Поля допусков метрической резьбы
Посадки резьбовых соединений бывают с зазором, с натягом и переходные. Обратите внимание, у цилиндрических соединений также бывают посадки с зазором, с натягом и переходные.
Для образования соответствующей посадки стандартом установлены следующие поля допусков, которые приведены в таблицах 42, 43 и 44. В этих же таблицах изложены особенности и области применения этих посадок.
Номинальный профиль резьбы — профиль наружной и внутренней резьбы, который определен номинальными размерами его линейный и угловых элементов и к которому относятся номинальные размеры наружного, среднего и внутреннего диаметров резьбы.
Основные средства контроля резьбовых изделий
Резьбовые изделия
контролируются в основном с помощью
предельных калибров (комплексный
метод). В
комплект для контроля цилиндрических
резьб входят рабочие проходные и
непроходные предельные калибры. Проходные
Проходные
Поэлементный контроль резьбовых изделий (дифференцированный метод) используют главным образом для точных резьб: калибров-пробок, резьбообразующего инструмента и т. д. При этом отдельно проверяют собственно средний диаметр, шаг и половину угла профиля α, используя универсальные и специализированные приборы. Например, средний диаметр измеряют на универсальном и инструментальном микроскопах, методом трех или двух проволочек на контактных приборах, резьбовым микрометром.
Шаг резьбы и половину угла профиля измеряют на микроскопах, проекторах и т. д.
Обозначения резьбы
(расшифровка условного обозначения резьбы)
Специалист,
расшифровывая условное обозначение
резьбы, может получит практически все
параметры резьбы или резьбового
соединения.
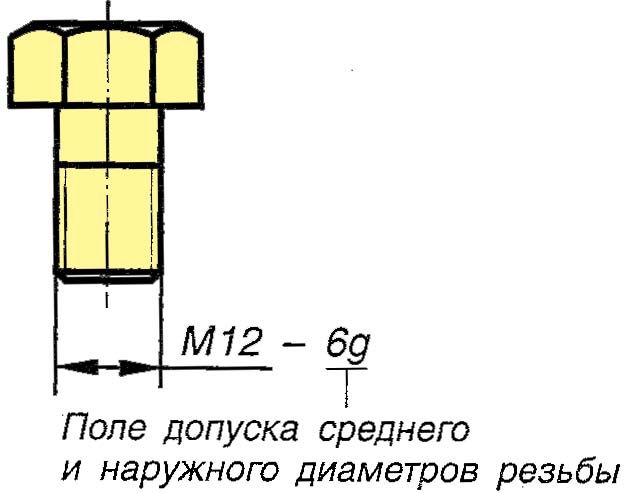
1. Резьба М12-6g. Резьба метрическая, так как впереди стоит буква М. Резьба наружная, так как основное отклонение в указано строчкой латинской буквой. Номинальный (наружный) диаметр d=12 мм. Резьба с крупным шагом, так как в условном обозначении шаг резьбы не указан. Резьба однозаходная так как в условном обозначении число заходов не указан. Резьба правого вращения, так как в условном обозначении не указан знак LH. Резьба имеет нормальную длину свинчивания, так как в условном обозначении не указана длина свинчивания резьбы. Резьба изготовлена для образования посадки с зазором, так как основное отклонение g служит для образования посадки с зазором (табл. 41).
Поле допуска,
среднего диаметра – Тd2 и наружного диаметра Тdодинаковы
и составляют 6g.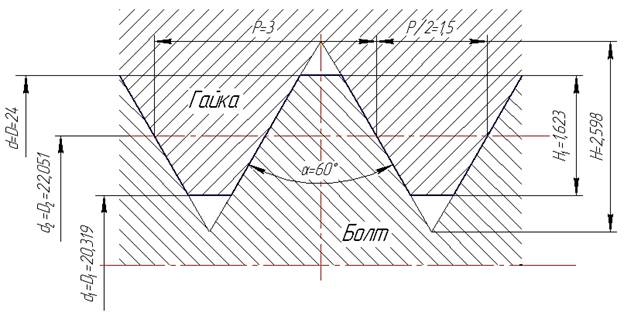 Дело в том, если поле допуска среднего
и наружного диаметров одинаковы, то в
условном обозначении поле допуска
указывается один раз. Допуски среднего
и наружного диаметров назначены по 7-ой
степени точности.
