под О.П. сделаны из сплавов на основе алюминия и применять к ним методы воронения с помощью способов которые в обилии выложены на сайте, на основе селитры и других агрессивных кислот, чревато не найти патом деталь подвергаемую воронению в том сосуде куда вы ее положили .
А так как наши любимые игрушки довольно быстро приходят в непригодный вид, потребность в восстановлении цвета появляется достаточно часто.
В свае время наткнулся на сайте вот на такой способ (отписан будет пониже) изложенный одним из участников форума, к сожаления не помню кем именно, он был просто сохранен у меня но компе ,сейчас выкладываю как есть:
———————————————————
Не знаю, до чего дошли споры на форуме, помойму тоже не до чего, но знаю как силумин воронит тот же «вальтер» в фатерлянде.
Вот вам рецептик на радость, давно хотел его сюда закинуть.
Берется 20% раствор серной кислоты, поидее мона так же взять акамуляторную кислоту, ток развести ее в воде 1:1, наливается в стеклянную или керамическую ванночку, которая ставится в ванночку с водой( для охлаждения).
Берется устройство для зарядки акамуляторов и включается на 12 вольт (не 24).
берется кусок свинца размером со спичечный коробок.
берется пигментная краска спиртовая, главное чтобы не масляная .
краска должна быть как вода примерно по густоте, в черную краску добавляется немного синих чернил, чтобы пистолет отсвечивал синим блеском (типа круто)
И соответственно берется силуминовая часть пистолета, с которой стерто все предыдущее покрытие, смазка, и тд.
И сам процесс шаманства:
К устройству зарядки акамулятора подключается свинец к минусполю и силумин к плюсполю.
Свинец и силумин опускаются в раствор кислоты на определенное время( время зависит от размера части, на затвор примерно минут 40 надо , а на спусковой крючок например минут 10) от свинца начнут через время идти вверх пузырьки, ет значит что процесс пошел.
Потом щипцами вынимаете силумин из раствора, для пробы его можно потрогать на месте поторое необязательно воронить.
Металл должен липнуть к коже как железо на большом морозе.
Если липнет, значит запчасть готова к последней стадии.
просто кидаете ее в краску и через пару минут вынимаете и обтираете пряпкой. Краска диффундирует в раскрытую молекулярную структуру силумина на поверхности и остается там.
ее мона убрать теперь напильником или она сотрется когда нибуть от длительного ношения
Советую конечно для начала провести тот же експеримент с куском силумина или алюминия чтобы подобрать нужный цвет и нужную краску .
Опережая вопросы скажу что рецепт я узнал находясь на практике на немецком заводе типа вальтера и сам видел сей процесс воочию.
PS: вот насчет чего сам неуверен, так ето насчет полярности.
если поменять плюс и минус, то силумин наоборот покроется свинцовым налетом, по той же схеме производят и никелирование, так что проекспериментируй(те) , благо сам процесс недолгий.
Удачи
————————————————————
Метод хорош для применения в заводских условиях, но есть и альтернатива, менее травмоопасная, и в ней не используется кислота.
А так же с ее помощью можно придать любой цвет детали ,который только пожелает ваше воображение.
И так продолжим.
Для приготовления электролита нам понадобится пищевая сода и поваренная соль, купить их можно где угодно, на крайняк спереть у жены на кухне .Соль и соду по отдельности друг от друга в разных сосудах(желательно стеклянных) растворяем в воде до получения насыщенного раствора.
Полученным растворам даем немного отстоятся, если появится осадок ,не волнуйтесь, это хороший признак, значит раствор получился нормальным.
Полученные растворы процеживая от осадка заливаем в общею тару в соотношении 9/1 соды и соли, перемешиваем,все электролит готов.
Деталь которую подвергнем анодированию тщательно зачищаем и обезжириваем, надеюсь этот процесс описывать не нужно, и так все понятно.
Обезжирить можно ацетоном, или в стиральном порошке. После обезжиривания руками к детали не прикасаться!!!
Так же предварительно предусмотрите надежное место для крепления детали к проводу (это будет плюс).Если есть место под винт еще лучше ,если нет ,то придется где нибудь в не видном месте сделать, так надежней. Приматываем провод к ввинчиному в деталь винту и обеспечиваем надежную изоляцию, что бы электролит не попадал на контакт.
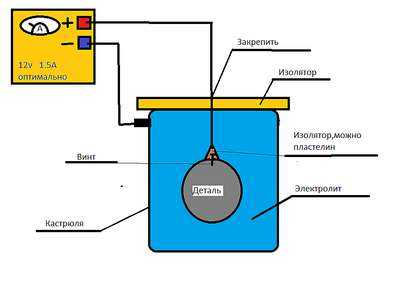
Берем не нужную алюминивую кастрюлю ,заливаем в нее готовый электролит и подвешиваем деталь в ней исключая его контакт со стенками сосуда.
К кастрюле подключаем минус источника тока.
Источник тока нам нужен постоянный, желательно использовать аккумуляторный зарядочник на 12 вольт и 1.5 ампера, это оптимальная мощность которая нас устроит.
Если процесс едет правильно ,то деталь начнет принимать сероватый налет, и вокруг детали появятся пузырьки газа. Обычно хватает часа полтора, как только визуально определите что деталь покрылась ровным плотным серым налетом, считайте анодирование законченным.
Промойте деталь в воде, и прочистите раствором марганцовки, опять промойте и тщательно высушите. В результате у нас должна получится деталь светло серого цвета.
Если цвет не нравится ,то приступаем к дальнейшей покраске.
Покупаем анилиновый краситель нужного вам цвета(порошок используемый при окраске тканей),его везде полно.
Технология анодирования алюминия и преимущества процедуры
Готовим раствор по инструкции на упаковке, а точнее все уже должно быть готово заранее, разогреваем и погружаем в него деталь, и доводим до кипения. Насыщенность цвета зависит от продолжительности нахождения детали в красителе. Обычно хватает минут 20-30.Опять промыть и высушить ,все деталь готова, поздравляю !!!!
воронение алюминия
denzed1 07-09-2011 08:50
Приветствую форумчан, не знаю поднималась ли данная тема, но хотелось узнать, реально ли заворонить алюминий в дом. условиях?
PPU 07-09-2011 14:11
Попробуйте жидкость для для чернения алюминиевой поверхности Aluminum Black или Aluminox
shooler 26-10-2011 10:50
мне тоже интересно кто нибудь пробовал заворонить таким составом: Aluminum Black коробку МР-153 (в состав коробки вроде входит алюминий), стоит брать это воронение?
Dieter 26-10-2011 21:11
Воронил ей дюраль, эффект даже после тщательного обезжиривания плохой, все пятнами, пачкается и быстро стирается.
Решается все ошкуриванием поверхности и немедленным нанесением воронилки (пока не началось окисление). Втирать тщательно в несколько слоев, потом протиреть маслом. Получается ровно, стирается не так быстро но покрытие боится царапин.
2leek 26-10-2011 21:31
Когда-то читал про такой способ:
взять яичный белок, дать ему постоять сутки, потом нанести на алюминиевую деталь и дать высохнуть.
Затем нагреть деталь докрасна. После очищения деталь станет черной.
Сам не пробовал, насколько реален способ не скажу.
Бородатый 27-10-2011 18:59quote: Затем нагреть деталь докрасна.
С алюминиевыми деталями это не пройдет…
Она просто расплавится…причем момент когда она начнет это делать вы не уследите….shooler 31-10-2011 21:16
теме АП, еще раз — кто воронил этим составом коробку МР-153?
drMoro 01-11-2011 02:01
уронил алюминиевую деталь в кастрюлю с «Белизной» средство добавляют хозяйки для стирки.
через 10 мин вынул..
она чёрная как будто из африки.
покрытие не стирается .
7ergey 01-11-2011 09:42quote:Originally posted by drMoro:10 мин вынул..
Микродуговое оксидирование алюминия
она чёрная как будто из африки.Суть, скорее не в хлорке, а в трениках, что были в кастрюле
shooler 13-11-2011 18:13
не пропадай тема, АП АП АП
akira82 14-11-2011 15:06
мне бы наоборот, отдраить алюминиевый котелок.
он весь черный, весь в саже после 3 лет использования на кострах. чем угодно можно мыть, а он все равно снаружи вороненый.
shooler 15-11-2011 16:20
akira82, ну тогда надо создать тему «КаК оТдРаИтЬ КоТеЛоК»)))))
drMoro 15-11-2011 19:22quote:Суть, скорее не в хлорке, а в трениках, что были в кастрюле
попробуй в начале потом будешь иронизировать7ergey 15-11-2011 20:01
drMoroКак скажешь.
Нужны данные. Марка «белизны»(наша или импорт), чистая или в растворе, нагретая или комнатная. Время мы знаем.
——————
сомнение — враг эксперимента!
goga-313 16-11-2011 18:37
Хочу подсказать сообществу.
Не то что бы реклама, просто человек собирает заказы (я заказал) в том числе на раствор для воронения алюминия, но не все в ту ветку ходят. Может кому будет интересно. http://guns.allzip.org/topic/54/890044.html
drMoro 16-11-2011 20:23quote:drMoroКак скажешь.
Нужны данные. Марка «белизны»(наша или импорт), чистая или в растворе, нагретая или комнатная. Время мы знаем.
бери самую простую. отеч производства. емкость стеклянную или нерж.. деталь аллюминиевую.. температура комнатная. само собой пробовать нужно на чём то не нужном.
smlskijj 13-12-2011 13:20
весьма любопытная темка!
shooler 15-12-2011 18:36
ап ап ап
thomas60 16-12-2011 12:38
Не всякий алюминий белизна воронит.
Один образец подержал — черный. А другой сутки лежал и хоть бы хер по деревне
zapchem 17-12-2011 22:24quote:Originally posted by thomas60:
Не всякий алюминий белизна воронит.
Один образец подержал — черный. А другой сутки лежал и хоть бы хер по деревне
Так точно. например аллюминевый тазик для стирки белья после добавления аммиачной воды в замоченное белье стал черным.
а вот трубка из аллюмиевого сплава ад-31 так не чернеет. По аллюминию нужно или анодирование или химцинкование с последующим чернением уже оцинковки.
Главная▲▼
Анодирование – это процесс химической или электрохимической обработки поверхности алюминия (или других цветных металлов), предотвращающий окисление поверхности. Анодированный алюминий можно легко покрасить в любой цвет, т.к. анодированная поверхность обладает отличной адгезией (сцеплением) к краске или грунтовке.
Так как и чем покрасить алюминий своими руками в домашних условиях?
Мы предлагаем вам два варианта покраски алюминия:
1 С анодированием и анилиновым красителем
2 Без анодирования, с использованием специальной грунтовки и специальной цинк-алюминиевой краски по металлу
Конечно, максимально качественный и долговечный результат вы получите только после анодирования, однако в домашних условиях сделать это непросто, особенно если вы красите что-то большое — автомобильные диски, алюминиевую лодку и др., поэтому вы можете прибегнуть к более простому варианту – подготовке алюминия к окрашиванию при помощи грунтовки «для алюминия, нержавеющей стали и гальванических поверхностей».
Способ 1
Для того, чтобы провести процедуру анодирования и покраски алюминия вам понадобится:
— соль, сода кипяченая вода для приготовления раствора электролита
— алюминиевая посуда, в которой поместится наша деталь или изделие
— мелкая наждачная бумага
— источник тока (около 2А и 12В)
— ацетон или керосин для обезжиривания
— анилиновый краситель и уксусная кислота для приготовления краски
Инструкция по покраске алюминия с анодированием
1Сначала нам нужно сделать в домашних условиях электролит.
Что такое анодированный алюминий – предназначение, виды и способы создания
Для этого необходимо приготовить два насыщенных раствора – соляной и содовый. В одну емкость с кипяченой водой мы добавляем соль, в другую – соду, размешиваем, добавляем еще, снова размешиваем и делаем это на протяжении 25-30 минут, чтобы растворы максимально напитались солью и содой.
Настаиваем их еще 15-20 минут, процеживаем и смешиваем в СТЕКЛЯННОЙ ЕМКОСТИ в пропорции 9 частей раствора соды к 1 части раствора соли2Берем нашу алюминиевую деталь или изделие и тщательно обрабатываем поверхность мелкой наждачной бумагой3Обезжириваем поверхность при помощи ацетона, керосина или специальной жидкости для обезжиривания4Ополаскиваем алюминиевую деталь в воде. После промывания детали в воде, постарайтесь не прикасаться к ней руками, так как от рук на поверхности могут остаться пятна, которые повлияют на дальнейшую обработку изделия5Наливаем приготовленный нами электролит в алюминиевую посуду – таз или кастрюлю – и кладем туда наше алюминиевое изделие.
