Литейные алюминиевые сплавы с цинком и магнием
Алюминиевые сплавы бывают деформируемыми и литейными. Исходные слитки деформируемых сплавов подвергают обработке методами обработки металлов давлением — прокатки, прессования (экструзии) или ковки.
И деформируемые, и литейные алюминиевые сплавы имеют, в принципе, одни и те же легирующие элементы. Однако в деформируемых сплавах их содержание намного меньше, чем в литейных. Основными легирующими элементами являются магний, медь, кремний и цинк. Другие легирующие элементы — вспомогательные и модифицирующие — применяют для улучшения физических и механических свойств отливок из литейных алюминиевых сплавов.
Литейные сплавы алюминий-цинк-магний
Алюминиевые литейные сплавы, легированные цинком и магнием, термически упрочняются в процессе обычного вылеживания, то есть естественного старенения. При этом максимальная прочность достигается через 20-30 суток после разливки и при выдержке при комнатной температуре. Это процесс упрочнения может быть ускорен искусственным старением.
Алюминиевые литейные сплавы серии 7хх.х
По американской классификации эти сплавы относятся к серии 7хх.х. Они имеют прочностные свойства от средних до высоких. Путем отжига обеспечивается хорошая стабильность размеров. Эвтектическая точка сплавов этой группы является высокой, что благоприятно для деталей, которые подвергаются пайке. Эти сплавы имеют хорошую механическую обрабатываемость. Для них характерна высокая коррозионная стойкость при некоторой склонности к коррозии под напряжением. Их не рекомендуют для применения при повышенных температурах. Прочностные свойства этих сплавов повышаются при комнатной в течение нескольких недель после разливки в результате упрочнения по механизму выделения вторичной фазы. Этот процесс продолжается и после нескольких недель, но уже с уменьшающейся скоростью. К сплавам 707.0, 771.0 и 772.0 могут применяться термические обработки типа Т6 и Т7.
Литейные свойства
Литейные свойства литейных алюминиевых сплавов системы алюминий-цинк-магний весьма посредственные. Поэтому для получения хороших отливок требуется жесткий контроль условий затвердевания. Чтобы предотвратить усадочные дефекты применяют охлаждение с умеренными и высокими температурными градиентами. Чаще для этих сплавов применяют литье в песчаные формы, а при литье в постоянные формы можно столкнуться со значительными трудностями.
Литейный алюминиевый сплав 771.0
Химический состав
Формула сплава: 7Zn-0,9Mg-0,13Cr
Химический состав:
- медь: 0,10 % макс.;
- магний: 0,8-1,0 %;
- марганец: 0,10 % макс.;
- кремний: 0,15 % макс.;
- железо: 0,15 % макс.;
- хром: 0,06-0,20 %;
- цинк: 6,5-7,5 %;
- олово: 3,5 % макс.;
- титан: 0,10-0,20 %;
- другие: 0,05 % каждого, 0,15 % в сумме макс.;
- алюминий: остальное.
Свойства: механические и физические
Типичные механические свойства (Т5):
- прочность на растяжение: 290 МПа;
- предел текучести: 260 МПа;
- относительное удлинение: 1,5 %;
- модуль упругости: 71,0 ГПа.
Физические свойства:
- плотность: 2,823 г/см3;
- температура ликвидус: 645 ºС;
- температура солидус: 605 ºС.
Термическая обработка
Этот сплав можно термически обрабатывать на состояния Т2, Т5, Т51, Т52 и Т71
Термическая обработка на состояние Т5:
- выдержка при 180 ºС в течение 3-5 часов;
- охлаждение вне печи на спокойном воздухе.
Термическая обработка на состояние Т51:
- выдержка при 205 ºС в течение 6 часов;
- охлаждение вне печи на спокойном воздухе.
Термическая обработка на состояние Т6:
- выдержка при 580-595 ºС в течение 6 часов;
- охлаждение вне печи на спокойном воздухе до комнатной температуры;
- старение путем выдержки в течение 3 часов при температуре 130 ºС;
- охлаждение на спокойном воздухе.
Механическая обработка
Сплав 771.0 в состоянии Т5 имеет хорошую стабильность и обрабатываемость резанием. Его можно фрезеровать в 5 раз быстрее, а сверлить в 2 раза быстрее, чем такие сплавы как 356.0 и 319.0.
Сварка
Может свариваться газовой дуговой сваркой вольфрамовым или металлическим электродом с применением алюминиевого сварочного сплава 5356. В зависимости от термического состояния отливки после сварки может возникнуть необходимость специальной термической обработки.
В состоянии Т5 сварку не производят. Для последующей сварки производят термическую обработку на состояние Т51.