Дело в том, если поле допуска среднего
и наружного диаметров одинаковы, то в
условном обозначении поле допуска
указывается один раз. Допуски среднего
и наружного диаметров назначены по 7-ой
степени точности.
2. Резьба М12-6Н. Номинальный (наружный) диаметр резьбы D=12 мм. Резьба внутренняя, так как, основное отклонение Н указано заглавной латинской буквой. Обратите внимание, по основному отклонению Н не возможно определить, для образования какой посадки изготовлена резьба, так как основное отклонение Н используется при образовании и посадок с зазором, с натягом и переходных. Если бы были основные отклонения G и D, то сразу было бы понятно, что резьба изготовлена для образования посадки с зазором. Так как эти отклонения предназначены для образования именно посадки с зазором.
Поле допуска
среднего — ТD2 и наружного — ТD диаметров одинаковы и составляют 6Н. Дело в том, если поле допуска среднего
и наружного диаметров одинаковы, то в
условном обозначении поле допуска
указывается один раз. Допуски среднего
и наружного диаметров назначены по 6-ой
степени точности. Остальные параметры
такие же, как и в первом варианте.
Дело в том, если поле допуска среднего
и наружного диаметров одинаковы, то в
условном обозначении поле допуска
указывается один раз. Допуски среднего
и наружного диаметров назначены по 6-ой
степени точности. Остальные параметры
такие же, как и в первом варианте.
3. Резьба М12 — 7g6g. Резьба наружная. 7g — поле допуска среднего диаметра, 6g — поле допуска наружного диаметра. Дело в том, если поле допуска среднего и наружного диаметров резьбы разные, то каждое поле допуска в условном обозначении показывается по отдельности.
4. Резьба M12 — 5H6H. Резьба внутренняя. 5H — поле допуска среднего диаметра, 6H — поле допуска наружного диаметра.
5. Резьба M12x1 — 6g. Резьба наружная с мелким шагом, Р = 1 мм.
6. Резьба M12x1
— 6H. Резьба внутренняя с мелким шагом, Р
= 1 мм.
Резьба внутренняя с мелким шагом, Р
= 1 мм.
7. Резьба М12х1LH — 6g. Резьба наружная с мелким шагом, левая, так как в условном обозначении указаны шаг резьбы 1 мм и знак LH.
8. Резьба М12x1LH — 6g. Резьба внутренняя с мелким шагом, левая, так как в условном обозначении указаны шаг резьбы 1 мм и знак LH.
9. Резьба M12 — 7g6g — 30. Резьба метрическая, наружная, с длиной свинчивания, отличающейся от номинальной. Так как в условном обозначении резьбы указана длина свинчивания равная 30 мм.
Посадка в резьбовом соединении обозначается
дробью, в числителе которой указывается
обозначение поля допуска внутренней
резьбы, а в знаменателе поле допуска
наружной резьбы. Обратите внимание,
посадка гладкого цилиндрического
соединения обозначается также аналогично.
1.М12 — 6H/6g. Условное обозначение посадки резьбового соединения с зазором, с крупным шагом, так как шаг резьбы не указан.
2. М12х1 — 6H/6g. Условное обозначение резьбового соединения с зазором, с мелким шагом, так как указан шаг резьбы равный 1 мм.
3. М12х1LH — 6H/6g. Условное обозначение резьбового соединения с зазором с мелким шагом и левого вращения, так как указан знак LH.
6.2. Допуски и посадки метрических резьб
Общетехнические дисциплины / Метрология, стандартизация и сертификация / 6.2. Допуски и посадки метрических резьб
В зависимости от эксплуатационных требований к степени подвижности резьбовых соединений стандартами установлены поля допусков, образующие посадки трех групп: с зазором (ГОСТ 16093 – 81), переходные (ГОСТ 24834 – 81) и с натягом (ГОСТ 4608 – 81).