Для запуска процесса анодирования подключаем источник тока плюсом к нашему изделию, минусом – к алюминиевой емкости.
В качестве источника тока можно взять автомобильный аккумулятор или регулируемый выпрямитель (сила тока должна быть около 2 Ампер, напряжение – около 12 Вольт).
Анодирование должно производиться в течение 1,5 – 2 часов, за это время наше алюминиевое изделие приобретет приятный голубовато-серый оттенок6Чем покрасить алюминий? Окрашивать анодированный алюминий следует раствором анилинового красителя.
Для приготовления такого раствора необходимо в 1 литр воды добавить 15 граммов красителя, 1 мл уксусной кислоты и нагреть его до 70-80 градусов.
Погружаем наше алюминиевое изделие в раствор красителя на 10-15 минут, чем дольше мы держим изделие в растворе красителя, тем более насыщенным и темным будет его цвет после окрашивания
Способ 2
Для того, чтобы покрасить алюминий в домашних условиях вам понадобится:
— грунтовка для алюминия, нержавеющей стали и гальванических покрытий
— мелкая наждачная бумага
— акриловая или эпоксидная цинк-алюминиевая краска для металла
— уайт-спирит, ацетон или керосин для обезжиривания поверхности
Инструкция по покраске алюминия без анодирования
1Тщательно зашкурьте поверхность вашего алюминиевого изделия мелкой наждачной бумагой.
Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 12002Обезжирьте поверхность, используя уайт-спирит, ацетон или специальный обезжириватель3После полной зачистки и обезжиривания как можно быстрее покройте поверхность грунтовкой для алюминия и нержавеющей стали. Если вы оставите обработанный наждачкой алюминий на воздухе надолго, то через непродолжительное время он начнет темнеть – это результат процесса окисления, а на окислившийся алюминий грунтовка и краска ложатся плохо.
Вот почему так важно наложить первый слой грунта как можно скорее.
Через несколько минут, после того как первый слой грунтовки высохнет, нужно нанести второй слой грунтовки для лучшей адгезии краски к вашему изделию4Переходим к покраске. Чем же покрасить алюминий, обработанный грунтовкой?
Для этого вам подойдет специальная, содержащая цинк и алюминий краска по металлу цинк-алюминиевая.
Лучше всего использовать краску в аэрозольном баллоне, так как при нанесении краски из аэрозольного баллона, она ложится гораздо равномернее и ровнее, чем при нанесении кистью.
Перед началом окрашивания как следует встряхните баллон, краску следует наносить с расстояния 25-30 сантиметров.
Красить следует движениями сверху вниз, чтобы избежать потеков.
После того, как первый слой краски высох (для этого достаточно 20-25 минут), нанесите следующий слой краски. Как правило, для хорошего и качественного окрашивания алюминия достаточно 3-4 слоев краски5После того, как окрашивание закончено, дайте вашему алюминиевому изделию окончательно высохнуть.
Для этого нужно 4 – 6 часов6Вы можете дополнительно покрыть изделие лаком, это придаст цвету глубину и дополнительно защитит окрашенную поверхность от повреждений
Если вы в точности выполнили все этапы инструкции, то новая краска на вашем алюминиевом изделии будет держаться долгие годы и выглядеть как новое!
Замечания и предостережения:
1 ПОМНИТЕ! При окрашивании алюминия своими руками обязательно работайте в хорошо проветриваемом помещении и не забывайте о средствах индивидуальной защиты
2 Окраску алюминия нужно осуществлять в чистом и не пыльном помещении, в котором нет комаров и мух, так как они могут пристать к слою свежей краски
3 Имейте ввиду, что если верхний слой краски уже подсох, то это еще не значит, что краска высохла внутри.
Для полного высыхания требуется не менее 5 — 6 часов
ЕСЛИ ВАМ ПРИГОДИЛСЯ ЭТОТ МАТЕРИАЛ, ПОЖАЛУЙСТА, ОСТАВЬТЕ ОТЗЫВ. СПАСИБО!
Посетители этой страницы чаще всего выбирают в интернет-магазине:
stroitel12.ru
Анодирование алюминия в домашних условиях
Известно, что алюминий на открытом воздухе окисляется. Визуально это проявляется в виде потемнения поверхности, на которой образуется хрупкий слой окисла. Одним из недостатков этого слоя является его уязвимость к механическим воздействиям. Для защиты окисленной поверхности от истирания прибегают к методу под названием «анодировка алюминия». Об этом и пойдет речь далее.
Анодировка алюминия — что она дает?
Что происходит с алюминием после его анодирования с помощью соли и воды? Давайте перечислим все положительные стороны этой операции:
- поверхностный слой металла становится более прочным;
- визуально поверхность становится еще глаже, исчезают царапины, сколы и т.п.
- на детали из анодированного алюминия хорошо ложится краска;
- алюминиевое изделия после анодирования смотрится весьма презентабельно;
- становится возможным имитировать разные металлы, такие как серебро, золото или платину.
Плюсы и минусы твердого анодирования алюминия
Существует 2 основных способа анодирования алюминия в домашних условиях: теплый и холодный (твердый). Первый вариант более сложен и реализовать его у себя дома весьма проблематично. Зато холодный способ прекрасно зарекомендовал себя у домашних умельцев. Процессу присущи как положительные, так и отрицательные стороны. К однозначным плюсам можно отнести достижение защитной твердой пленки на поверхности металла, обладающей отличными прочностными показателями. Кроме этого, полученный слой дополнительно обладает отменной устойчивостью к коррозии.
Но имеется и заметный минус — изделие не поддается окраске органическими красителями. Краска мало того, что неравномерно покрывает изделие, так еще и не удерживается на ней. Компенсируется этот недостаток тем, что во время анодировки алюминий изменяет цвет и можно выбрать наиболее подходящий (от зеленоватого до кардинально серого).
Что требуется для анодирования алюминия своими руками?
Для проведения процедуры анодирования вам понадобятся следующие инструменты и материалы:
1. Ванночки из пластика (либо стеклянные) для получения раствора
2. Провода соединительные (только алюминиевые)
3. Источник электрического напряжения с +12 В на выходе
4. Амперметр
5. Если используется источник с большим выходным напряжением, для его понижения нужно подключить реостат
Этапы анодирования изделия
Процесс анодировки включает в себя несколько этапов. Перед тем, как приступить к описанию поэтапного анодирования у себя дома, полезно будет ознакомиться с основами промышленного варианта. В заводских условиях применяется раствор серной кислоты. В процессе химической реакции обильно выделяются газы. Они не только токсичны, но и взрывоопасны. Поэтому хорошей альтернативой можно считать другую технологию, пригодную для самостоятельного использования. О ней и пойдет разговор дальше.
1. Приготовление растворов
Холодное анодирование происходит с использованием 2-х растворов: солевого и содового. Готовить их нужно только на дистиллированной воде, предварительно подогретой до 40-50С. Раствора соды нужно приготовить в 9 раз больше, чем солевого. Поэтому заранее нужно позаботиться о вместительной емкости.
Сначала нужно налить в подготовленную емкость подогретую воду, а затем добавлять в нее соль. Раствор должен получиться однородным, поэтому его следует постоянно помешивать. В другую емкость с водой нужно добавить соду. Как только начнет образовываться осадок, полученные растворы процеживают. Желательно больше 2-х раз. На выходе должна получиться чистая и прозрачная жидкость. Для анодирования берется одна часть солевого раствора и 9 частей содового.
2. Подготовка алюминиевого изделия к анодированию
Поверхность изделия необходимо хорошо отшлифовать, а затем обезжирить (например, спиртом).
3. Как анодировать?
Изделия из алюминия (или несколько изделий) помещаются в емкость так им образом, чтобы они полностью погрузились в раствор. Кроме этого, заготовку нужно закрепить на проводах так, чтобы она не касалась стенок ванночки или её дна. К детали следует присоединить «плюс» источника напряжения, а в раствор окунуть «минус». Далее нужно подать ток и наблюдать за изменением цвета заготовки. Когда желаемой цветовой оттенок будет достигнут, подачу напряжения прекращают. Изделие вынимают и тщательно промывают под обильной струей проточной воды. Затем заготовку выдерживают какое-то время в растворе марганца и еще раз промывают. Если на поверхности алюминиевого изделия нет разводов и пятен, значит, все было сделано правильно.
4. Фиксация поверхностного слоя
Получившийся после процесса анодирования слой обладает большим количеством микрополостей. Их нужно закрыть. Для этого изделие следует прокипятить в дистиллированной воде в течение 30 минут
5. Лакировка и окраска
Деталь из алюминия погружается в емкость с лаком. Для окрашивания используется анилиновая краска (10%), которую тоже нужно налить в емкость с заготовкой. На этом процесс анодирования можно считать полностью завершенным.
alumiko.ru
Анодирование алюминия в домашних условиях
Алюминий до сих пор считается одним из лучших металлов для всевозможных поделок в домашних условиях. Его легко обрабатывать, он имеет небольшой вес, но при этом прочен, не ржавеет. Правда, есть у алюминия и свой минус – не очень красивый внешний вид. Краска держится на нем плохо, а неокрашенный алюминий со временем покрывается темными пятнами.
Бороться с этим эффектом можно при помощи анодирования. При этом алюминий покрывается тонким защитным слоем приятного светло-серого оттенка. Цвет можно и изменить, используя для этого те же самые анилиновые красители, которыми красят одежду. На заводах алюминий анодируют в двадцатипроцентном растворе серной кислоты. Понятно, что самостоятельно этого лучше не делать. Тем более, что существует простой и безопасный способ анодирования алюминия в домашних условиях – с помощью углекислого и хлористого натрия, то есть обычных соли и соды.
Возьмите две емкости из стекла или пластика, налейте в них дистиллированную воду. Для содового раствора нужно будет взять в девять раз больше воды, чем для солевого. Воду предварительно подогрейте. Сыпьте в воду соду и соль, каждую в свою емкость, пока они не перестанут растворяться. Размешивать растворы нужно полчаса, соль и соду досыпать понемногу.
Затем дайте постоять минут пятнадцать, перелейте в другую посуду, не взбалтывая осадка на дне, и тщательно процедите. Растворы должны быть полностью однородными, без осадка, иначе это повредит будущему покрытию.
Для анодирования алюминия в домашних условиях требуется алюминиевая ванна. Если ее нет, возьмите за основу пластиковую и покройте ее изнутри листовым алюминием. Это нужно для того, чтобы получить одинаковую плотность тока вокруг обрабатываемой детали. К ванне подведите алюминиевый же провод.
Предмет, который вы будете анодировать, нужно измерить и вычислить площадь его поверхности. Зашкурьте его самой мелкой наждачкой и протрите ацетоном, чтобы снять грязь и жир. В незаметном месте к предмету нужно прикрепить провод.
Влейте в ванну оба раствора и как следует их размешайте. Провод, идущий к ванне, подсоедините к “минусу” аккумуляторной батареи. Можно при анодировании алюминия в домашних условиях пользоваться и электрической сетью.
Предмет за провод подвесьте над ванной так, чтобы расстояние до дна и стенок составляло не менее 10 см. Провод же через амперметр подведите к “плюсу” батареи. Чтобы регулировать силу тока, подключите к цепи проволочный переменный резистор. На каждый см. кв. предмета нужно давать 10-20 миллиампер. Если ваш предмет, например, имеет площадь около ста квадратных сантиметров, нужно давать ток в один-два ампера.
Держать деталь в растворе под напряжением нужно час-полтора, пока она полностью не покроется серо-голубым налетом. Во время этого должны вырабатываться крошечные пузырьки газа. Затем ее можно вымыть под струей воды и протереть ваткой, смоченной в крепком марганцовом растворе, чтобы убрать побочные продукты реакции. Поверхность должна стать гладкой, светло-серой.
Снова помойте предмет и обсушите, залакируйте.
Related posts:
domashnih-usloviyah.ru
Анодирование алюминиевых деталей в домашних условиях. Гальваника