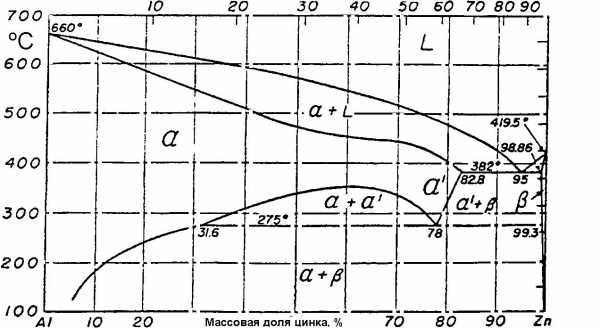 Фазовая диаграмма алюминий-цинк
Фазовая диаграмма алюминий-цинк
Источник: Aluminum and Aluminum Alloys, ASM International, 1996
Цинк-алюминиевые сплавы
Назначение и описание
Цинк-алюминиевые сплавы производятся по ТУ 1721-025-00194286-2015.
Цинк-алюминиевые сплавы используются для горячего оцинкования стальной полосы.
Химический состав*
|
Массовая доля, % |
Марка цинк — алюминиевого сплава | |||
| ЦА0 | ЦА03 | ЦА04 | ЦА10 | |
| Цинк | Остальное | Остальное | Остальное | Остальное |
| Алюминий | - | от 0,25 до 0,35 | от 0,36 до 0,45 | от 9,5 до 10 |
| Свинец | от 0,1 до 0,2 | от 0,1 до 0,2 | от 0,1 до 0,2 | от 0,1 до 0,2 |
| Железо | 0,01 | 0,01 | 0,01 | 0,018 |
| Кадмий | 0,01 | 0,01 | 0,01 | 0,01 |
| Медь | 0,002 | 0,002 | 0,002 | 0,002 |
| Олово | 0,001 | 0,001 | 0,001 | 0,001 |
| Мышьяк | 0,0005 | 0,0005 | 0,0005 | 0,0005 |
* Содержание алюминия, свинца, кадмия или отдельных примесей в сплаве может быть изменено по требованию потребителя. При этом содержание цинка, соответствующее определенной марке сплава, должно быть увеличено (уменьшено) на величину содержания легирующих компонентов или примесей.
Упаковка и транспортировка
Цинк-алюминиевые сплавы ЦА0, ЦА03, ЦА04 выпускаются в виде блоков массой до 1500 кг, сплавы ЦА0, ЦА10 – в виде чушек массой 19-25 кг. Допускаемые отклонения по массе блоков и упаковка по ГОСТ 3640.
Транспортируется всеми видами крытых транспортных средств.
Гарантийный срок хранения
15 лет с момента изготовления.
По вопросам приобретения продукции:
- Начальник отдела сбыта ООО «УГМК-Холдинг» Козлов Тарас Геннадьевич +7(34368)9-69-18
- Начальник коммерческого отдела ПАО «ЧЦЗ» Печёнкин Александр Михайлович +7(351)799-00-20
Порядок приёма заявок
ugmk.com
Алюминиево-цинковый сплав — Большая Энциклопедия Нефти и Газа, статья, страница 1
Алюминиево-цинковый сплав
Cтраница 1
Алюминиево-цинковый сплав имеет хорошие литейные свойства, хорошее сопротивление истиранию, легко обрабатывается и имеет при переплавке небольшие потери. Небольшая шероховатость на поверхности штампа не отражается на качестве поверхности отштампованных деталей, что особенно ценно при штамповке облицовочных деталей автомобилей и самолетов. [1]
Конструкция вытяжного штампа из алюминиево-цинкового сплава а прессе двойного действия аналогична конструкции чугунного штампа, за исключением направляющего устройства пуансона. В чугунных штампах направление пуансону обеспечивается закаленными планками, укрепленными на самом пуансоне и на стенках прижима; в алюминиево-цинковых штампах такие планки а пуансоне и а прижиме отсутствуют. Плиты пуансона и матрицы отливают из чугуна, так как обработка их не вызывает затруднений и не является трудоемкой операцией. [2]
Стойкость штампов, отлитых из алюминиево-цинкового сплава
, вполне удовлетворительная ( примерно 5000 — 6000 шт. Вследствие невысокой твердости штампов царапины на поверхностях отштампованных деталей не появляются даже и в тех случаях, когда трущиеся поверхности штампов обработаны недостаточно тщательно. Зто обстоятельство особенно ценно при штамповке облицовочных деталей автомобилей. [3]При изготовлении мелких серий деталей возможно использование матриц из алюминиево-цинковых сплавов ( например, АЦ-13) и некоторых легкоплавких сплавов [62], так как их стойкость по сравнению со штамповкой на падающих молотах существенно повышается из-за равномерного приложения давления по всей поверхности штампа. [4]
Основанием ( каркасом) штампа здесь служит конструкция из алюминиево-цинкового сплава; поверхность ее заливается термоустойчивой, не дающей усадки, феноловой смолой. [5]
Магнитопровод состоит из Ш — образного сердечника и замыкающего ярма, залитых с одной стороны алюминиево-цинковым сплавом, в который заложены охлаждающие трубки. Первичная обмотка выполнена в виде секций ( галет) из 6 витков полого медного проводника с термостойкой изоляцией. Заливка образует незамкнутый виток, служащий вторичной обмоткой. [8]
Алюминиево-цинковый сплав, применяемый для вытяжных и формовочных штампов в автомобильной и авиационной промышленности, содержит. [9]
За рубежом ( в США) для этой цели применяется сплав кирксайт А и В, состоящий из 3 5 — 4 5 % А1, 2 5 — 3 7 % Си, 1 25 % Mg; ae 22 — — ч — 28 кГ / лш2 ( 220 — 280 Мн / м2), 8 3 %; температура плавления 365 — 390 С. Алюминиево-цинковый сплав имеет хорошие литейные качества, хорошее сопротивление истиранию, легко обрабатывается и имеет при переплавке небольшие потери. В этих штампах верхние и нижние плиты отливают из чугуна, а рабочие части ( пуансон и матрицу) из приведенных выше сплавов. Стойкость их составляет 5000 — 6000 шт. [10]
