История одного зубореза (5е32) — Зубообрабатывающие станки
Жил был себе такой небольшой 5е32, работали на нем алкоголики и тунеядцы. Тунеядцев-алкоголиков уволили, ремцех распустили. Но вот незадача — предприятию все еще нужны были первички для редукторов и начали выписывать мастера с другого завода. Ну е-но для него «не свое — не жалко» — работал неизвестно как на бедном станке. А потом настал кризис…За это время на крыше выросло дерево 🙂
Дальше станок начало засыпать штукатуркой со стен, кусками потолка..а благодаря деревцу на крыше — можно было лицезреть целый водопад. Ну тут уж можно только поблагодарить алкоголиков и пришлого, что загадили станок маслом и от воды он не пострадал.
Эмульсия в картере сож и в картере коробки, потекшие сальники, битые смотровые окна, не вращающийся стол, не рабочая маслосистема (да и вообще не правильно собранная) и гидроцилиндр, колонна, которую пришлось двигать ручкой с трубой. И многое, многе другое.
Сейчас станок полностью отмыт и почти собран, не хватает пары деталей. Сотня-другая фото. Есть смысл выкладывать все + что делалось ?
www.chipmaker.ru
Задача вар4_5Е32
Задача 1
Выполнить расчет настройки зубофрезерного станка 5Е32 на обработку цилиндрического прямозубого колеса
Исходные данные:
-число зубьев колеса Z=58;
-модуль m=3мм;
-ширина венца L=35мм;
-диаметр центрального отверстия d0=25мм;
-число заходов фрезы к=1;
-степень точности зубчатого колеса: 8-В;
-материал зубчатого колеса: сталь 45 ГОСТ 1050-88;
-термообработка: нормализация до НВ 200…240
1. Техническая характеристика станка 5Е32
Cогласно [1,c. 153]
Наибольший модуль колеса, мм | 8 |
Наибольший диаметр колеса, мм | 800 |
Наибольшая ширина обрабатываемого венца, мм | 280 |
Угол наклона зуба, град | 60 |
Число оборотов фрезы в минуту | 53,5…250 |
Подача продольная, мм/об | 0,25…3 |
Подача радиальная, мм/об | 0,06…0,72 |
Подача тангенциальная, мм/об | |
Мощность главного привода, кВт | 4,5 |
2. Расчет геометрических параметров и параметров контроля точности зубчатого колеса
Согласно [2,c. 406] определим геометрические параметры колеса
Делительный диаметр
d=mZ=3·58=174мм
Диаметр вершин зубьев
da=d+2m=174+2·3=180мм
Постоянная хорда при угле зацепления α=20°
мм
Высота до постоянной хорды
=0,5(180—174—4,161·tg 20°)=2,243мм
Длина общей нормали
W=W\s\up 11(* m
где W\s\up 11(* – коэффициент длины общей нормали
Согласно [2,c. 412] W\s\up 11(* =20,0012
Имеем
W =20,0012·3=60,004мм
Определим параметры точности колеса. Для зубчатого колеса 8-й степени точности:
-допуск радиального биения венца Fr=63мкм [3 ,c. 207]
-допуск длины общей нормали TW=50мкм [3,c. 209]
-нижнее отклонение длины общей нормали EWs=-50мкм
[4,c. 221]
-допуск на среднюю длину общей нормали TWm=100мкм
[3,c. 214]
-нижнее отклонение средней длины общей нормали EWms=-20мкм
[4 ,c. 225]
Параметры шпоночного соединения выбираем по ГОСТ 23360-78
[2,c. 809]
Чертеж зубчатого колеса представлен на с.3.
3. Выбор режущего инструмента
Принимаем согласно[3,c. 61] цельную червячную фрезу класса точности В по ГОСТ 9324-80Е со следующими параметрами:
-модуль
-диаметр вершин De=80мм;
-посадочный диаметр d=32мм;
-ширина венца L=71мм;
-число стружечных канавок 10
—материал быстрорежущая сталь Р6М5 ГОСТ 19265-73.
4. Расчет режимов резания
Согласно [5,с. 299] значение оборотной подачи
S0= SТаб·КS ,
где SТаб— табличное значение оборотной подачи, мм/об;
КS – поправочный коэффициент, зависящий от обрабатываемого материала
При SТаб =1,0…1,2мм/об; КS =1 получим
S0=1,0…1,2мм/об
Принимаем значение
продольной подачи  =1мм/об
=1мм/об
Согласно [5,с. 300]
скорость резания  =43,5м/мин.
=43,5м/мин.
Частота вращения фрезы:
Принимаем n=180об/мин.
5. Настройка гитар станка
5.1 Гитара скоростей
Уравнение перемещения конечных участков кинематической цепи
Уравнение кинематического баланса
Формула настройки гитары
Имеем 
5.2 Гитара деления
Уравнение перемещения конечных участков кинематической цепи
Уравнение кинематического баланса
Для прямозубых
колес передаточное отношение дифференциала  =1
=1
При числе зубьев
Z<161
перебор 
Формула настройки гитары
Имеем
5.3 Гитара подач
Уравнение перемещения конечных участков кинематической цепи
Уравнение кинематического баланса
Формула настройки гитары
Имеем
Кинематическая схема станка [1, с.156] приведена на рис. 5.1
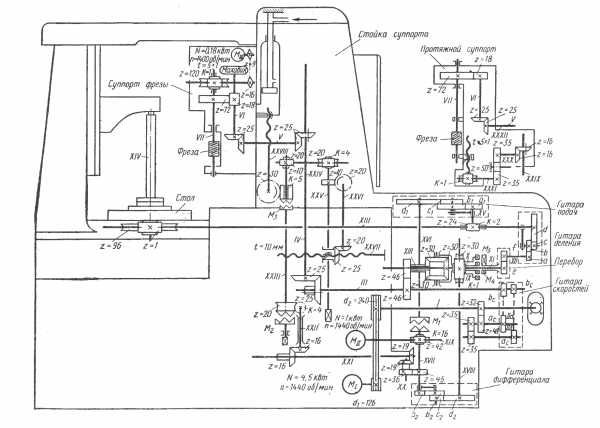
Рисунок 5.1 — Кинематическая структура зубофрезерного станка
модели 5Е32
Задача 2
Для станка 5E32 определить коэффициент ремонтной сложности механической части, выбрать структуру ремонтного цикла и определить длительность ремонтного цикла и межремонтных периодов.
При решении задачи принимаем:
-порядковый номер планового ремонтного цикла: четвертый;
-год изготовления станка: 1976.