Алюминий по праву остается популярным материалом для домашнего мастера. Легкость, достаточная прочность, простота обработки, коррозионная стойкость — вот его основные достоинства. Единственные его недостатки — трудность окрашивания в домашних условиях и образование неравномерного налета в виде серых пятен.
Для защиты и окраски алюминия применяют анодирование (анодное оксидирование) — создание на поверхности алюминия тонкого и прочного поверхностного пассивного слоя, препятствующего дальнейшей коррозии металла. Анодированный алюминий имеет ровный светло-серый цвет. Эта же пленка легко окрашивается в любой цвет при помощи обычных анилиновых красителей. (Анилиновые красители применяются для окраски тканей).

В промышленных условиях анодирование проводят в 20% серной кислоте. Но в домашних условиях работать с ней крайне неудобно да и опасно.
К счастью, существует и другой способ анодирования — в растворе углекислого натрия (питьевая сода) и хлористого натрия ( пищевая соль).
Растворы готовят отдельно друг от друга. Для получения насыщенных растворов берут избыточное количество соды и соли, и растворяют их в чистой воде, желательно дистиллированной (продается в магазинах автозапчастей для заливки в аккумуляторы). Соду и соль растворяют в теплой воде, в течении получаса, постоянно перемешивая раствор. Раствора соды потребуется примерно в 9 раз больше, чем раствора соли. Растворы готовят в стеклянной или пластиковой посуде.
После того, как вещества перестанут растворяться, раствор отстаивают 10-15 минут, сливают с осадка нерастворенного вещества и фильтруют. Любая неоднородность в растворе может повлиять на равномерность покрытия алюминиевой детали.
Ванна для анодирования должна быть также алюминиевой. Если такой ванны нет, можно воспользоваться и пластиковой, но ее дно и желательно стенки необходимо покрыть листами алюминия. Можно вырезать из листа алюминия выкройку, как для коробки и согнуть импровизированную «ванну». Смысл этого — в обеспечении равной плотности тока при анодировании со всех сторон детали. К листу алюминия присоединяют провод (так же алюминиевый).
Деталь, предназначенную для анодирования, измеряют, с целью определить площадь ее поверхности, тщательно очищают мелкой наждачной шкуркой, обезжиривают ацетоном. К детали прикрепляют провод, в месте, которое не будет потом видно. Иногда специально для этого оставляют контактный лепесток, который удаляют после анодирования.
В ванну заливают 9 объемных частей раствора соды и одну часть раствора соли. Раствор тщательно перемешивают. Провод от ванны присоединяют к «минусу» свежезаряженной аккумуляторной батареи. (можно использовать и сетевой источник питания).
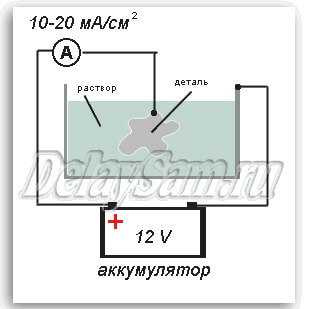
Деталь должна быть абсолютно чистой. Ее подвешивают в ванной при помощи присоединенного провода так, что бы минимальное расстояние до ванны было не менее 10-15 мм (включая дно). Провод от детали присоединяют через амперметр к «плюсу» аккумулятора. Ток для анодирования должен быть в пределах 10-20 мА на каждый квадратный сантиметр детали. Т.е. если деталь имеет площадь примерно 100 кв. см, то ток должен быть 1-2 ампера. Для его регулировки в цепь включают проволочный переменный резистор.
Процесс анодирования продолжается 1-1,5 часа. В процессе анодирования выделяются микроскопические пузырьки газа. Когда вся деталь покроется ровным серо-голубым налетом, процесс анодирования можно считать законченным. Деталь вынимают из раствора и промывают проточной водой. При помощи густого раствора марганцовки и тампона деталь очищают от продуктов химической реакции. После этого деталь становится гладкой, как бы матово-полированной светло-серого цвета.
Деталь еще раз промывают в проточной воде и высушивают. Затем ее покрывают бесцветным лаком или окрашивают с помощью анилиновых красителей в нужный цвет.
Для создания красящего раствора готовят 10% раствор анилинового красителя , нагревают его до 50-60 градусов и опускают в него деталь. Густоту окраски регулируют продолжительностью погружения детали. Обычно это от нескольких минут до получаса. После окраски деталь промывают, сушат и покрывают лаком.
mmoto.tk
Анодирование алюминия в домашних условиях
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.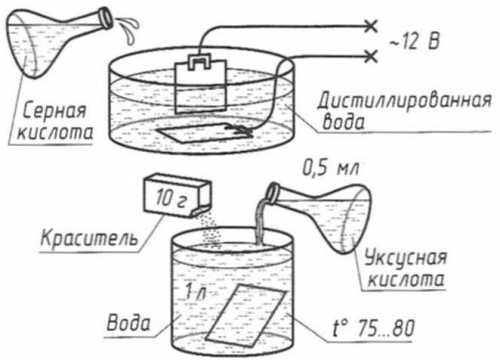
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса — распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.
Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.
После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
__________________________________________________Почитать еще:
sosedi-online.ru
Анодирование алюминия — процесс и технологии
Абсолютно каждый металл подвержен коррозии. Металлические изделия без надлежащей защиты от коррозии в скором времени портятся, приходят в негодность и требуют замены. Одним из способов защиты металлов от воздействия агрессивной среды является создание на его поверхности плотной и толстой оксидной пленки. Такая пленка образуется в процессе анодирования.
Анодированием называется процесс формирования оксидной пленки на поверхности металлов и их сплавов путем их анодной поляризации в проводящей среде. Целью анодирования является укрепление различных металлов, в том числе и алюминия. Однако стоит отметить, что анодирование алюминия используется не только с целью укрепления метала, оно также позволяет сгладить разнообразные неровности поверхности (например, сколы, царапины, вмятины и др.), повышает адгезивные качества металла (лакокрасочное покрытие существенно лучше ложится на оксидную пленку, чем на голый металл), улучшает внешний вид металла, а также придает ему разнообразные декоративные эффекты (например, имитация золота, серебра, жемчуга и т.д.).
Процесс анодирования состоит из трех частей:
- подготовительный этап;
- химическая обработка;
- закрепление.
Подготовительный этап предполагает механическую и электрохимическую обработку алюминия. Механическая обработка включает очистку металла, шлифование и обезжиривание. После этого изделие помещается в щелочной раствор для травления, после чего оно перекладывается в кислотный для осветления. На завершающей стадии подготовительного этапа осуществляется промывка поверхности изделия. При этом стоит отметить, что промывка производится обязательно несколько раз с целью полной очистки алюминия от кислотных веществ.
Во время химической обработки алюминия осуществляется обработка металла в электролите. В качестве электролитов могут быть использованы растворы разнообразных кислот (серная, хромовая, щавелевая, сульфосалициловая). Иногда в растворы может добавляться соль или органическая кислота. Самым распространенным электролитом выступает именно серная кислота. Стоит обратить внимание на то, что этот электролит используется только в случае обработки изделий простой формы. Для изделий, имеющих более сложную форму с небольшими отверстиями или зазорами, применяется чаще хромовая кислота.
То, насколько качественным в итоге получится анодированный алюминий, зависит от многих факторов, среди которых в обязательном порядке присутствуют концентрация, температурный режим, а также плотность тока. При воздействии высоких температур анодирование буде протекать существенно быстрее. Кроме этого, высокие температуры способствуют образованию мягкой и высокопористой пленки на поверхности изделия. В случае необходимости получения более твердого и прочного покрытия, анодирование проводится при более низких температурах. Таким образом, допустимые температурные режимы для анодирования находятся в диапазоне от 00С до +500С. Плотность тока при этом может находиться в пределах от 1 до 3 Ампер.