Наружная резьба (болт) нормируется по среднему и наружному диаметрам (d2 и d), внутренняя резьба (гайка) – по среднему и внутреннему диаметрам (D2 и D1). Допуски этих диаметров резьбы устанавливаются по степеням точности, которые обозначаются цифрами. Степени точности диаметров резьбы приведены в таблице 6.1.
Таблица 6.1
Степени точности диаметров резьбы
Вид резьбы | Диаметр резьбы | Степень точности |
Наружная | d2 | 3, 4, 5, 6, 7, 8, 9, 10* |
d | 4, 6, 8 | |
Внутренняя | D2 | 4, 5, 6, 7, 8 , 9* |
D1 | 4, 5, 6, 7, 8 |
* Только для резьбы на деталях из пластмасс.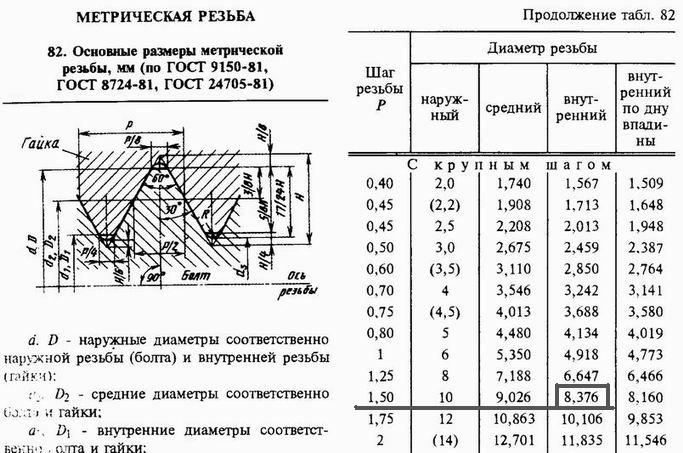
Допуски диаметров d1 и D не устанавливаются.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита: строчной для наружной резьбы и прописной для внутренней. Основные отклонения диаметров резьбы для посадок с зазором приведены в таблице 6.2.
Таблица 6.2
Основные отклонения диаметров резьбы
Вид резьбы | Диаметр резьбы | Основное отклонение |
Наружная | d2 | d, e, f, g, h |
d | d, e, f, g, h | |
| Внутренняя | D2 | E, F, G, H |
D1 | E, F, G, H |
Длины свинчивания резьбы подразделяются на три группы: короткие (S), нормальные (N) и длинные (L).
Поле допуска диаметра резьбы образуется сочетанием степени точности и основного отклонения. Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметров d и D1).
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение. Например:
4h, 6g, 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещенного на первом месте, и обозначения поля допуска диаметра выступов. Например:
7g 6g; 5H6H,
где 7g – поле допуска диаметра d2;
6g – поле допуска диаметра d;
5H – поле допуска диаметра D2;
6H – поле допуска диаметра D1.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например:
6g; 6H,
где 6g – поле допуска диаметров d2 и d;
6H – поле допуска диаметров D2 и D1.
В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Допуски на метрическую резьбу ISO
Перейти к содержимомуДопуски на метрическую резьбу ISOOptimas2022-10-14T12:08:21+01:00
Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
ПОГОВОРИТЕ С ЭКСПЕРТОМ
Международная организация по стандартизации (ISO) установила стандарт предельных значений метрической резьбы. ИСО 965 определяет базовый профиль для метрической резьбы ISO общего назначения (M), соответствующей ISO 261.
Приведенную ниже информацию можно использовать для расчета значений допусков резьбы, определенных в ISO 965/1. Резьба обычно обозначается двумя допусками. Один для максимального наружного диаметра, измеренный от большого диаметра резьбы, а другой для делительного диаметра, измеренный от средней точки каждого зуба.
Один для максимального наружного диаметра, измеренный от большого диаметра резьбы, а другой для делительного диаметра, измеренный от средней точки каждого зуба.
Размеры в миллиметрах (мм). Допуски 6г (6ч). Только для руководства.