Коэффициент ремонтной сложности зубообрабатывающего станка определим по зависимости:
где 
 —
коэффициент, зависящий от типа станка
—
коэффициент, зависящий от типа станка
 -основная
часть ремонтной сложности
-основная
часть ремонтной сложности
 —
ремонтная сложность шпинделей
многошпиндельных станков
—
ремонтная сложность шпинделей
многошпиндельных станков
 —
коэффициент ремонтной сложности
гидравлической части оборудования
—
коэффициент ремонтной сложности
гидравлической части оборудования
Согласно [6, с.609]
для станков нормальной точности  =1
=1
Согласно [6, с.631]
для вертикальных полуавтоматов,
работающих червячными фрезами,  =1,1
=1,1
Согласно [6, с.632]
для зубофрезерных станков с наибольшим
диаметром обрабатываемого колеса 800мм  =13,4
=13,4
Для одношпиндельных
станков 
Ремонтная сложность гидравлической части определяем по формуле:
,
где P— рабочее давление триплунжерного насоса , МПа;
Q— производительность триплунжерного насоса высокого давления, л/мин;
С— коэффициент, учитывающий конструктивные особенности насоса;
 — коэффициент,
учитывающий конструктивные особенности
насосов других типов, кроме триплунжерных;
— коэффициент,
учитывающий конструктивные особенности
насосов других типов, кроме триплунжерных;
 —
производительность насосов других
типов, кроме триплунжерных, л/мин;
—
производительность насосов других
типов, кроме триплунжерных, л/мин;
L – длина цилиндра, мм;
D – диаметр цилиндра, мм;
n – число цилиндров;
m – число клапанов, золотников, регуляторов и т.п.
В данном случае в
гидравлической схеме станка присутствует
лопастный гидронасос производительностью 
В системе имеется два фильтра и распределительная коробка. Принимаем m =3.
Давление масла в
системе  .
.
Учитывая что в системе нет триплунжерного насоса принимаем P=0; Q=0
Согласно [7,c. 592] принимаем D =50 мм; L =400мм.
Согласно [6,c.
656] для лопастных одинарных насосов  =1
=1
Согласно [6,c. 656] С=4
Получим ремонтную сложность гидравлической части
 =0,003·1·12+4+0,001·400+0,003·50+0,5·1+0,03·3=5,176
=0,003·1·12+4+0,001·400+0,003·50+0,5·1+0,03·3=5,176
Определим коэффициент ремонтной сложности
 =1·1,1·13,4+5,176=19,916≈20
=1·1,1·13,4+5,176=19,916≈20
Для станков массой более 10т нормальной степени точности согласно [6,c. 41] принимаем структуру ремонтного цикла
КР-ТР-ТР-СР-ТР-ТР-КР,
где КР- капитальный ремонт;
СР- средний ремонт;
ТР- текущий ремонт.
Согласно [6,c. 44] длительность ремонтного цикла
,
где  —
коэффициент обрабатываемого материала
—
коэффициент обрабатываемого материала
 —
коэффициент материала инструмента
—
коэффициент материала инструмента
 —
коэффициент класса точности оборудования
—
коэффициент класса точности оборудования
 —
коэффициент возраста
—
коэффициент возраста
 —
коэффициент долговечности.
—
коэффициент долговечности.
Согласно [6,c.
47]  =1;
=1; =1;
=1; =1.
=1.
Согласно [6,c.
656] для 4-го порядкового номера планового
ремонтного цикла  =0,8.
=0,8.
Согласно [6,c.
656] для станков, изготовленных с 1975 г по
1980 г  =0,9.
=0,9.
Имеем длительность ремонтного цикла:
Длительность межремонтного периода согласно [6,c. 44]
Перечень использованной литературы
Мильштейн М. З. Нарезание зубчатых колес. Учеб. Пособие для подготовки рабочих. -М.: Высш. школа,1972.- 272с.
Анурьев В.И. Справочник конструктора-машиностроителя: в 3-хт.. Т.2. — 8-е изд. перераб. и доп. Под ред. И.Н. Жестковой. — М.: Машиностроение, 2001.- 912 с: ил.;
Овумян Г. Г., Адам Я. И.Справочник зубореза — 2-е изд., перераб. и доп. —М.: .Машиностроение, 1983 — 223 с, (Серия справочников для рабочих)
Зенкин А.С., Петко И.В. Допуски и посадки в машино-строении: Справочник. — 3-е изд., перераб. и доп. — К.: Тэхника, 1990. – 320 с.
Режимы резания металлов: Справочник. /Под ред. А.И. Каширина. — М.: Машиностроение, 1970. -340 с.
Типовая система технического обслуживания и ремонта металло- и деревообрабатывюшего оборудования /Мин-во станкостроительной и инструментальной промышленности; ЭНИМС; Ред. В.И. Клягин, Ф.С. Сабиров. — М.: Машиностроение, 1988. — 667 с
Анурьев В.И. Справочник конструктора-машиностроителя: в 3-х т.. Т.3. — 8-е изд. перераб. и доп. Под ред. И.Н. Жестковой.- М.: Машиностроение, 2001.- 864 с: ил.;
studfiles.net
5К32 Станок зубофрезерный вертикальный полуавтомат схемы, описание, характеристики
Сведения о производителе вертикального зубофрезерного станка полуавтомата 5К32
Производитель вертикального зубофрезерного полуавтомата 5К32 Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец
Зубофрезерные станки серии К
Универсальный зубофрезерный станок 5К32 является базовым станком серии К на основе которого выполняют универсальные станки упрощённой конструкции, станки повышенной точности; станки с многозаходными делительными парами; специализированные и специальные станки.
Зубофрезерные станки серии К:
- 5К324ПА — диаметр нарезаемого колеса — 500 мм, нарезаемый модуль — 8 мм
- 5К32, 5К32П, 5К32А — диаметр нарезаемого колеса — 800 мм, нарезаемый модуль — 10 мм
- 5К328, 5К328П, 5К328А — диаметр нарезаемого колеса — 1250 мм, нарезаемый модуль — 12 мм
Эти станки по своим техническим характеристикам и по механизмам, обеспечивающим прогрессивные методы зубофрезерования, отвечают мировым стандартам. Зубофрезерные станки базовых мод. 5К324, 5К32, 5К328 предназначены для использования в условиях единичного, мелкосерийного и серийного производства.
В станках 5К324, 5К32, снабженных шестеренными коробками с электромагнитными муфтами, для изменения частоты вращения фрезы и величины подачи используют ползунковые переключатели на пульте управления, которые осуществляют включение электромагнитных муфт. Это дает возможность осуществить автоматический двухпроходный цикл зубофрезерования с автоматическим переключением скоростей и подач перед вторым рабочим ходом, что сокращает вспомогательное время.
Для условий серийного производства станки 5К324 и 5К32 изготовляют с коробками скоростей и подач, настраиваемых с помощью сменных колес. В станке мод. 5К328 для изменения скоростей и подач служат скользящие блоки зубчатых колес.
Зубофрезерные станки универсального типа 5К324А и 5К32А упрощены; в них вместо, непрерывного осевого перемещения фрезы предусмотрено автоматическое периодическое перемещение в конце каждого цикла нарезания. Станки предназначены для работы в условиях серийного и массового производства.