Менее сложней Деталь получается обтяжкой главным образом за счет продольного растяжения материала. Болваны, применяемые для обтяжки деталей из плоских заготовок, изготовляются из алюминиево-цинковых сплавов, а также и из сборных деревянных брусков твердой породы; направление волокон древесины должно быть вертикальным. Для увеличения стойкости деревянных болванов иногда поверх них накладывают металлический лист, соответствующий внутреннему профилю готовой детали. [11]
При использовании канатов в качестве инвентарных элементов их крепят муфтами ( стаканами), в которых заделывают концы каната. На конец каната надевают муфту ( рис. 5), затем конец расплетают. Загибают отдельные проволоки и расплетенный конец каната заливают в стакане муфты расплавленным баббитом или специальным алюминиево-цинковым сплавом. [12]
Он имеет магнитопровод броневого типа из стали Э44 толщиной 0 2 мм. Состоит из Т — образного сердечника и замыкающего П — образного ярма. Магнитопровод залит алюминиево-цинковым сплавом, в который заложены трубки охлаждения. Трубки имеют размер 8х X, 12 мм, что значительно облегчает эксплуатацию. Первичная обмотка многовитковая, дисковая. Ее витки выполнены из трубки, изолированной термостойкой изоляцией. Каждая секция-залита алюминием; заливка образует один незамкнутый вторичный виток овальной формы. Для отвода тепла от вторичной обмотки в алюминий заложены трубки охлаждения из нержавеющей стали. Выводы первичной обмотки залиты эпоксидным компаундом. Изменение & тпроизводится переключением числа витков первичной обмотки и параллельно-последовательным включением галет на вторичной стороне. [14]
Твердые припои могут быть изготовлены в виде прутков, тонких листов и гранул. Если позволяет метод нагрева детали при паянии и характер соединения, применяются кольца или прокладка из материала припоя. Это обеспечивает более равномерное распределение припоя и более экономичное использование его. Размеры проволоки в зависимости от площади соединения берутся обычно от 0 4 до 1 5 мм, фольга делается толщиной 0 05 — 0 1 мм. Для пайки алюминия, которая обычно затруднена из — за прочной окисной пленки, применяют алюминиево-цинковые сплавы. Пайка производится специальными ультразвуковыми паяльниками. Ультразвуковые колебания легко разрушают Окисную пленку. [15]
Страницы: 1 2
www.ngpedia.ru
Как отличить цинк от алюминия
Отличить алюминий от других металлов легко благодаря его легкости. Металл относится к широко распространенным, востребован в промышленной и пищевой промышленности. Отличить цинк от алюминия самостоятельно не составит труда. Для этого достаточно владеть необходимыми знаниями и методиками. Предлагаем ознакомиться с ними подробнее.

Как отличить цинк от алюминия?
Альтернативными вариантами, позволяющими ответить на вопрос как отличить цинк от алюминия, доступными в домашних условиях, являются следующие.
- Распознавание по физико-химическим характеристикам
Минимальных школьных знаний достаточно для определения состава и разновидности элемента. Алюминий имеет серебристый оттенок, малый вес, гибкий. Цинк имеет голубоватый оттенок, тяжелей предыдущего материала, при обычных условиях не гнется. Хрупкий, быстро ломается.
- Определение по параметрам плотности
Для определения разновидности металла по плотности понадобится мерный цилиндр и вода. Суть методики заключается в постепенном погружении изделия в жидкость. При погружении тела в воду происходит высвобождение определенного количества жидкости. Применение простейшей физической формулы позволяет вычислить плотность материала. Остальное остается за табличными данными. Если полученный показатель близок к 2,7/мл, значит перед вами стопроцентный алюминий.
- Распознавание металла магнитом
Многим элементом свойственно притягивание магнитом. Однако, это свойство не применимо к Al. Поэтому для определения качественных характеристик достаточно к изделию поднести магнит. Если металл никаким образом не отреагирует, и он имеет серебристый оттенок, значит перед вами алюминий.
Единственным отрицательным моментом методики является невозможность выделения сплав. Если в нем содержится большое количество алюминия, магнит также на него не окажет воздействия. Поэтому для определения чистоты сплава придется использовать дополнительные методики.