Coarse Thread
Fine Thread
Coarse Thread
| Thread Size | Engagement Length From | Engagement Length To | Major Diameter (Max) | Основной диаметр (мин.) | Диаметр делительной окружности (макс.) | Диаметр делительной окружности (мин.) | Корень резьбы Радиус (мин.) | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| M1 | 0,6 | 1,7 | 1 | 0,933 | 0,838 | 0,785 | 0,031 | 0,785 | 0,031 | 0,785 | 0,031 |
M1. 2 2 | 0,6 | 1,7 | 1,2 | 1,133 | 1,038 | 6 6 0,61200,985 90 | |||||
| M1,4 | 0,7 | 2 | 1,4 | 1,325 | 1,205 | 1,2 9061 1,149 | |||||
| М1,6 | 0,8 | 2,6 | 1,581 | 1,496 | 1,354 | 1,291 | 0,044 | ||||
| M1,8 | 0,8 | 2,6 | 1,781 | 1,696 | 1,554 | 1,491 | 0,044 | ||||
| M2 | 1 | 3 | 1,981 | 1,886 | 1,721 | 6,2050 0,654 | 2 | ||||
| M2,5 | 1,3 | 3,8 | 2,48 | 2,38 | 2,118 | 2,117 | 0,056 | ||||
| M3 | 1,5 | 4,5 | 2,98 | 2,874 | 2,655 | ||||||
| M3,5 | 1,7 | 5 | 3,479 | 3,354 | 3,089 | 6 73,0024 9004 900 | |||||
| M4 | 2 | 6 | 3,978 | 3,838 | 3,523 | 3,433 | 0,088 | ||||
| M5 | 2,5 | 7,5 | 4,976 | 4,826 | 4,456 | 4,361 90 | |||||
| M6 | 3 | 12 | 5,974 | 5,794 | 5,324 | 2,212 2 | |||||
| M7 | 3 | 3 | 6,974 | 6,794 | 6,324 | 6,212 | 0,125 | ||||
| M8 | 4 | 12 | 7,972 | 7,76 | 7,16 | 7,042 | 0 2 | ||||
| M10 | 5 | 15 | 9,968 | 9,732 | 8,994 | 8,162 | |||||
| M12 | 6 | 18 | 11,966 | 11,701 | 10,829 | 90,629 | 0,219 | ||||
| M14 | 8 | 24 | 13,962 | 13,682 | 12,663 | 12,503 | 0,25 | ||||
| M16 | 8 | 24 | 15,962 | 15,682 | 14,663 | 14,503 | 0,25 | ||||
| M18 | 10 | 30 | 17,958 | 17,623 | 16,334 | 16,164 | 0,313 | ||||
| M20 | 10 | 30 | 19,958 | 19,623 | 18,334 | 18,164 | 0,313 | ||||
| M22 | 10 | 30 | 21,958 | 21,623 | 20,334 | 20,164 | 0,313 | ||||
| M24 | 12 | 36 | 23,952 | 23,577 | 22,003 | 21,803 | 0,375 | ||||
| M27 | 12 | 36 | 26,952 | 26,577 | 25,003 | 24,803 | 51 | ||||
| M30 | 15 | 45 | 29,947 | 29,522 | 27,674 | 27,462 | 0,438 | ||||
| M33 | 15 | 45 | 32,947 | 32,522 | 30,674 | 30,462 | 0,438 | ||||
| М36 | 18 | 53 | 35,94 | 35,465 | 33,342 | 33,118 | 0,5 | ||||
| M39 | 18 | 53 | 38,94 | 38,465 | 36,342 | ||||||
ИНСТРУЧНАЯ ТРУЧА
| Размер потока | Необходимость Длина от | . 0034 Основной диаметр 0034 Основной диаметр (макс.) | Основной диаметр (мин.) | Диаметр делителя (макс.) | Диаметр делителя (мин.) | Корень резьбы Радиус (мин.) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M8X1 | 3 | 7,794 | 7,794 | 7,324 | 7.212 | 0,125 | 7.2120,125 | 7.212 | 0,125 | 7.212 | 0,125 | 7,212 | 0,125 | ||||||
| M10x1 | 3 | 9 | 9,974 | 9,794 | 9,324 | 9212 | 0,156 | ||||||||||||