Зубофрезерные станки повышенной точности 5К324П и 5К32П предназначаются для нарезания колес высокой степени точности. Высокая точность зубонарезания достигается при увеличении в 2 раза передаточного отношения делительной червячной пары стола и более точного изготовления деталей и узлов станка, точность которых влияет на точность нарезаемых колес. Эти станки используют для чистовых операций.
5К32 Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
Станок зубофрезерный вертикальный полуавтомат 5К32 предназначен для фрезерования цилиндрических зубчатых колес, а также червячных колес радиальным методом в условиях единичного, мелкого и среднесерийного производства.
Нарезание зубчатых колес производится по способу обкатки фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Основные характеристики зубофрезерного станка полуавтомата 5к32
Производитель: Егорьевский станкостроительный завод.
- Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°), мм — 800 мм
- Наибольший модуль нарезаемого колеса — 10 мм
- Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°) — 350 мм
- Частота вращения фрезы — 50..310 об/мин
- Электродвигатель привода шпинделя — 7,5 кВт; 1460 об/мин
- Вес станка — 7,2 т
Конструкция станка предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
При обработке прямозубых колес в станке должны осуществляться следующие движения:
- главное движение
- вертикальная подача суппорта
- вращение стола и установочные перемещения суппорта
При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются:
- главное движение
- радиальная подача и установочные перемещения стола
Станок работает по полуавтоматическому циклу.
Станок выполнен в соответствии с нормами точности по ГОСТ 659—67.
Конструкция зубофрезерного полуавтомата 5К32
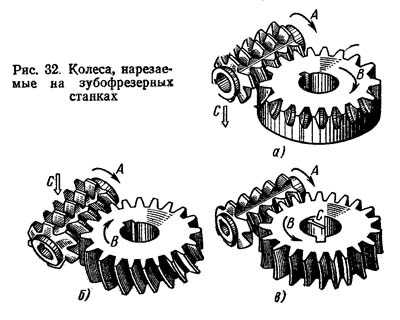
Виды нарезаемых колес на зубофрезерном станке 5К32. Рис. 32.
На станках 5К32 можно нарезать:
- цилиндрические прямозубые колеса (рис. 32, а)
- косозубые (рис. 32, б)
- червячные колеса методами радиальной (рис. 32, в) и осевой подач
При методе радиальной подачи заготовка может подаваться на фрезу или наоборот. По методу обкатки можно также фрезеровать шлицевые валы, многогранники, нарезать зубья на цепных звездочках, храповых колесах и т. д. Для всех видов указанных специальных зацеплений применяют червячные фрезы соответствующих профилей.
Нарезание цилиндрических прямо- и косозубых колес, а также червячных колес методом радиальной подачи — это основные виды работ, к которым станок наиболее приспособлен.
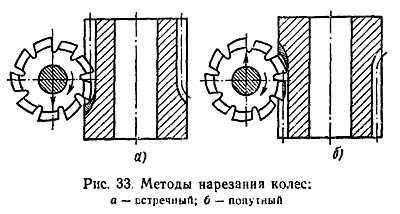
Методы работы на зубофрезерном станке 5К32. Рис. 33.
Нарезание колес может осуществляться как встречным методом, при котором вертикальная подача фрезы происходит сверху вниз (рис. 33, а), так и попутным методом, при котором вертикальная подача фрезы происходит снизу вверх (рис. 33, б). При попутном зубофрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом при одновременном уменьшении шероховатости поверхности зуба.
На этом станке можно нарезать цилиндрические колеса диаметром до 800 мм (при модуле до 10 мм и вертикальном перемещении фрезы — — 360 мм). Наибольший диаметр червячной фрезы, устанавливаемой во фрезерном суппорте, 180 мм при длине 175 мм. Степень точности обработки соответствует 7-му классу по ГОСТ 1643—72.
В конструкции станка предусмотрены механизмы, обеспечивающие прогрессивные методы зубофрезерования: радиальное врезание инструмента в заготовку, диагональную подачу, встречное и попутное фрезерование, возможность применения фрез большого диаметра, длины и т. п. Повышенные частота вращения фрезы и подача, значительное увеличение мощности главного привода в сочетании с высокой жесткостью станка допускают работу на повышенных режимах резания и позволяют применять острозаточенные и твердосплавные червячные фрезы.
Вертикальное расположение оси нарезаемого колеса при неподвижной суппортной стойке и подвижном столе обеспечивает необходимую жесткость и устойчивость в работе. Массивная задняя стойка, жестко соединенная со столом, обеспечивает надежную работу станка без дополнительного крепления к суппортной стойке верхней траверсой. Цикл работы станка автоматизирован. Все рабочие и вспомогательные движения: быстрый подвод заготовки к инструменту, зубонарезание, быстрый отвод колеса и инструмента в исходное положение и остановка станка — осуществляются автоматически. Уборка стружки осуществляется шнековым транспортером, расположенным внутри станины. Для зажима заготовки станок можно снабжать гидромеханическим устройством, монтируемым в столе.