- Тестирование по параметрам теплопроводности
Параметры теплопроводности алюминия намного выше, чем у других элементов таблицы Менделеева. Поэтому одинаковый объем жидкости при одинаковых условиях в алюминиевой посуде доводится до кипения намного быстрее. Максимальная температура плавления Al составляет 660 градусов.
- Распознавание алюминия химическими методами
Определить Al легко. Достаточно на предварительно очищенную поверхность нанести щелочь. Через некоторое время поверхность окислится, что можно будет увидеть визуально.
Аналогичная реакция происходит при воздействии на металл кислоты, в том числе и сока лимона. Агрессивное воздействие кислоты проявляется появлением темно-серых пятен, нарушающих внешний вид изделия.
Отличие алюминия от сплавов на их основе
Чтобы найти различия между алюминием сплавами на его основе потребуется проведение лабораторных исследований. Однако, Кулибины нашли несколько способов, которые можно использовать самим, в домашних условиях.
При механическом воздействии на дюраль, от сплава не исходит высокого частотного звона. Удар по Al провоцирует появление звонких частот, обладает особым блеском, благодаря котором можно увидеть собственное отражение.
Вторым способом определения наличия дополнительных элементов в составе алюминия является проверка его перекисью водорода. При нанесении на поверхностный слой нескольких капель перекиси водорода сплав начнет изменять цвет в сторону потемнения, чего нельзя сказать про алюминий.
Более точно определить состав изделия можно посредством проведения экспертизы профессиональными экспертами.
Заключение
Несмотря на схожесть между металлами, определить, где какой легко. Многочисленные методики подтверждают, что самым популярным из них является определение изделия по весу. Различить изделия между собой поможет масса и цвет. Серебристый алюминий намного легче цинка. Если вы сомневаетесь, предлагаем воспользоваться другими, вышеуказанными методиками.
anexmetall.ru
Цинк-алюминиевые сплавы
Назначение и описание
Цинк-алюминиевые сплавы производятся по ТУ 647 РК 00200928-96-2000.
Цинк-алюминиевые сплавы используются для горячего оцинкования стальной полосы.
Химический состав*
|
Массовая доля, % |
Марка цинк — алюминиевого сплава |
|||
|
ЦА0 |
ЦА03 |
ЦА04 |
ЦА10 |
|
|
Цинк |
Остальное |
Остальное |
Остальное |
Остальное |
|
Алюминий |
- |
от 0,25 до 0,35 |
от 0,36 до 0,45 |
от 9,5 до 10 |
|
Свинец |
от 0,1 до 0,2 |
от 0,1 до 0,2 |
от 0,1 до 0,2 |
от 0,1 до 0,2 |
|
Железо |
0,01 |
0,01 |
0,01 |
0,018 |
|
Кадмий |
0,01 |
0,01 |
0,01 |
0,01 |
|
Медь |
0,002 |
0,002 |
0,002 |
0,002 |
|
Олово |
0,001 |
0,001 |
0,001 |
0,001 |
|
Мышьяк |
0,0005 |
0,0005 |
0,0005 |
0,0005 |
* Содержание алюминия, свинца, кадмия или отдельных примесей в сплаве может быть изменено по требованию потребителя. При этом содержание цинка, соответствующее определенной марке сплава, должно быть увеличено (уменьшено) на величину содержания легирующих компонентов или примесей.
Упаковка и транспортировка
Цинк-алюминиевые сплавы ЦА0, ЦА03, ЦА04 выпускаются в виде блоков массой до 1500 кг, сплавы ЦА0, ЦА10 – в виде чушек массой 19-25 кг. Допускаемые отклонения по массе блоков и упаковка по ГОСТ 3640.
Транспортируется всеми видами крытых транспортных средств.
Гарантийный срок хранения
15 лет с момента изготовления.
electrozinc.ugmk.com
Гальваническое покрытие алюминия и его сплавов
Цель гальванических покрытий алюминия и его сплавов — сочетать ряд ценных свойств основного металла (сплава) и покрытия. Для защитно-декоративной отделки изделий из алюминия и его сплавов прибегают к нанесению комбинированных покрытий медь — никель — хром или никель — хром. В целях защиты от механического износа наносят сравнительно толстые покрытия из хрома, для сообщения антифрикционных свойств наносят покрытия из сплава свинец — олово или медь — олово. Для облегчения и ускорения процесса пайки алюминиевых изделий наносят оловянные, свинцовооловянные или серебряные покрытия. Последние используют также для уменьшения переходного сопротивления в местах контактов. Латунные покрытия обеспечивают прочное сцепление алюминия с резиной при горячем прессовании. Для защиты от заедания резьбовые алюминиевые детали цинкуют. Кадмированию подвергают узлы, в которых алюминиевые детали сопряжены со стальными, медными и другими деталями, в контакте с которыми усиливается коррозия.
Различные детали электронных приборов подвергают серебрению, золочению, покрытию платиновыми металлами и их сплавами.