На последнем, закрепительном, этапе осуществляется закрытие пор, которые образовались на поверхности изделия во время анодирования. Закрытие пор осуществляется для того, чтобы поверхность приобрела достаточную прочность. Закрепление может осуществляться тремя способами:
- путем погружения изделия в горячую пресную воду;
- обработкой паром;
- размещением металла в так называемом «холодном растворе».
Стоит сказать, что если в дальнейшем будет производиться окрашивание поверхности, то данный этап не нужен, поскольку лакокрасочный материал заполнит имеющиеся поры естественным образом.
Кроме описанного выше способа, существуют также и другие способы анодирования. К ним можно отнести следующие:
- твердое;
- микродуговое;
- цветное.
В результате твердого анодирования на поверхности алюминия образуется прочная микропленка. Данная методика достаточно широко применяется в авиастроении, автомобилестроении, а также в строительстве. Суть данной технологии заключается в применении не одного конкретного, а сразу нескольких электролитов. Например, в одном процессе могут использоваться щавелевая, серная, лимонная, винная, а также борная кислота. Во время анодирования происходит плавное увеличение плотности тока, что приводит к изменениям в ячейках. Это, в свою очередь, способствует приобретению пленкой повышенной прочности.
|
Класс |
Толщина оксидного слоя |
Сфера применения |
|---|---|---|
|
5 |
Миним. 5 микрон |
Для внутреннего использования, без частой чистки (мытья) |
|
10 |
Миним. 10 микрон |
Для наружного применения в обычных атмосферных условиях, с периодическим техническим обслуживанием (чистка) |
|
15 |
Миним. 15 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий |
|
20 |
Миним. 20 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий (упрочненный слой) |
|
25 |
Миним. 25 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий (упрочненный слой) по специальным запросам некоторых рынков |
Микродуговым анодированием называется электрохимический процесс, при котором происходит окисление поверхности алюминия, при одновременном возникновении электрозарядных явлений между анодом и электролитом. В результате данной методики образуется покрытие, отличающееся достаточным качеством, а также которое имеет высокий уровень износостойкости и адгезии.
Цветное анодирование алюминия. Основной задачей данного метода является изменить цвет алюминиевой детали. Цветное анодирование можно осуществить четырьмя способами:
- окрашиванием методом адсорбции. Происходит путем погружения изделия в электролитную ванну. Кроме этого осуществление данного способа возможно путем погружения деталей в раствор с красящим веществом, которое предварительно разогретое до необходимой температуры;
- электролитическое окрашивание. Данный способ имеет еще одно название – черное анодирование. Осуществляется в два этапа. Первый предполагает получение бесцветной пленки, после чего металл погружается в кислый солевой раствор, в результате – метал приобретает различный цвет, который может разниться от черного до слабого бронзового оттенка. Именно черные тона алюминия очень популярны в строительной области;
- интерференционное окрашивание. Технология получения определенного цвета данным способом напоминает электролитическое окрашивание. Однако, при данном методе создается особый светоотражающий слой, придающий более разнообразные оттенки металлу;
- интегральное окрашивание. Данная технология заключается в смешивании электролита с органическими солями.
Декоративный анодированный алюминий применяется во многих сферах. Так, он используется при изготовлении литых, прессованных и штампованных алюминиевых изделий. Очень часто такой алюминий используется при создании декоративных мебельных деталей, также из него могут изготавливаться спортивный инвентарь, поручни и многое другое. Основным преимуществом использования декоративного анодированного алюминия в быту является то, что он не оставляет неприятных пятен серого цвета на одежде и теле человека.
Анодирование алюминия в домашних условиях
Этот процесс достаточно простой для самостоятельного проведения. Однако, следует соблюдать некоторые правила, чтобы процесс был безопасным и дал желаемый результат. В первую очередь, следует проводить анодирование в хорошо проветриваемом помещении, а лучше на открытом воздухе – улице или балконе. Это связано с тем, что при анодировании происходит выделение на аноде кислорода, а на катоде – водорода, в результате смешивания которых образуется гремучий газ, являющийся тем же динамитом. Поэтому, в помещении можно погибнуть от даже самой маленькой искры.
Стоит помнить, что работать придется с кислотой, которая является очень едким веществом. Даже не смотря на то, что она находится в достаточно сильно разбавленном виде и при попадании на кожу вызовет не более, чем зуд, все таки, следует обращаться с ней крайне осторожно, ведь при попадании кислоты в глаза или на другие слизистые оболочки можно получить серьезные травмы, требующие госпитализации. Поэтому, в целях своей личной безопасности следует пользоваться защитными очками, а также иметь поблизости ведро с слабым содовым раствором.
Перед тем, как начать проводить анодирование алюминия в домашних условиях, следует провести подготовительные работы, которые предполагают полировку изделия до зеркального блеска (желательно, на полировочном кругу). Это действие необходимо для того, чтобы удалить нежелательные дефекты, которые не замаскируются после анодирования, а также чтобы снизить вероятность «прогара» во время самого процесса.
Также подготовительный этап предполагает обезжиривание изделия с помощью стирального порошка, хозяйственного мыла и зубной щетки. Не следует в данном процессе использовать едкий натрий или калий, которые рекомендуются в заводских технологиях, так как при этом заметно портится чистота поверхности. После промывки следует детали высушить горячим воздухом.
За подготовительным этапом следует изготовление электролита. При осуществлении анодирования в домашних условиях используется в качестве электролита раствор в дистиллированной воде серной кислоты. При этом можно применять обычную воду из-под крана. Однако, если есть возможность, то лучше приобрести дистиллированную воду.
Приобрести все необходимые ингредиенты достаточно просто – нужно всего лишь зайти в любой автомагазин, где всегда есть и дистиллированная вода, и серная кислота. Однако, кислота продается под названием «Электролит для свинцового аккумулятора», и имеет разбавленный вид в пропорции 1,27 грамм на 1 см кубический. Приобрев данный электролит, следует осуществить его смешивание с водой в пропорции 1:1. Таким образом, взяв обычную канистру, наполненную электролитом, объемом в 5 литров, после смешивания на выходе получится 10 литров раствора для анодирования. Мелкие детали вполне с легкостью можно анодировать в данном количестве раствора, а вот для более крупных деталей придется данное количество удвоить.
Стоит помнить о том, что во время смешивания воды и кислоты происходит сильная химическая реакция, в результате которой выделяется огромное количество тепла, поэтому, при неаккуратном смешивании этих двух компонентов можно получить травму в виде брызг в лицо. Именно в связи с этим следует использовать защитную экипировку, а также вливать электролит в воду тонкой и аккуратной струйкой. При этом следует непрерывно помешивать раствор стеклянной палочкой.
Также необходимо подготовить и соответствующее оборудование. Понадобится несколько емкостей – для мелких деталей, недлинных и длинных. Емкости обязательно должны быть алюминиевыми.
Также ванна должно иметь хорошую теплоизоляцию корпуса, или же электролит будет слишком быстро нагреваться в ней, что привет к необходимости в его частой замене. Наиболее простым решением в вопросе теплоизоляции ванны является ее оклеивание слоем пенопласта толщиной 2-4 см. Также подойдет вариант поместить ванну в коробку и пространство между ванной и коробкой задуть строительной пеной.
После этого необходимо изготовить для ванны свинцовый катод. Для этого подойдет обычный листовой свинец, который можно снять с толстых электрокабелей. Площадь катода должна вдвое превышать площадь поверхности обрабатываемого изделия. Обязательно в катодной пластине необходимо проделать отверстия для того, чтобы осуществлялся выход газа.