Габариты рабочего пространства зубофрезерного полуавтомата 5К32

Габариты рабочего пространства станка 5к32
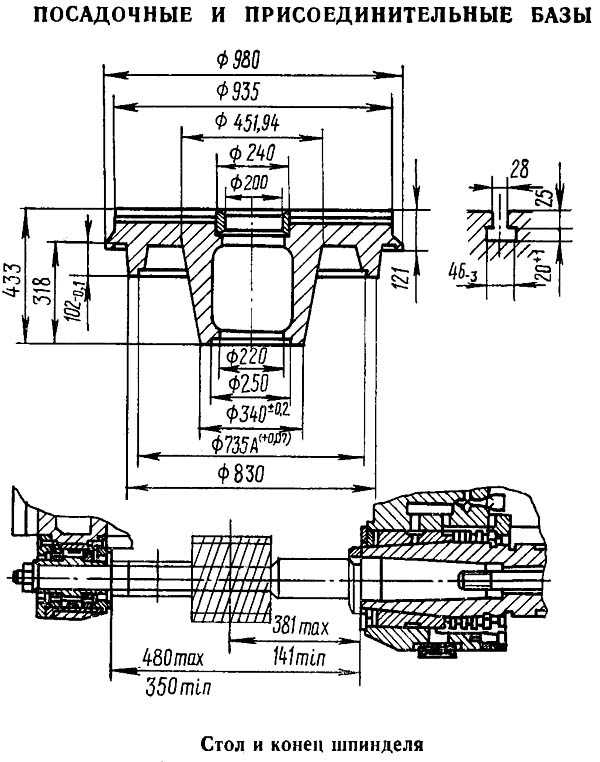
Посадочные и присоединительные базы полуавтомата 5К32
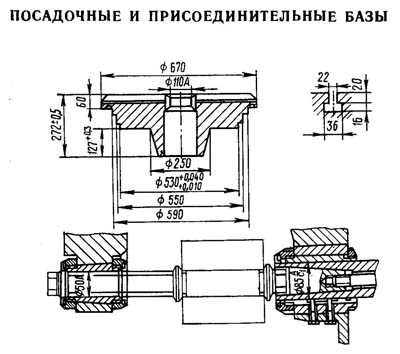
Посадочные и присоединительные базы полуавтомата 5к32
Общий вид и общее устройство станка 5К32

Фото зубофрезерного станка 5к32
Расположение органов управления станком полуавтоматом 5К32

Расположение органов управления станком 5к32
Расположение органов управления станком 5К32. Смотреть в увеличенном масштабе
Перечень органов управления станком полуавтоматом 5К32
- Переключатель метода фрезерования («Попутного» или «Встречного»)
- Выключатель освещения
- Выключатель охлаждения
- Переключатель циклов
- Лампочка- вертикальная подача включена
- Переключатель вращения фрезы
- Лампочка — радиальная подача выключена
- Лампочка — станок «Включен»
- Кнопка «Пуск» гидронасоса
- Кнопка «Стоп» гидронасоса
- Кнопка «Пуск» главного привода
- Кнопка «Стоп» главного привода
- Кнопка «Пуск» цикла
- Кнопка «стоп» цикла
- Кнопка ускоренного подвода стола
- Кнопка ускоренного отвода стола
- Кнопка включения ускоренного хода суппорта «Вверх»
- Кнопка включения ускоренного хода суппорта «Вниз»
- Лампочка- передвижка фрезы включена
- Кнопка «Пуск» передвижки фрезы
- Кнопка «Стоп» передвижки фрезы
- Рукоятка включения и выключения вертикальной подачи
- Манометр
- Винт зажима стола
- Аварийный упор
- Упор выключения ускоренного отвода стола
- Квадрат для натягивания ременной передачи главного привода
- Винт зажима дифференциала при обработке прямозубых и червячных колес
- Аварийный упор
- Упор выключения ускоренного подвода стола
- Квадрат для ручного перемещения упора
- Рукоятка фиксирования положения упора стола
- Квадрат для ручного перемещения стола
- Кран управления
- Линейный выключатель
- Рукоятка крепления кронштейна контрподдержка
- Упор автоматического управления работой станка по циклу 37А — Винт зажима каретки суппорта
- Упор автоматического управления работой ставка по циклу
- Линейка с нониусом для поворота суппорта на угол
- Квадрат для ручного поворота суппорта на угол
- Квадрат для ручного перемещения суппорта
- Квадрат для ручного поворота шнека транспортера стружки
- Квадрат подъема и опускания шнека
- Винт зажима стола
- Сменные шестерни для нарезания простых чисел зубьев
- Аварийный упор
- Квадрат шомпола крепленая оправки фрезы
- Аварийный упор
- Кран охлаждения
- Аварийный упор
Примечание. Для избежания аварии при обработке спиральных колес необходимо аварийные упоры 46, 48, ограничивающие вертикальные перемещения каретки фрезерного суппорта, устанавливать по фактически возможному ходу суппорта. Винт зажима дифференциала 28 должен бить освобожден.
Перечень составных частей зубофрезерного станка 5К32
- Гр.11 — Станина
- Гр.16 — Транспортер
- Гр.22 — Коробка привода
- Гр.32 — Суппортная стойка
- Гр.З6 — Каретка суппорта
- Гр.42 — Коробка распределения
- Гр.44 — Коробка подач
- Гр.52 — Суппорт
- Гр.61 — Стол
- Гр.71 — Контрподдержка
- Гр.75 — Гидропривод
- Гр.76 — Кран управления
- Гр.81 — Охлаждение
- Гр.84 — Электрошкаф
- Гр.85 — Электропривод
- Гр.92 — Принадлежности
Расположение составных частей и органов управления зубофрезерного станка 5К32

Расположение составных частей и органов управления станка 5к32
Рассмотрим основные узлы и органы управления вертикального зубофрезерного полуавтомата 5К32 (рис. 34). На горизонтальных направляющих станины 1 устанавливают салазки 23 стола 22. По этим направляющим салазки со столом перемещаются в радиальном направлении. К станине станка прикреплена передняя стойка 2. На вертикальных направляющих установлен суппорт 10 с фрезерной, головкой 11, которые перемещаются в вертикальной плоскости с помощью ходового винта, расположенного вертикально и включаемого рукояткой 3. Ручное перемещение суппорта осуществляют от рукоятки, надеваемой на квадрат 4. Наличие поворотного круга у суппорта дает возможность поворачивать оправку фрезы вместе с фрезерной головкой в вертикальной плоскости на заданный угол и закреплять ее в этом положении. Стол находится на кольцевых направляющих и центрируется коническим выступом. К столу прикреплено червячное колесо, приводимое во вращение червяком. От степени точности изготовления этой червячной пары зависит в основном степень точности нарезаемых на станке зубчатых колес. Сочетание высокооловянистой бронзы делительного (червячного) колеса со шлифовальным стальным азотированным червяком дает хорошие результаты по сохранению точности делительной пары.
Для регулирования зазора в делительной паре червяк изготовляют с переменной толщиной витка (двухшаговый). Это означает, что шаг по левому профилю червяка равен 19,132 мм, а шаг по правому профилю равен 18,566 мм.
В радиальном направлении стол перемещают ходовым винтом, гайка которого прикреплена к салазкам станка. Для ручного перемещения стола на квадрат 15 надевают рукоятку, а на квадрат 16 — рукоятку для ручного перемещения упора включения радиальной подачи. По вертикальным направляющим задней стойки 13 перемещается кронштейн 12, поддерживающий верхний конец оправки, что предохраняет ее от деформации, вызываемой силами резания. Кронштейн перемещается гидравлически включением рукоятки 14. Рукоятками 6 и 7 управляют осевой подачей фрезы, а упоры 8 и 9 служат для выключения перемещения суппорта. Рукоятка а на квадрат 16 — рукоятку для ручного перемещения упора включения радиальной подачи. По вертикальным направляющим задней стойки 13 перемещается кронштейн 12, поддерживающий верхний конец оправки, что предохраняет ее от деформации, вызываемой силами резания. Кронштейн перемещается гидравлически включением рукоятки 14. Рукоятками 6 и 7 управляют осевой подачей фрезы, а упоры 8 и 9 служат для выключения перемещения суппорта.
Рукоятка 17 служит для фиксирования установки упоров. Упоры служат для аварийного быстрого подвода стола 18, выключения быстрого подвода стола 19, останова стола быстрого отвода 20 и аварийного 21. При срабатывании аварийного упора обеспечивается вся электросхема станка и возможны только ручные перемещения. На пульте управления 5 расположены кнопки включения и выключения гидронасоса, пуск и. останов главного электродвигателя, быстрого подвода — отвода стола, суппорта, а также переключатели метода фрезерования (попутное или встречное), освещения, цикла.