Специфические трудности нанесения гальванических покрытий на изделия из алюминия и его сплавов связаны с наличием на их поверхности естественной окисной пленки, препятствующей прочному сцеплению между основой и покрытиями. Кроме того, сильно электроотрицательное значение потенциала алюминия, освобожденного от окисной пленки, приводит к вытеснению ионов покрываемого металла до начала прохождения электрического тока через раствор электролита, что тоже нарушает сцепление между покрытием и основой. Преодоление этих трудностей достигается специальными методами подготовки поверхности покрываемых изделий.
Наиболее распространенными методами подготовки поверхности алюминиевых изделий перед нанесением гальванических покрытий являются следующие: 1) цинкатный, 2) анодирование в фосфорной кислоте, 3) предварительное электролитическое осаждение тончайших цинковых или латунных покрытий.
Цинкатный метод подготовки поверхности алюминиевых изделий сводится к их кратковременному погружению (на 30—60 с) в раствор цинката натрия. Окисная пленка при этом растворяется и изделия покрываются тонкой пленкой цинка (0,1—0,15 мкм), предупреждающей поверхность от повторного окисления. При этом протекают следующие реакции. На анодных участках:
Al + ЗОН- →Al(ОН)3 + Зе,
Al(OН)3 → AlO2 + H2O + Н+
На катодных участках:
Zn(OH)4 → Zn2+ + 40H-,
Zn2+ + 2e → Zn,
2Н+ + 2e → 2H → H2.
Вследствие высокого перенапряжения водорода на цинке последняя реакция затруднена и образование цинковой пленки на поверхности алюминиевых изделий не сопровождается заметным выделением водорода.
Чем тоньше и плотнее цинковая пленка, тем больше прочность сцепления алюминиевой основы с гальваническим покрытием. Получению плотной пленки способствует введение в цинкатный раствор, помимо основных компонентов (окиси цинка и едкого натра), хлорного железа и сегнетовой соли, а также азотнокислого натрия. Ниже приводятся рекомендуемые составы цинкатных растворов (г/л) и их режимы:
Двукратное цинкование методом погружения часто обеспечивает лучшее сцепление между алюминиевой основой и гальваническим покрытием. После 10—15-сек выдержки в цинкатном растворе изделия промывают в воде и переносят в раствор азотной кислоты, разбавленной водой в отношении 1 : 1 для удаления цинкового покрытия. После тщательной промывки в воде изделия вновь погружают в цинкатный раствор.
Ниже приведена схема процесса нанесения гальванических покрытий на алюминиевые сплавы при подготовке их поверхности по цинкатному способу:
Для подготовки поверхности алюминиевых сплавов, легированных магнием, к нанесению гальванических покрытий рекомендуется погружать их в раствор сульфата цинка в присутствии фтористоводородной кислоты или в раствор фторбората цинка. Ниже приводятся составы этих растворов (г/л) и режимы:
1) ZnSO4·7H2O …………….720
HF (48%-ная), % (объемн.) . . 3,5
Температура, °С…………..50
Продолжительность, с . . . . 20—60
2) Zn(BF4)2………………75
рН……………………..3,0
Продолжительность, с……….30
Анодирование в фосфорной кислоте применяют в США для алюминиевых сплавов, легированных медью и марганцем перед гальваническим меднением. Образующаяся при анодировании в фосфорной кислоте окисная пленка более тонка и более пориста, чем при анодировании в серной кислоте, но та часть пленки, которая обращена к алюминиевому сплаву (так называемый барьерный слой), толще, чем в серной кислоте. Поэтому анодирование в фосфорной кислоте проводят при повышенном напряжении (30—60 В).
Концентрация фосфорной кислоты колеблется в пределах 250—500 г/л, температура 25—30° С, плотность тока 1,0—2,0 А/дм2, продолжительность анодирования около 10 мин, толщина окисной пленки примерно 3 мкм.
При анодировании в фосфорной кислоте встречается тем больше затруднений, чем чище алюминий: для нелегированного алюминия трудно обеспечить хорошее сцепление с гальваническим покрытием.
Рекомендуется первые слои меди осадить в пирофосфатном электролите при значениях рН = 7÷8 (рис. 122).
Рис. 122. Микрофотография алюминиевого образца, подвергнутого анодированию в фосфорной кислоте и последующему меднению и никелированию
Металл на оксидированном в фосфорной кислоте алюминии начинает осаждаться в порах в виде тонкодисперсных волокон, которые потом срастаются между собой, перебрасывая мостки чрез пленку. То обстоятельство, что сама окисная пленка прочно сцеплена с основой, обеспечивает также прочное сцепление с гальваническим покрытием.