Следующим этапом является сам режим обработки. В процессе анодирования оптимальной температурой является -10 — +10 0С. Если температуру увеличить за +100, то в результате получится очень тонкий, нетвердый и бесцветный защитный слой. Не смотря на то, что допустимой является температура +10, все таки, рекомендуется прекращать анодирование уже при +50С. При анодировании следует беспрерывно перемешивать электролит, чтобы выровнять температуру на поверхности изделия из алюминия. В противном случае на детали появятся участки местного перегрева, которые в дальнейшем станут причиной появления пробоев и растрава детали.
При анодировании следует удерживать плотность тока на уровне 1,6 – 4 Ампер на дм2. Именно благодаря правильно созданным условиям на поверхности изделия образуется красивый, окрашенный и плотный защитный анодный слой. В свою очередь, катодная плотность должна быть низкой.
После проведения всех подготовительных процессов можно начинать сам процесс анодирования. Для этого необходимо в ванну залить электролит. При этом на выходе имеется блок питания с током. Чтобы иметь возможность регулировать силу тока, к цепи при анодировании алюминия следует подключить проволочных переменный резистор. В емкости присутствуют два предмета – это свинцовый катод в виде пластины и анод, т.е. обрабатываемое изделие. Во время подачи на них тока выделяется кислород и растет анодный защитный слой.
Про качественный электрический контакт между свинцом и деталью будут свидетельствовать медленно поднимающиеся по всей поверхности изделия микропузырьки. Продолжительность процесса анодирования необходимо контролировать по окрасу изделия. Как правило, мелкие детали окрашиваются быстрее. При этом, поверхность должна быть гладкой, блестящей и светло-серой.
После приобретения деталью необходимого оттенка, а также рыхлого защитного слоя, следует произвести фиксацию этого слоя. Это необходимо, так как покрытие на микроуровне имеет пористую структуру, которая не может препятствовать воздуху и воде. Такой слой является отличной защитой металла от механических повреждений, однако не защищает от химического воздействия.
| Показатель |
Анодированный алюминий |
Нержавеющая сталь |
|---|---|---|
|
Стойкость к коррозии |
Отлично |
Отлично |
|
Стойкость к загрязнению |
Отлично,не сохраняет на себе загрязнения или отпечатки пальцев |
Удовлетворительно, в целом, сохраняет на себе отпечатки пальцев и загрязнения, нуждается в регулярной чистке |
|
Вес |
Легкий |
В три раза тяжелее алюминия |
|
Стойкость к механическим повреждениям |
Отлично, при правильном обращении |
Отлично |
|
Вторичная переработка |
Отлично, без потери качественных характеристик |
Ограничена |
|
|
||
|
Показатель |
Анодированный алюминий |
Окрашенный алюминий |
|
Стойкость к коррозии |
Отлично,качественные характеристики сохраняются длительное время: возможность точечной коррозии |
Возможность нитевидной коррозии при неправильной предварительной обработке |
|
Качество основы металла |
Всегда высокое |
Переменное |
|
Долговечность поверхности |
Отлично |
Варьируется в зависимости от типа покрытия |
|
Экологичность |
100% вторично перерабатываемый |
Не полностью перерабатываемый |
|
Стойкость к истиранию |
Отлично |
Варьируется в зависимости от типа покрытия |
|
Цветовая гамма |
Ограниченная (для наружного применения) |
Широкая |
|
Металлический эффект поверхности |
Отлично,как на ощупь так и визуально |
Только для некоторых типов отделки |
|
Стоимость |
Конкурентная цена |
Цена всегда выше, чем на анодированный алюминий. Варьируется в зависимости от качества основы металла, качества типа покрытия. |
mining-prom.ru
Как анодировать алюминий в домашних условиях — Elfterra.ru
Алюминий по праву остается популярным материалом для домашнего мастера. Легкость, достаточная прочность, простота обработки, коррозионная стойкость — вот его основные достоинства. Единственные его недостатки — трудность окрашивания в домашних условиях и образование неравномерного налета в виде серых пятен.
Для защиты и окраски алюминия применяют анодирование (анодное оксидирование) — создание на поверхности алюминия тонкого и прочного поверхностного пассивного слоя, препятствующего дальнейшей коррозии металла. Анодированный алюминий имеет ровный светло-серый цвет. Эта же пленка легко окрашивается в любой цвет при помощи обычных анилиновых красителей. (Анилиновые красители применяются для окраски тканей).
В промышленных условиях анодирование проводят в 20% серной кислоте. Но в домашних условиях работать с ней крайне неудобно да и опасно.
К счастью, существует и другой способ анодирования — в растворе углекислого натрия (питьевая сода) и хлористого натрия ( пищевая соль).
Растворы готовят отдельно друг от друга. Для получения насыщенных растворов берут избыточное количество соды и соли, и растворяют их в чистой воде, желательно дистиллированной (продается в магазинах автозапчастей для заливки в аккумуляторы). Соду и соль растворяют в теплой воде, в течении получаса, постоянно перемешивая раствор. Раствора соды потребуется примерно в 9 раз больше, чем раствора соли. Растворы готовят в стеклянной или пластиковой посуде.
После того, как вещества перестанут растворяться, раствор отстаивают 10-15 минут, сливают с осадка нерастворенного вещества и фильтруют. Любая неоднородность в растворе может повлиять на равномерность покрытия алюминиевой детали.
Ванна для анодирования должна быть также алюминиевой. Если такой ванны нет, можно воспользоваться и пластиковой, но ее дно и желательно стенки необходимо покрыть листами алюминия. Можно вырезать из листа алюминия выкройку, как для коробки и согнуть импровизированную «ванну». Смысл этого — в обеспечении равной плотности тока при анодировании со всех сторон детали. К листу алюминия присоединяют провод (так же алюминиевый).
Деталь, предназначенную для анодирования, измеряют, с целью определить площадь ее поверхности, тщательно очищают мелкой наждачной шкуркой, обезжиривают ацетоном. К детали прикрепляют провод, в месте, которое не будет потом видно. Иногда специально для этого оставляют контактный лепесток, который удаляют после анодирования.
В ванну заливают 9 объемных частей раствора соды и одну часть раствора соли. Раствор тщательно перемешивают. Провод от ванны присоединяют к «минусу» свежезаряженной аккумуляторной батареи. (можно использовать и сетевой источник питания).
Деталь должна быть абсолютно чистой. Ее подвешивают в ванной при помощи присоединенного провода так, что бы минимальное расстояние до ванны было не менее 10-15 мм (включая дно). Провод от детали присоединяют через амперметр к «плюсу» аккумулятора. Ток для анодирования должен быть в пределах 10-20 мА на каждый квадратный сантиметр детали. Т.е. если деталь имеет площадь примерно 100 кв. см, то ток должен быть 1-2 ампера. Для его регулировки в цепь включают проволочный переменный резистор.
Процесс анодирования продолжается 1-1,5 часа. В процессе анодирования выделяются микроскопические пузырьки газа. Когда вся деталь покроется ровным серо-голубым налетом, процесс анодирования можно считать законченным. Деталь вынимают из раствора и промывают проточной водой. При помощи густого раствора марганцовки и тампона деталь очищают от продуктов химической реакции. После этого деталь становится гладкой, как бы матово-полированной светло-серого цвета.
Деталь еще раз промывают в проточной воде и высушивают. Затем ее покрывают бесцветным лаком или окрашивают с помощью анилиновых красителей в нужный цвет.
Для создания красящего раствора готовят 10% раствор анилинового красителя , нагревают его до 50-60 градусов и опускают в него деталь. Густоту окраски регулируют продолжительностью погружения детали. Обычно это от нескольких минут до получаса. После окраски деталь промывают, сушат и покрывают лаком.
Новые статьи:
Дачное строительство и благоустройство
Тротуарная плитка становится все более популярной. Теперь нередко можно увидеть эффектно вымощенные дорожки в городской .
[mg1:top] Хозяева квартир при выполнении ремонта ванной комнаты или санузла ставят перед собой вопрос, как замаскироват.
Построить теплицу своими руками или купить уже готовый комплект? Этим вопросом задается каждый дачник. Казалось бы, сдел.
Приборов в доме все больше и больше, и несмотря на заверения их производителей о их экономичности, счета за электричеств.
Дачное строительство и благоустройство
Дефлектор — это устройство, которое улучшает тягу в трубе. Делает это он за счет того, что в результате обтекания .
Внимание! Представленный на сайте материал предназначен исключительно для частного просмотра. Авторские права и права использования защищены Законами РФ. Использование всех материалов сайта в любых коммерческих целях без согласования с правообладателями запрещено и будет преследоваться по Закону. Запрещено копирования материалов этого сайта на WEB-страницы с рекламой, в печатные издания с рекламой, в любые платные печатные издания и другое коммерческое использование, с целью получения любой коммерческой выгоды от скопированного материала (как то контекстная реклама, использование описаний, отзывов и т.д.). В противном случае вы будете подвергнуты преследованию по Законам РФ, без предварительного уведомления и переговоров.
По вопросам использования материалов и размещения рекламы обращайтесь к администрации сайта .
Содержание статьи:
Внешняя обработка металлических сплавов широко применяется в различных сферах с целью обеспечения декоративных и защитных свойств. Анодирование (анодное окисление или оксидирование) также позволяет наделять конструкции и детали особыми эстетическими или технико-эксплуатационными качествами путем образования пленочного покрытия. Обычно такие процессы организуются на производствах и в строительной сфере, но и в быту возможно упрощенное анодирование алюминия. В домашних условиях данный процесс организуется с помощью доступных химических материалов и соответствующей технической оснастки.