Настройка станка для нарезания цилиндрических прямозубых колес. При нарезании цилиндрических прямозубых колес фрезе сообщают вращательное движение в направлении стрелки А (см. рис. 32). Если фреза левозаходная, то обрабатываемое колесо должно вращаться в направлении, указанном стрелкой В; если же фреза правозаходная, то в направлении, противоположном стрелке.
Схема кинематическая зубофрезерного станка 5К32
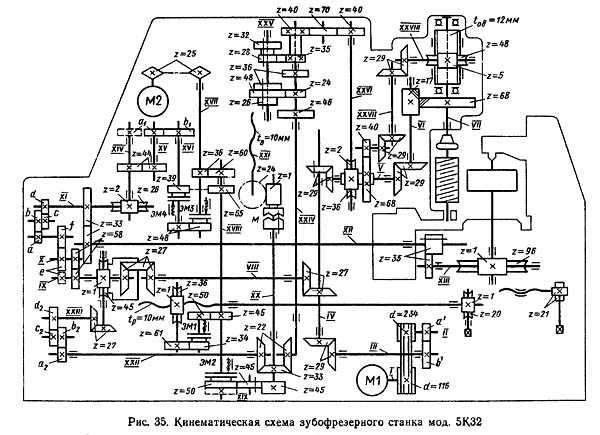
Кинематическая схема зубофрезерного станка 5к32
5К32 Схема 1 кинематическая зубофрезерного станка. Смотреть в увеличенном масштабе
5К32 Схема 2 кинематическая зубофрезерного станка. Смотреть в увеличенном масштабе
Движения в станке. Главное движение — вращение фрезы. Подачи: вертикальная — суппорта 3, радиальная — стола 5. Делительное вращение стола и заготовок. Ускоренные перемещения: суппорта, стола, передвижение фрезы, вращение стола 4.
При обработке прямозубых колес в станке должны осуществляться следующие движения: главное движение, вертикальная подача суппорта, вращение стола и установочные перемещения суппорта. При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются: главное движение, радиальная подача и установочные перемещения стола.
Для нарезания прямозубых цилиндрических колес в станке предусмотрены следующие кинематические цепи:
- Главного вращательного движения фрезы
- Делительная, согласующая вращательные движения червячной фрезы и нарезаемого колеса
- Вертикальной подачи червячной фрезы
Схема смазки зубофрезерного станка 5К32
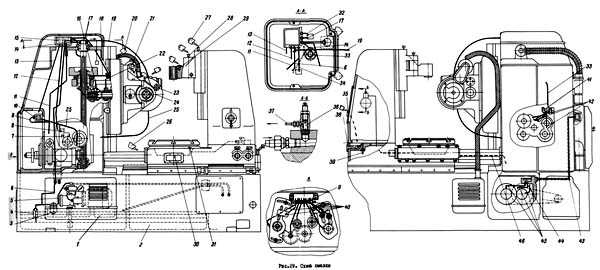
Схема смазки зубофрезерного станка 5к32
Схема смазки зубофрезерного станка 5К32. Смотреть в увеличенном масштабе
Перечень оборудования системы смазки зубофрезерного станка 5К32
- Резервуар системы смазки и гидросистемы
- Резервуар для охлаждающей жидкости
- Фильтр пластинчатый Г41-II
- Обратный клапан Г51-22
- Подвод масла из гидросистемы к системе смазки
- Подвод масла к ванне 15 стойки и к суппорту
- Шестерни, электромагнитные муфты и подшипники в коробке распределения движений
- Распределитель смазки коробки распределения движений
- Подшипник и конические шестерни дифференциала, конические шестерни с подшипниками коробки привода, расположенные в станине
- Ванна смазки гитарного механизма стойки
- Червячная пара
- Подвод смазки к распределителю коробки распределения движений
- Подвод смазки к ванне гитарного механизма
- Подшипники вертикального вала
- Ванна стойки
- Подшипники в каретке суппорта
- Подвод смазки к маслоприемнику каретки суппорта
- Подшипники каретки суппорта
- Подвод смазки к распределителю в суппорте для смазки механизма суппорта
- Направляющие стойки
- Суппорт
- Червяк тангенциальной подачи
- Глазок контроля смазки суппорта
- Съемный подшипник
- Слив из суппорта
- Направляющие станины
- Направляющие контрподдержки
- Ось кронштейна
- Втулка кронштейна
- Трубка контроля смазки кольцевых направляющих стола
- Пробки заливки масла в стол
- Подвод смазки в коробку подач
- Шестерни и подшипники коробки диагональных подач
- Подвод смазки к глазку контроля наличия смазки суппортной стойки
- Стол
- Регулятор смазки кольцевых направлявших стола
- Подвод смазки к кольцевым направляющим стола
- Окно контроля смазки стола
- Механизмы стола и направляющие станины
- Подшипники, пальцы и шестерни гитарного механизма
- Ванна смазки коробки подач
- Подшипники, электромагнитные муфты и шестерни коробки подач
- Подвод смазки в ванну коробки привода
- Ванна смазки коробки привода
- Подшипники и шестерни коробки привода
- Слив излишков масла из стола в стойку
Электрооборудование зубофрезерного станка — полуавтомата 5К32
На станке установлено четыре трехфазных короткозамкнутых электродвигателя:
- Электродвигатель рабочего хода А02-5/4; 7,5 кВт; 1460 об/мин (1Д)
- Электродвигатель насоса охлаждения ПА-45; 0,15 кВт; 2840 об/мин (2Д)
- Электродвигатель привода гидронасоса, AОЛ2-22/6; 1,1 квт; 930 ов/иин (ЗД)
- Электродвигатель ускоренного хода АО2-З2/4; 3,0 пт; 1430 об/мин (4Д)
Настройка зубофрезерного станка — полуавтомата 5К32. Видео
Технические характеристики зубофрезерного станка 5К32
| Наименование параметра | 5К32 | 5К324 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса, мм | 10 | 8 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°), мм | 800 | 500 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 500 | 400 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 350 | 300 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (60°), мм | 120…250 | 120…250 |
| Наибольший диаметр нарезаемых червячных колес, мм | 800 | 500 |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 350 | 300 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 200 | 200 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (45°), мм | 150 | 150 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 130 | 130 |
| Наименьшее число нарезаемых зубьев | 12 | 12 |
| Стол | ||
| Диаметр стола, мм | 630 | 500 |
| Расстояние между осями стола и фрезы, мм | 80…500 | 60…350 |
| Расстояние от плоскости стола и оси фрезы, мм | 210…570 | 210…570 |
| Ускоренное перемещение стола, мм/мин | 170 | 170 |
| Ручное перемещение стола за один оборот лимба, мм | 0,5 | 0,5 |
| Суппорт | ||
| Наибольшее перемещение суппорта, мм | 360 | 360 |
| Ускоренное перемещение каретки суппорта, мм/мин | 550 | 550 |
| Наибольший диаметр режущего инструмента, мм | 200 | 200 |
| Наименьшая длина режущего инструмента, мм | 200 | 200 |
| Диаметры фрезерных оправок, мм | 32; 40 | 32; 40 |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | 130 | 130 |
| Расстояние от оси шпинделя до направляющих суппорта, мм | 319 | 319 |
| Наибольший угол наклона зубьев нарезаемого колеса, град | ±60 | ±60 |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 1` | 1` |
| Конусное отверстие шпинделя | Морзе 5 | Морзе 5 |
| Наибольшее осевое перемещение фрезы, мм | 80 | 80 |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 5…310 | 5…310 |
| Число ступеней оборотов фрезы | 9 | 9 |
| Пределы продольных подач, мм/об | 0,8…5,0 | 0,8…5,0 |
| Пределы радиальных подач, мм/об | 0,3…1,7 | 0,3…1,7 |