В Англии и США широко применяют так называемый фогт-процесс, заключающийся в предварительном нанесении на алюминиевые изделия тончайших цинковых и латунных покрытий. Ниже приводятся составы электролитов (г/л) и их режимы для ванн цинкования (I) и латунирования (II):
По этой схеме обезжиренные изделия после промывки травят в течение 5 с в 5%-ной HF и осветляют в HNO3 (1 : 1). После тщательной промывки изделия подвергают гальваническому покрытию с минимальными перерывами между операциями по схеме: цинкование — промывка в проточной воде — латунирование — промывка — нейтрализация в слабом растворе винной кислоты — никелирование (в электролите без хлоридов) — промывка в холодной и горячей воде — демонтаж с подвесок — нагрев при 200—250° С в течение 30 мин.
При нанесении гальванических покрытий на подготовленные по одному из перечисленных выше методов алюминиевые изделия требуется соблюдать особые меры предосторожности. Дело в том, что цинковая пленка, полученная при погружении в раствор цинката, так же, как и цинковые и латунные пленки, полученные методом электроосаждения, чрезвычайно тонки и на них необходимо наносить первый слой металла из такого электролита и при таком режиме, чтобы их не повредить. В зарубежной литературе рекомендуется на подготовленные по цинкатному методу изделия наносить 1-й слой меди из цианистого электролита с небольшим содержанием свободного цианида. Ниже приводится состав такого электролита (г/л):
CuCN….. 42 Na2CO3 …. 30,0
NaCNобщ … 49 KNaC4H4O6·4H2O . 60,0
NaCNсвоб . . . До 3,8
Температура электролита в пределах 38—43° С, рН= = 10,2÷10,5.
Изделия завешивают в ванну под током и в течение 2 мин поддерживают плотность тока 2,5 А/дм2, после чего ее снижают до 1,25 А/дм2, по крайней мере в течение 3—5 мин. В дальнейшем можно при этом режиме наращивать слой меди до требуемой толщины, или после промывки в воде переносить изделия в медную кислую ванну.
При защитно-декоративном хромировании изделия после меднения покрывают никелем и хромом по общепринятой технологии — либо с промежуточной полировкой со всеми вспомогательными операциями, либо без них, если покрытие осуществляется в ваннах с блескообразователями. Вместо меднения в цианистом электролите можно при защитно-декоративном хромировании начинать с латунирования в электролите следующего состава (г/л):
CuCN …. 26
NaCN …. 45
Zn(CN)2 … 11
Na2CO3 … 7,5
Температуру поддерживают в пределах 27—30° С, плотность тока около 1 А/дм2, аноды — латунные с содержанием 70—75% Cu и 25—30% Zn.
Защитно-декоративное хромирование подготовленных по цинкатному методу изделий по схеме Ni—Cr или Ni—Cu—Ni—Cr можно осуществлять и без нанесения первого слоя меди или латуни в цианистых электролитах. Для этой цели можно по цинковой пленке наносить никель из обычного электролита, или из более подходящего для этой цели электролита состава (г/л):
NiSO4·7H2O…….100
Na2SO4·10H2O…………..15
H3ВO3………………..10
Лимоннокислый натрий … 15
Температура электролита 40—45° С; плотность тока 1,5—2 А/дм2; рН~5,6. Прочное сцепление никелевого покрытия с алюминиевой основой обеспечивается только в результате 30-мин нагрева при температуре 200—250° С. Для предупреждения от окисления поверхности нагрев рекомендуется осуществлять в печи с инертной атмосферой в техническом касторовом масле или в вакууме. Если такой нагрев связан с трудностями, то перед нанесением на никель других гальванических покрытий тонкий слой окислов может быть удален либо полировкой, либо травлением в смеси серной и азотной кислот. Для легких условий эксплуатации можно ограничиться слоем никеля толщиной 10 мкм с последующим хромированием на толщину до 1 мкм; для жестких условий рекомендуется суммарная толщина покрытия Ni— Cu—Ni 50 мкм с тонким слоем хрома.
Износостойкому хромированию часто подвергают двигатели цилиндров (например, мотоциклов) из кремнистых алюминиевых сплавов. После обезжиривания в щелочном растворе и промывки следует 1—2-мин травление при температуре, не превышающей 15° С, в смеси HF : HNO3 в отношении 1 : 5. Хромирование осуществляют в обычном электролите при температуре 60±2°С по режиму: первые 5 мин при плотности тока 35—45 А/дм2, вторые 5 мин 45—65 А/дм2, остальное время 65—80 А/дм2.
Гальваническое лужение или покрытие свинцовооловянным сплавом (для облегчения и ускорения процесса пайки), подготовленных по цинкатному методу изделий осуществляют в обычных электролитах после никелирования и 30-мин прогрева или после меднения в цианистом электролите.
Цинкованию алюминиевые изделия подвергают сравнительно редко; лучшие результаты получаются после цинкатной обработки и электролитического цинкования в щелочно-цианистых электролитах.