Процесс анодирования состоит из нескольких технологических этапов, среди которых механическая и химическая подготовка, непосредственно создание покрытия и при необходимости – коррекция и доработка изделия. Первичная механическая обработка выполняется с целью ликвидации царапин, рисок, вмятин и других дефектов на поверхности, которые не позволят качественно выполнить операцию. В частности, цветное анодирование алюминия требует обеспечения максимальной гладкости поверхностей заготовки, что позволит ей придать естественный блеск с отливом. Обработка производится путем шлифования и полировки, но от крупных абразивов стоит отказаться. Оптимальным вариантом станут фетровые и войлочные круги. Уже на этом этапе можно предусмотреть элементы химической подготовки – например, в качестве полировочных паст задействуется венская известь или та же окись алюминия. Иногда производится и химическая электрополировка на специальном оборудовании.
Что касается прямой химической подготовки, то она выполняется посредством операций обезжиривания, травления и осветления. Уже в процессе анодирования может производиться окрашивание или уплотнение. Опять же, в бытовой сфере данный метод обработки чаще используется для декоративного изменения цвета. Анодирование алюминия позволяет наделять заготовку светло-серым, черным, красным, синим и другими оттенками. Отдельную категорию палитры занимают имитирующие цвета – например, с эффектом старения или «под бронзу».