| Пределы тангенциальных подач, мм/об | 0,17…3,7 | 0,17…3,7 |
| Число ступеней подач | 7 | 7 |
| Привод и электрооборудование станка | ||
| Электродвигатель главного привода, кВт/ об/мин | 7,5/ 1460 | 7,5/ 1460 |
| Электродвигатель ускоренного хода, кВт/ об/мин | 3/ 1430 | 3/ 1430 |
| Электродвигатель привода гидронасоса, кВт/ об/мин | 1,1/ 930 | 1,1/ 930 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,15/ 2840 | 0,15/ 2840 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2550 1510 2000 | 2500 1440 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 7200 | 6400 |
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
Каталог-справочник зубофрезерных станков станков
Паспорта и руководства зубофрезерных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
5К328а Станок зубофрезерный вертикальный полуавтомат схемы, описание, характеристики
Сведения о производителе вертикального зубофрезерного полуавтомата 5К328А
Производитель вертикального зубофрезерного полуавтомата 5К328а Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец
Зубофрезерные станки, работающие по методу огибания
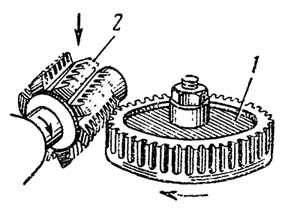
Рис. 1. Зубофрезерные станки, работающие по методу огибания
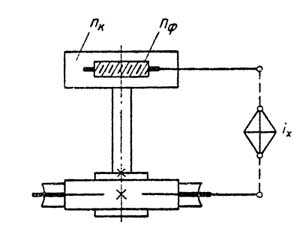
Рис. 2. Принципиальная схема настройки зубофрезерного станка

Рис. 3. Структурная схема зубофрезерного станка
Зубофрезерные станки, работающие по методу огибания, предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 3).
При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 2. Если колесо имеет z зубьев и совершит пк оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы.
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис. 3). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1. регулируемое органом настройки iv вращение заготовки B2, согласованное с вращением фрезы Вх; перемещение суппорта с фрезой параллельно оси стола П, настраиваемое органом i3. Суппорт может перемещаться или сверху вниз, или снизу вверх. При перемещении суппорта сверху вниз осуществляется встречное фрезерование, В этом случае при вращении фрезы зубья движутся навстречу срезаемому слою металла. При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения П фрезы. Следовательно, одно исполнительное звено — стол станка — должно иметь два вращения В2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма.
5К328а Станок вертикальный зубофрезерный полуавтомат для цилиндрических колес. Назначение и область применения
Зубофрезерные станки серии К
Универсальный зубофрезерный станок 5К32 является базовым станком серии К на основе которого выполняют универсальные станки упрощённой конструкции, станки повышенной точности; станки с многозаходными делительными парами; специализированные и специальные станки.
Зубофрезерные станки серии К:
- 5К324, 5К324П, 5К324А — диаметр нарезаемого колеса — 500 мм, нарезаемый модуль — 8 мм
- 5К32, 5К32П, 5К32А — диаметр нарезаемого колеса — 800 мм, нарезаемый модуль — 10 мм
- 5К328, 5К328П, 5К328А — диаметр нарезаемого колеса — 1250 мм, нарезаемый модуль — 12 мм
Эти станки по своим техническим характеристикам и по механизмам, обеспечивающим прогрессивные методы зубофрезерования, отвечают мировым стандартам. Зубофрезерные станки базовых мод. 5К324, 5К32, 5К328 предназначены для использования в условиях единичного, мелкосерийного и серийного производства.
В станках 5К324, 5К32, снабженных шестеренными коробками с электромагнитными муфтами, для изменения частоты вращения фрезы и величины подачи используют ползунковые переключатели на пульте управления, которые осуществляют включение электромагнитных муфт. Это дает возможность осуществить автоматический двухпроходный цикл зубофрезерования с автоматическим переключением скоростей и подач перед вторым рабочим ходом, что сокращает вспомогательное время.
Для условий серийного производства станки 5К324 и 5К32 изготовляют с коробками скоростей и подач, настраиваемых с помощью сменных колес. В станке мод. 5К328 для изменения скоростей и подач служат скользящие блоки зубчатых колес.
Зубофрезерные станки универсального типа 5К324А и 5К32А упрощены; в них вместо, непрерывного осевого перемещения фрезы предусмотрено автоматическое периодическое перемещение в конце каждого цикла нарезания. Станки предназначены для работы в условиях серийного и массового производства.
Зубофрезерные станки повышенной точности 5К324П и 5К32П предназначаются для нарезания колес высокой степени точности. Высокая точность зубонарезания достигается при увеличении в 2 раза передаточного отношения делительной червячной пары стола и более точного изготовления деталей и узлов станка, точность которых влияет на точность нарезаемых колес. Эти станки используют для чистовых операций.
Универсальный зубофрезерный станок полуавтомат 5К328а предназначен для нарезания (фрезерования) цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки попутным или встречным методами фрезерования. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки. Наличие циклов радиальной, тангенциальной и диагональной подачи значительно расширяет технологические возможности полуавтоматов.
Станок имеет неподвижный стол и подвижную стойку. Наличие в станке универсального фрезерного суппорта позволяет обрабатывать цилиндрические и червячные колеса методом радиального врезания и тангенциальной подачи. На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
На базе станка могут изготавливаться станки (модель 53А11С2) для обработки валков периодического профиля для прокатки арматуры на прокатных станах.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
Значительная мощность электродвигателя привода фрезы, высокие скорости и достаточная общая жесткость станков позволяет производить обработку на повышенных режимах со скоростями до 60…70 м/мин.
На базе этих станков Егорьевский станкостроительный завод «Комсомолец» выпустил большое количество специальных станков для обработки зубчатых колес различных размеров и форм, в том числе и для обработки деталей бочкообразной и конусной формой зуба
Станок работает по полуавтоматическому циклу.
Станок выполнен в соответствии с нормами точности по ГОСТ 659—67.