Кадмирование применяют для защиты от контактной коррозии узлов, в которых алюминиевые детали сопрягаются с деталями из других металлов. Прочное сцепление кадмиевых покрытий с алюминиевой основой может быть обеспечено после предварительной одноминутной катодной поляризации при плотности тока 2,5 А/дм2 в разбавленном по содержанию кадмия электролите и последующего кадмирования в рабочем электролите при плотности тока 1,5—3 А/дм2 в течение времени, необходимого для осаждения слоя кадмия заданной толщины. Ниже приведены составы (г/л) рекомендуемых электролитов для предварительного покрытия (I) и рабочего электролита (II):
I II
Cd……… 7,5 27
NaCN……. 60,0 100
Помимо основных компонентов, в рабочий электролит вводят блескообразователь. Можно также кадмировать алюминий по медному или цинковому подслою после цинкатной обработки.
Серебрение алюминия осуществляют для повышения электропроводности и, в частности, для уменьшения переходного сопротивления в местах контактов. После цинкатной обработки изделия серебрят последовательно в трех ваннах с постепенно возрастающей концентрацией серебра и убывающей концентрацией свободного цианида. В первых двух ваннах изделия выдерживают по 10—15 с при плотности тока 1,5—2 А/дм2. В этих ваннах выход металла по току небольшой и наблюдается интенсивное выделение водорода. В третьей ванне поддерживается плотность тока 0,5 А/дм2 и процесс длится до получения слоя серебра заданной толщины. Ниже приводятся составы серебряных электролитов этих трех ванн (г/л):
I II III
Ag CN 1 5 30
К CN 90 68 60
Для легких условий эксплуатации можно ограничиться толщиной серебряного слоя 12,5 мкм, для средних условий эксплуатации 25 мкм, а для жестких условий 50 мкм.
Покрытие другими драгоценными металлами. Различные детали электронной аппаратуры, автоматики и телемеханики в зависимости от условий эксплуатации подвергают золочению или покрывают металлами платиновой группы. Золочение осуществляют после цинкатной обработки и нанесения медного подслоя из цианистого электролита или никелевого подслоя с последующим 30-минутным нагревом. Толстые золотые покрытия (до 25 мкм) могут быть получены из цианистого электролита (8 г/л Au, 20 г/л KCNсвоб, 20 г/л K2НPO4 и 20 г/л K2СO3) при температуре 65—70 °С и плотности тока 0,3—0,5 А/дм2. В последнее время успешно применяют так называемые кислые цианистые электролиты золочения примерного состава (г/л) и режим:
Золото (в виде дицианоаурата калия) …………….10
Калий лимоннокислый…………80
Лимонная кислота ………….20
рН………….5,5-6
Температура, °С…………….70
Плотность тока, А/дм2…………0,5
Для повышения твердости и износостойкости золотых покрытий рекомендуется в электролит вводить 15 мг/л сурьмы в виде калия сурьмяновиннокислого. Покрытие при этом содержит до 1 % Sb, микротвердость достигает 180 кгс/мм2.
Из металлов платиновой группы в новых отраслях техники наиболее широко применяют родиевое покрытие. Для алюминиевых изделий в одинаковой мере могут быть использованы после цинкатной подготовки медный и никелевый подслои. Тонкие родиевые покрытия порядка 1—2 мкм — могут быть получены из сульфатного электролита с содержанием 1—2 г/л Rh в виде сернокислой соли и 20—25 мл/л концентрированной серной кислоты. Для получения более толстых родиевых покрытий содержание родия в электролите необходимо повысить до 10—15 г/л и ввести 1 г/л селеновой кислоты, снижающей внутренние напряжения в покрытии и позволяющей довести его толщину до 25—50 мкм. Процесс осуществляется с нерастворимыми (платиновыми) анодами, при температуре 45—50° С и плотности тока 1—2 А/дм2. Электроосажденный родий имеет твердость порядка 800 кгс/мм2, большую коррозионную стойкость и по коэффициенту отражения света уступает только серебру. В отличие от серебра родий не тускнеет под действием сероводорода, и, будучи нанесен даже в тонких слоях (0,1—0,2 мкм) на серебро, защищает его от потускнения.
Все гальванические покрытия за исключением цинка катодны по отношению к алюминию, т. е. защищают его от коррозии только при условии отсутствия пор в покрытии. Беспористые покрытия обычно получаются в слоях достаточной толщины и при соблюдении правильного режима технологического процесса. Если алюминиевые детали эксплуатируются в условиях смазки, в сухой атмосфере или вакууме, то порами в покрытиях можно пренебречь.
В СССР и за рубежом промышленное применение получило лужение алюминиевых поршней (для целей притирки) методом погружения их в раствор станната натрия или калия. Поршни обезжиривают по одному из методов, принятых для алюминиевых сплавов. После промывки в воде их погружают на 20 с в разбавленную в отношении (1:1) азотную кислоту, вновь промывают в воде и на 3—4 мин погружают в раствор, содержащий 45—70 г/л Na2Sn(OH)6 или K2Sn(OH)6 при температуре 50—75° С. Вынутые из раствора станната поршни промывают в холодной и горячей воде. Толщина оловянного покрытия при таком режиме примерно 5 мкм, цвет покрытий белый, матовый. Станнат калия несколько дороже станната натрия, но растворы его более устойчивы и менее подвержены гидролизу. Оловянные покрытия, полученные методом погружения в раствор станната, недостаточно сцеплены с основой, чтобы изделия с такими покрытиями можно было подвергать пайке. Они не могут служить также промежуточным слоем для последующего электролитического осаждения олова. Для пайки необходима цинкатная обработка поверхности (или другая из приведенных выше) с последующим нанесением подслоя меди или никеля.
www.stroitelstvo-new.ru
Цинк-алюминиевые покрытия | Гальванопокрытие
Мы открыли новую линию: цинк-алюминиевое покрытие. Цинк-алюминиевое покрытие обеспечивает защиту от коррозии более 1000 часов в камере соляного тумана без коррозии металла основы. Получаемые результаты зависят от толщины базового покрытия или нанесенного гальванического слоя.