В домашних условиях, как уже говорилось, в силу ограничения доступности химических материалов приходится использовать упрощенные методы организации процесса. Главным образом компромисс приходится на этап подготовки электролита. Чаще всего домашние умельцы применяют для таких целей раствор серной кислоты, разбавленной в дистиллированной воде. Можно ограничиться и водой из крана, но цветное анодирование алюминия в этом случае может получиться некачественным – в частности, с явными признаками неравномерности покрытия. Только дистиллированная жидкость позволит обеспечить распределение оптимальной плотности токов по всей поверхности детали.
Серную же кислоту можно приобрести в автомагазинах. Она продается открыто для заправки аккумуляторных блоков электролитической смесью. Приобретать следует составы для свинцовых батарей, которые реализуются в разбавленном состоянии с плотностью порядка 1,27 грамма на 1 м3. Смешивать такую кислоту с дистиллированной водой нужно в соотношении 1:1. То есть при подготовке электролита с заполнением 10-литровой ванны потребуется канистра серной кислоты объемом 5 л и столько же чистой воды. И уже на этапе разбавления двух компонентов стоит учитывать технику безопасности, с которой выполняется анодирование алюминия. В домашних условиях без специальной защиты можно получить ожоги в процессе смешивания воды и серной кислоты. Резкое добавление жидкости в агрессивную среду спровоцирует кипение с выбросом брызг. Поэтому важно организовать добавление воды в кислоту таким образом, чтобы вода лилась медленно и тонкой струйкой.

Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.

Перед началом процесса анодирования деталь должна быть прочно зафиксирована на подвесных приспособлениях для более плотного электрического контакта. В качестве подвесных устройств рекомендуется использовать алюминиевые конструкции или сплавы на основе титана с дюралем. Само крепление может производиться с помощью винтовых или пружинных зажимных механизмов. Для дополнительной страховки нередко применяют и алюминиевую тугую проволоку. Участки конструкции, которые не будут участвовать в контакте, необходимо изолировать. Это можно сделать или посредством ленты из полиэтилена, или с помощью кислотостойкого лака. Второй метод требует дополнительной осторожности, поскольку цветное анодирование алюминия в домашних условиях предусматривает максимальное исключение факторов стороннего влияния на поверхности заготовки. То есть обработка лаком должна быть произведена заблаговременно с полным просыханием поверхности. Также следует учитывать, что неплотный контакт подвесной системы с целевым материалом может вызвать перегрев последнего. Данный эффект, в свою очередь, приведет к разрушению оксидного покрытия и снижению прочности нанесенной пленки.
Оптимальный температурный режим для оксидирования находится в диапазоне от -10 до 10 °C. Выход за эти пределы предполагает определенные риски с точки зрения получения качественного цветного покрытия. Так, низкая температура не позволит домашней электротехнической системе поддерживать достаточную для обработки силу тока. И напротив, увеличение теплоты даст возможность сформироваться плотному слою, но пленка может получиться не столь выразительной в своем оттенке. Впрочем, анодирование алюминия в домашних условиях в черный или светло-серый цвета вполне может выполняться и в повышенном термо-режиме. Другое дело, что уже механическое состояние поверхностной структуры заготовки будет отличаться на разных участках. Это происходит из-за того, что имеет место неравномерность распределения тепла по всему объему электролита. Уделять внимание также следует и плотности тока на аноде. Рекомендуется поддерживать величину в пределах 1,6 — 4 Ампер на 1 дм 2 . При такой подаче тока можно получить плотно окрашенный долговечный защитный слой. Понижение этого показателя обеспечит тонкий слой, а повышение будет способствовать растравлению изделия.

К моменту начала процесса должна быть подготовлена емкость, катод с блоком питания, целевая деталь, подвесная конструкция и электролитическая смесь. Для регулировки силы тока необходимо подключить к электротехнической цепи переменный резистор. В емкости должны находиться два объекта – подготовленный катод из свинца и заготовка. При подаче тока начнется процесс выделения кислорода и деталь будет получать прирост защитного слоя. Об эффективности реакции можно судить по интенсивности выделения микропузырьков кислорода, которые будут медленно отходить от поверхности заготовки. Что касается времени обработки, то стандартная технология анодирования алюминия для небольших элементов предусматривает 20-30 мин. Крупные заготовки обрабатываются в течение 30-60 мин. Когда деталь обретет темно-матовый цвет, ее можно погрузить в раствор с анилиновым красителем с нужным оттенком. На окрашивание отводится еще в среднем 15-20 мин.
Когда деталь обретет необходимый цвет, новый слой на поверхности нужно будет зафиксировать. Потребность дополнительного укрепления обусловлена тем, что анодированное покрытие имеет пористую структуру, легко проницаемую для воды и воздуха. Поэтому сразу после окрашивания следует обеспечить закрытие микропор. Простейший метод для достижения этого эффекта заключается в процессе варки в дистиллированной кипящей воде. На эту процедуру следует отводить порядка 30-40 мин. Но если процесс анодирования алюминия осуществлялся при низком температурном режиме, то лучше от этого способа отказаться в пользу паровой бани. Деталь удерживается под интенсивным воздействием парогенератора также на протяжении 30 мин, после чего промывается и сушится.

В данном случае был рассмотрен простейший метод оксидирования сернокислотным электролитом. Но если требуется получить более качественное покрытие, то можно воспользоваться и технологией анодирования алюминия в сульфосалициловой кислоте, которая образует тонкие, но плотные слои покрытия. Это обусловлено тем, что электролит оказывает минимальное воздействие на металл с точки зрения его растворимости. Но и данный эффект при необходимости можно восполнить, добавив в активную смесь ту же серную или щавелевую кислоту. Распространена и обработка в двухкомпонентных сульфосалицилатных средах. Она, напротив, благодаря медленному повышению температуры анода позволяет при сохранении небольшой силы тока наращивать толстые и прочные покрытия.
В качестве альтернативы можно предложить и так называемый метод холодного оксидирования. В этом случае процесс происходит в условиях температуры ниже нуля. Уже отмечались риски при использовании пограничных температурных значений, но этот вариант себя оправдывает, когда нужно получить не декоративное, а защитное основание на поверхности. Иными словами, холодное анодирование алюминия при температурном режиме порядка -10 °C не позволит обеспечить детали выраженный декоративный оттенок, но зато сделает прочнее ее наружную структуру. Но, опять же, этот метод потребует использования электротехнического оборудования, которое сможет стабильно поддерживать ток под напряжением более 12В.
Как уже отмечалось, особые требования безопасности следует соблюдать в операциях с электролитом. Желательно работать в перчатках и защитных очках. Рабочая воздушная среда при этом тоже будет представлять опасность, поэтому организовывать процесс следует в помещении с активной приточно-вытяжной системой вентиляции. Все емкости с взрывоопасными и горючими смесями должны быть удалены от ванны и электротехнического оборудования, обеспечивающего процесс анодирования алюминия. В домашних условиях также имеет смысл проводить операцию с наличием ручных средств огнетушения. Отдельное внимание уделяется и последующей чистке оборудования. Емкость и вспомогательную оснастку следует промыть в специальных растворах, а остатки электролита утилизировать.
Оксидирование металлов кислотами в основном используется как обрабатывающая процедура в производственных условиях. Но в последнее время к ней все чаще присматриваются и простые обыватели. Для чего же может потребоваться в бытовой сфере такое покрытие? Анодирование алюминия позволяет изменять эстетические качества материала, но в большинстве случаев технологию используют с практическими целями защиты. Качественный оксидированный слой на поверхности металла позволяет минимизировать процессы коррозии. В случае с алюминием это могут быть детали автомобилей, инженерной техники, листы кровельных покрытий и элементы других строительных конструкций. Существуют и менее сложные способы подобной защиты, но электрохимическая обработка путем анодирования обеспечивает повышенную степень предохранения структуры металла от внешних воздействий.
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
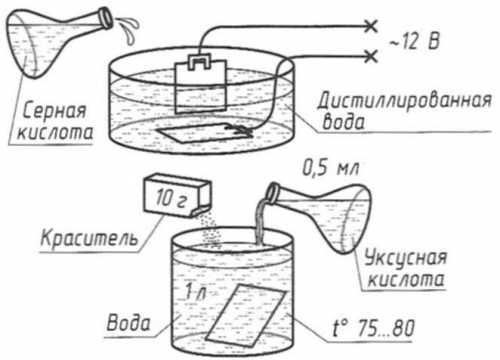
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.

Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса — распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.

Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.

Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.

После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.

Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Круто
Воистину Акбар!
Спасибо автору! Хорошая статья!
Алах пидор
© Строительный портал StrPort 2011-2016. Статьи о ремонте, строительстве, стройматериалах.
Копирование информации с сайта возможно только с разрешения редакции или с указанием прямой ссылки на первоисточник. Юридическое обоснование
elfterra.ru