Габариты рабочего пространства зубофрезерного полуавтомата 5К328а
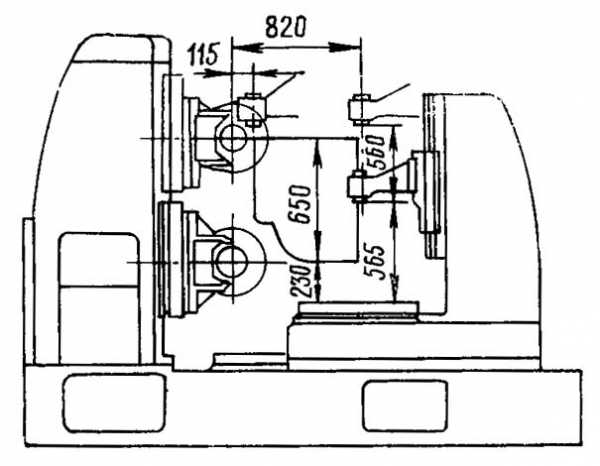
Габариты рабочего пространства зубофрезерного полуавтомата 5к328а
Посадочные и присоединительные базы полуавтомата 5К328а
Посадочные и присоединительные базы полуавтомата 5к328а
Общий вид и общее устройство станка 5К328а

Фото зубофрезерного станка 5к328а

Фото зубофрезерного станка 5к328а
Схема кинематическая зубофрезерного станка 5К328а
Кинематическая схема зубофрезерного станка 5к328а
Кинематическая схема зубофрезерного станка 5К328а. Смотреть в увеличенном масштабе
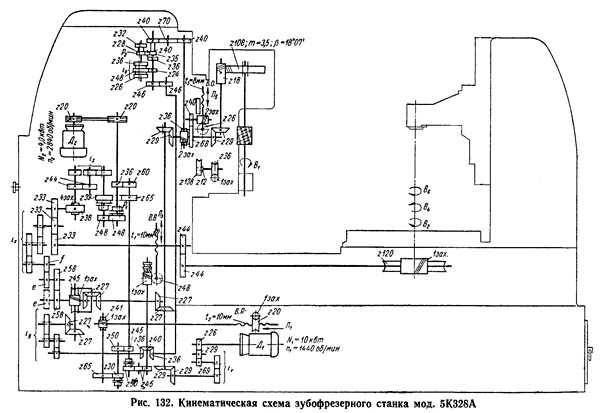
Описание кинематической схемы зубофрезерного полуавтомата 5К328А
Ha станке (рис. 132) можно нарезать червячной фрезой цилиндрические колеса с прямыми и винтовыми зубьями с продольной, радиальной и диагональной подачей и червячные колеса с радиальным, тангенциальным и диагональным врезанием. Наибольший диаметр нарезаемого колеса 1250 мм, наибольший модуль 12 мм.
Станок имеет три ходовых винта:
- вертикальный винт ВВ
- радиальный винт ВР
- тангенциальный винт ВО для перемещения фрезы вдоль ее оси
Эти винты могут быть включены или поочередно, или попарно, или все вместе в зависимости от способа нарезания и формы зубьев нарезаемого колеса. Полностью структура станка обычно не используется. Почти полностью она используется лишь в случае нарезания цилиндрического колеса с винтовым зубом с диагональной подачей.
В этом случае, как уже было сказано выше, к двум движениям формообразования Фv(В1В2) и Фs1(П3В4) добавляется третье движение Фs2(П5В6), где П5 — осевое перемещение фрезы для возможности постепенного ввода всех ее режущих кромок в работу во время нарезания заготовки, что увеличивает стойкость фрезы.
Первая кинематическая группа — группа движения скорости резания Фv(В1В2) состоит из внутренней связи в виде кинематической цепи, связывающей шпиндель фрезы со столом через центральные конические колеса дифференциала и гитару ix, и внешней связи, через которую движение от двигателя Д1 передается во внутреннюю цепь. Движение скорости резания Фv(В1В2) настраивается по двум параметрам: на траекторию — гитарой iх и на скорость — гитарой iv.
Вторая кинематическая группа — группа движения продольной подачи Фs1(П3В4) состоит из внутренней кинематической связи в виде кинематической цепи, связывающей через дифференциал и гитару iy вертикальный ходовой винт ВВ со столом. Внешняя связь этой группы передает движение от двигателя Д1 во внутреннюю цепь и соединяется с последней через коническое колесо z40, сцепляющееся с двумя коническими колесами z36. Движение Фs1 настраивается по всем пяти параметрам: на траекторию (шаг винтовой линии) — гитарой iy, на путь и на исходное положение — передвижными упорами на суппорте (на схеме не показаны), на скорость — гитарой подачи is1 и на направление — реверсом Р1, расположенным на выходном валу гитары подач.
Третья кинематическая группа создает сложное движение тангенциальной подачи Фs2(П5В6), которое также используется для образования профиля зуба нарезаемого колеса. Следовательно, профиль зуба создается двумя движениями: Фv(В1В2) и Фs2(П5В6).
Методы зубонарезания. Видеоролик.
Технические характеристики зубофрезерного станка 5К328а
| Наименование параметра | 5К328а | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса, мм | 12 | |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с отведенной задней стойкой (без контрподдержки), мм | 1250 | |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 800 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 1000 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 600 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (60°) (для фрезы Ø 180 мм), мм | 400 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±60 | |
| Наибольший диаметр червячных нарезаемых колес, мм | 800 | |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 560 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 400 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (45°), мм | 310 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 290 | |
| Наименьшее число нарезаемых зубьев | 20 | |
| Стол | ||
| Диаметр стола, мм | 935 | |
| Расстояние между осями стола и фрезы, мм | 115..820 | |
| Расстояние от плоскости стола и оси фрезы, мм | 230..880 | |
| Ускоренное перемещение стола, мм/мин | 170 | |
| Ручное перемещение стола за один оборот лимба, мм | 0,5 | |
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 650 | |
| Ускоренное перемещение каретки суппорта, мм/мин | 400 | |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 225 | |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 240 | |
| Диаметры фрезерных оправок, мм | ||
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | 120 | |
| Расстояние от оси шпинделя до направляющих суппорта, мм | 390 | |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | |
| Поворот суппорта на одно деление шкалы нониуса, мин | 5` | |
| Конусное отверстие шпинделя | Морзе 6 | |
| Наибольшее осевое перемещение фрезы, мм | 240 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона (30°/ 45°/ 60°), мм | ||
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | ||
| Число ступеней оборотов фрезы | ||
| Пределы продольных (вертикальных) подач, мм/об | ||
| Пределы радиальных подач, мм/об | ||
| Пределы тангенциальных подач, мм/об | ||
| Число ступеней подач | ||
| Привод и электрооборудование станка | ||
| Электродвигатель главного привода, кВт | 10 | |
| Электродвигатель ускоренного хода, кВт | 4 | |
| Электродвигатель привода гидронасоса, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,6 | |