На обработку принимаются металлоконструкции габаритами до 2000х3000 мм.
Электроосажденные покрытия цинка и сплавов цинка уже много лет являются главными покрытиями, удовлетворяющими требования многих отраслей промышленности по обеспечению нужной степени защиты от коррозии. За тенденцией производства стали высокой прочности, уже в начале восьмого десятилетия прошлого столетия значительно вырос спрос на альтернативные покрытия, а главным требованием было исключение водородного охрупчивания.
С девятого десятилетия прошлого века цинк-алюминиевые покрытия заняли прочное место в промышленности, особенно в автомобильном производстве.
Цинк-алюминиевое покрытие представляет собой неорганическое, коррозионно-защитное базовое покрытие, наполненное хлопьями цинка и алюминия. Это базовое покрытие, осаждаемое методами погружения-вращения, вращения, погружения-стекания или распылением для крепежных деталей таких как болты, винты, гайки, пружины, зажимы, а также штампованные детали и т.п.
Цинк-алюминиевое покрытие обеспечивает защиту от коррозии более 1000 часов в камере соляного тумана без коррозии металла основы. Получаемые результаты зависят от толщины базового покрытия или нанесенного гальванического слоя.

Оптимальный результат обеспечивается при нанесении покрытия на поверхность детали, обработанную дробеструйным методом или фосфатированное(тонким слоем). Толщина наносимого покрытия может быть в интервале от 6 и 20 мкм. Получаемое покрытие не имеет водородного охрупчивания.
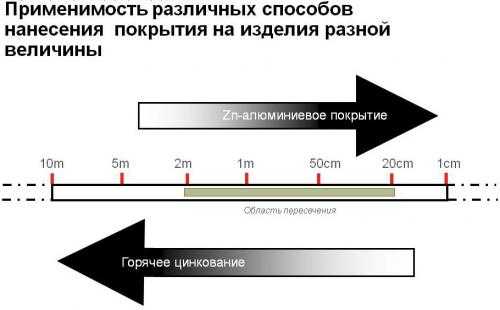

Преимущества цинк-алюминиевого покрытия перед горячим цинкованием:
- При горячем цинковании существует опасность понижения твердости стали из-за высокой температуры, в то время как при нанесении цинк-алюминиевого покрытия нет опасности понижения твердости, температура
- Для горячего цинкования небходима сталь более высокого качества. Для цинк-алюминиевого покрытия можно использовать не очень качественную сталь.
- При горячем цинковании существует опасность образования трещин под действием жидкого металла а также водородной хрупкости при травлении (подготовка). При нанесении цинк-алюминиевого покрытия нет опасности образования трещин и водородной хрупкости.
- При горячем цинковании повышается вес изделий из-за большой толщины покрытия, но при цинк-алюминиевом покрытии толщина покрытия значительно меньше.
- При горячем цинковании существует необходимость повторного нанесения резьбы (гайки), а для цинк-алюминиевого покрытия нет необходимости повторного нанесения резьбы, поэтому коррозионная защита лучше.
- Горячее цинкование — это очень энергоемкий процесс, в то время как цинк-алюминиевое покрытие — процесс гораздо менее энергоемкий так как температура сушки значительно ниже.
Области применения цинк-алюминиевого покрытия
- Покрытия, содержащие ПТФЭ(тефлон)
- Производство ветрянных турбин
- Замена кадмия
- Эл. соединители, зажимы
- Cтроительная промышленность
- Тяжелое машиностроение, экскаваторы, сельское хозяйство и т.д.
- Сеть водоснабжения
- Нефтехимическая промышленность
- Отрасли нефтегазовой промышленности
- Сектор медицины
- Aвиация / Военная техника
- Прессованные изделия, штамповка
- П-во деталей с требованием высокой точности
Системы цинк-алюминиевого покрытия нельзя сравнивать с обычными порошковыми покрытиями. Это очень химически активная среда на основе хлопьев цинка и алюминия. Плотно насаженные хлопья покрываются химически активным связующим веществом, которое реагирует с основой стали. Процесс отверждения проходит при температуре от 200° C до 320° C (в зависимости от продукта), продолжительность — от 20 дo 40 минут. Результат — сухое покрытие, обеспечивающее отличную защиту от коррозии.
www.galvan.ru