| M10x1.25 | 4 | 12 | 9.972 | 9,76 | 9.16 | 9,042 | 0,156 | 9,042 | 0,156 | 9,042 | 0,156 | 9.042 | 0,156 | 9.042 | 0,156 | 9.042 | 0,156 | 9.042 | 0,156 |
M12X1. 25 25 | 4,5 | 13 | 11,972 | 11,76 | 11,16 | 11,028 | 0,156 | 11,028 | 0,156 | 11,028 | 0,156 | ||||||||
| M12x1,5 | 5,6 | 16 | 11,968 | 11,732 | 10,994 | 4 | 0,156 | ||||||||||||
| M14X1,5 | 5,6 | 16 | 13,968 | 13,732 | 12,994 | 12,854 | 0,188 | 12,854 | 0,188 | ||||||||||
| M16X1,5 | 5,6 | 16 | 15,968 | 15,732 | 14,994 | 14,854 | 0,188 | 14,854 | 0,188 | 14,854 | 0,188 | 14,854 | 0,18 | ||||||
| M18x1,5 | 5,6 | 16 | 17,968 | 17,732 | 16,994 | 14 | 0,188 | ||||||||||||
| M18X2 | 8 | 24 | 17,952 | 17,682 | 16,663 | 0,188 | 0,188 | ||||||||||||
| M20X1,5 | 5,6 | 16 | 19,968 | 19,732 | 18,994 | 18,854 | 0,188 | 18,854 | 0,188 | 18,854 | 0,188 | 18,854 | 0,188 | ||||||
| M20x2 | 8 | 24 | 19,962 | 19,682 | 18,623 | 1 | 1 18,50610061 0,188 | ||||||||||||
| M22X1,5 | 5,6 | 16 | 21,968 | 21,732 | 20,994 | 20,854 | 0,188 | 20,854 | 0,188 | 220,854 | 0,188 | 20,854 | 0,18 | 20,854 | 0,18 | 20,854 | 0,18 | ||
| M22X2 | 8 | 24 | 21,962 | 21,682 | 20,663 | 20,503 | 0,188 | ||||||||||||
| M24X2 | 8,5 | 25 | 23,962 | 23,682 | 22,663 | 22,493 | 0,25 | 22,493 | 0,25 | 0062||||||||||
| M27X2 | 8,5 | 25 | 26,962 | 26,682 | 25,663 | 25,493 | 0,25 | 25,493 | 0,25 | 25,493 | 0,25 | 25,493 | 0,25 | ||||||
| M30X2 | 8,5 | 25 | 29,962 | 29,682 | 28,663 | 28,493 | 0,25 | ||||||||||||
| M33X2 | 8,5 | 25 | 32,962 | 32,682 | 31,663 | 31,493 | 0,25 | 31,493 | 0,25 | 31,493 | 0,25 | 31,493 | 0,25 | ||||||
| M36X3 | 12 | 36 | 35. 952 952 | 35,577 | 34.003 | 33.803 | 0,375 | 33.803 | 0,375 | ||||||||||
| M39X3 | 12 | 36 | 38,952 | 38,577 | 37,003 | 36,803 | 0,375 | 36,803 | 0,375 | 36,803 | 0,375 | 36,803 | 0,375 | 36,803 | 0,375 | 36,803 | 0,37,003 |
КОНТАКТЫ
Ссылка для загрузки страницыТаблица допусков метчика Метрическая система курса и тонкости 17.11.2010
4 комментария
Базовый профиль всех метрических резьб ISO
Метрическая резьба ISO является наиболее часто используемым типом резьбы общего назначения в мире. Они были одним из первых международных стандартов, согласованных при создании Международной организации по стандартизации в 1947 году. номинальный наружный диаметр 12 миллиметров.
Утвержденной системой допусков метчика для метрической резьбы ISO является международный стандарт ISO 2857. · Метчик 4H соответствует ISO 1 |
Ответвители 4H и 6G могут поставляться по запросу. Ответвители 6G имеют увеличенный размер. Пожалуйста, обратитесь к таблице значений Au «G» ниже.
Для специального допуска «7G», припуск ок. Учтено 2 x Au «G».
Таблица допусков — метрическая грубая/тонкая
| Метрическая грубая Резьба | Шаг | Допуск на отвод | Метрическая тонкая Резьба (на выбор) | Допуск на отвод | ||
|---|---|---|---|---|---|---|
| Метчик 4H | Метчик 6H | Метчик 4H | Метчик 6H | |||
| М 1,6 | 0,35 | Д2 | Д2/Д3 | M 3 x 0,35 | Д2 | Д3 |
| М 1,8 | 0,35 | Д2 | Д2/Д3 | M 4 x 0,50 | Д2 | Д3 |
| М 2,0 | 0,40 | Д2 | Д3 | M 6 x 0,50 | Д2/Д3 | Д3/Д4 |
| М 2,2 | 0,45 | Д2 | Д3 | M 6 x 0,75 | Д2/Д3 | Д4 |
| М 2,5 | 0,45 | Д2 | Д3 | M 8 x 0,75 | Д2/Д3 | Д4 |
| М 3,0 | 0,50 | Д2 | Д3 | M 8 x 1,00 | Д3 | Д4/Д5 |
| М 3,5 | 0,60 | Д2 | Д3/Д4 | M 12 x 1,00 | Д3 | Д4/Д5 |
| М 4,0 | 0,70 | Д2/Д3 | Д3 / Д4 | М 10 х 1,25 | Д3 | Д4/Д5 |
| М 4,5 | 0,75 | Д2/Д3 | Д3/Д4 | М 14 х 1,25 | Д3 | Д4/Д5 |
| М 5,0 | 0,80 | Д2/Д3 | Д3/Д4 | M 12 x 1,50 | Д3/Д4 | Д5/Д6 |
| М 6,0 | 1,00 | Д2/Д3 | Д4/Д5 | M 20 x 1,50 | Д3/Д4 | Д5/Д6 |
| М 7,0 | 1,00 | Д2/Д3 | Д4/Д5 | M 24 x 1,50 | Д3/Д4 | Д5/Д6 |
| М 8,0 | 1,25 | Д3 | Д4/Д5 | М 42 х 1,50 | Д3/Д4 | Д5/Д6 |
| М 10,0 | 1,50 | Д3 | Д4/Д5 | М 18 х 2,00 | Д3/Д4 | Д6 / Д7 |
| М 12,0 | 1,75 | Д3/Д4 | Д5/Д6 | M 24 x 2,00 | Д4 | Д6 / Д7 |
| М 14,0 | 2,00 | Д3/Д4 | Д5/Д6 | M 42 x 2,00 | Д4 | Д6 / Д7 |
| М 16,0 | 2,00 | Д3/Д4 | Д5/Д6 | М 36 х 3,00 | Д4/Д5 | Д7/Д8 |
| М 18,0 | 2,50 | Д4 | Д6 / Д7 | M 42 x 3,00 | Д4/Д5 | Д7/Д8 |
| М 20,0 | 2,50 | Д4 | Д6 / Д7 | М 52 х 3,00 | Д4/Д5 | Д7/Д8 |
| М 22,0 | 2,50 | Д4 | Д6 / Д7 | |||
М 24. 0 0 | 3,00 | Д4/Д5 | Д7/Д8 | |||
| М 27,0 | 3,00 | Д4/Д5 | Д7/Д8 | |||
| М 30,0 | 3,50 | Д4/Д5 | Д7/Д8 | |||
| М 33,0 | 3,50 | Д4/Д5 | Д8/Д9 | |||
| М 36,0 | 4,00 | Д5 | Д8/Д9 | |||
| М 39,0 | 4,00 | Д5 | Д8/Д9 | |||
| М 42,0 | 4,50 | Д5 | Д8/Д9 | |||
| М 45,0 | 4,50 | Д5 | Д8/Д9 | |||
| М 48,0 | 5,00 | Д5/Д6 | Д9/Д10 | |||
| М 52,0 | 5,00 | Д5/Д6 | Д9/Д10 | |||
Таблица допусков — метчики увеличенного размера 6G
Значения Au «G» для метчиков увеличенного размера «6G»
 00075
00075