| Электродвигатель транспортера стружки, кВт | ||
| Суммарная мощность электродвигателей, кВт | ||
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 3580 х 1790 х 2590 | |
| Масса станка с электрооборудованием и охлаждением, кг | 14000 |
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
Каталог-справочник зубофрезерных станков станков
Паспорта и руководства зубофрезерных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
СЧЁТЧИК ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ТРЁХФАЗНЫЙ NP73E ПАСПОРТ ADDM ПС
ОДНОФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF11-50-M1
ОДНОФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF11-50-M1 ПАСПОРТ ADDM.433581.007-01 ПС Адрес предприятия-изготовителя: 143989, Россия, Московская область, г. Балашиха, мкр. Железнодорожный, ул. Маяковского, д. 16 ООО Матрица
ПодробнееМонитор RML5 ПАСПОРТ ADDM ПС
Монитор RML5 ПАСПОРТ ADDM.423146.068-05 ПС Адрес предприятия изготовителя: 143989, Россия, Московская область, г. Балашиха, мкр. Железнодорожный, ул. Маяковского, д. 16 ООО «Матрица» Телефон: (495) 225-80-92
ПодробнееТРЁХФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF33-50-M1
ТРЁХФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF33-50-M1 ПАСПОРТ Адрес предприятия-изготовителя: 143989, Россия, Московская область, г. Балашиха, мкр. Железнодорожный, ул. Маяковского, д. 16 ООО Матрица Телефон: (495) 225-80-92
ПодробнееЭЛЕКТРОСЧЕТЧИК РАДИОМОДЕМОМ «АМПЕР-1»
ЭЛЕКТРОСЧЕТЧИК РАДИОМОДЕМОМ «АМПЕР-1» Руководство по эксплуатации Москва 2016 Редакция: 2.01 Свидетельство о приёмке Счётчик электрической энергии статический однофазный АМПЕР-1. Заводской номер : Соответствует
ПодробнееДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ МОНИТОРЫ RML7 ПАСПОРТ ADDM.411152.714 ПС По вопросам продаж и поддержки обращайтесь: Архангельск (8182)63-90-72 Калининград (4012)72-03-81 Нижний Новгород (831)429-08-12 Смоленск
ПодробнееСертификат соответствия РОСС RU.МЕ65.В
ООО «МИРТЕК» МЕ65 СЧЕТЧИКИ АКТИВНОЙ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ОДНОФАЗНЫЕ ОДНОТАРИФНЫЕ МИРТЕК-101 МИРТ.411152.026ПС ПАСПОРТ Сертификат соответствия РОСС RU.МЕ65.В01761 Государственный реестр средств измерений
ПодробнееДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ КОМПЛЕКТЫ ОПТОГОЛОВКИ По вопросам продаж и поддержки обращайтесь: Архангельск (8182)63-90-72 Калининград (4012)72-03-81 Нижний Новгород (831)429-08-12 Смоленск (4812)29-41-54
ПодробнееТТФ «Современные приборы» (3412)
Бесконтактный электронный прибор учета электрической энергии «Берегун 1-1» и «Берегун 1-2» ГОСТ Р 52320, ГОСТ Р 52322, ТУ 4228-001-18465627-07 ТТФ «Современные приборы» (3412) 51-30-20 www.sovpribor.ru
ПодробнееТТФ «Современные приборы» (3412)
Бесконтактный электронный прибор учета электрической энергии «Берегун 3-1 У1» ГОСТ Р 52320, ГОСТ Р 52322, ТУ 4228-001-18465627-07 Основные сведения Бесконтактный прибор учеты электрической энергии обеспечивает
ПодробнееДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ТРЕХФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF 33-50-M1 ПАСПОРТ По вопросам продаж и поддержки обращайтесь: Архангельск (8182)63-90-72 Калининград (4012)72-03-81 Нижний Новгород (831)429-08-12
ПодробнееКонтрАвт PSM блоки питания. Паспорт
Научно-производственная фирма КонтрАвт СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ блоки питания PSM-72-24 Паспорт ПИМФ.436534.003 ПС Версия 2.0 НПФ КонтрАвт Россия, 603107, Нижний Новгород, а/я 21
ПодробнееДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ОПТОГОЛОВКА СЧИТЫВАЮЩАЯ IRH5.1-USB ПАСПОРТ MA.467129.001 ПС По вопросам продаж и поддержки обращайтесь: Архангельск (8182)63-90-72 Калининград (4012)72-03-81 Нижний Новгород
Подробнее523.СЭТ1.000 Обозначение изделия
422861 код продукции Счётчик электрической энергии однофазный электронный СЭТ1-4М ПАСПОРТ 523.СЭТ1.000 Обозначение изделия — 2-1 Основные сведения об изделии 1.1 Счетчик электрической энергии однофазный
ПодробнееИМПУЛЬСНЫЙ ГЕРМЕТИЧНЫЙ
ОКП 34 1500 НАУЧНО ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ «РЭЛСИБ» БЛОК ПИТАНИЯ ИМПУЛЬСНЫЙ ГЕРМЕТИЧНЫЙ БПГ 12 Руководство по эксплуатации РЭЛС.423148.015 РЭ * * * * * * * * * Адрес предприятия изготовителя: г. Новосибирск,
ПодробнееСЧЕТЧИКИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ
«МИРТЕК-инжиниринг» СЧЕТЧИКИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ СТатические однофазные однотарифные МИРТЕК-101-BY МИРТ.4909858.21-02 BY РЭ РуКОводСТво по ЭКСплуатации Беларусь г. Гомель 2018 Настоящее руководство
ПодробнееБЛОК ПИТАНИЯ БП 220/24-1
Н Т Ц «М е х а н о т р о н и к а» 42 3751 код продукции при поставке на экспорт Утвержден — ЛУ место штампа «Для АЭС» БЛОК ПИТАНИЯ Зав. Паспорт 2 Содержание Лист 1 Основные технические данные… 3 2 Комплектность…
ПодробнееСОПРОТИВЛЕНИЕ ДОБАВОЧНОЕ Р4201
ОКП 42 2922 УТВЕРЖДАЮ Технический директор ОАО «Электроприбор» С.Б.Карышев 2002 г. СОПРОТИВЛЕНИЕ ДОБАВОЧНОЕ Руководство по эксплуатации ПЧ.47.000 РЭ 1 1 ОПИСАНИЕ И РАБОТА 1.1 Назначение 1.1.1 Сопротивление
ПодробнееПульт сигнализации ПС. Паспорт ЯРКГ ПС
Пульт сигнализации ПС Паспорт ЯРКГ 3.624.001 ПС 2015 ЯРКГ 3.624.001 ПС 1 Пульт сигнализации ПС (далее пульт) предназначен для формирования звуковых и световых сигналов с целью оповещения персонала о наступлении
Подробнее1 Основные сведения об изделии
1 Основные сведения об изделии 1.1 Блок измерения и защиты однофазный (далее — блок) предназначен для распределения и учета электрической энергии, а также для защиты отходящих линий при перегрузках и коротких
Подробнее2. ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
1. НАЗНАЧЕНИЕ Источники питания постоянного тока серии БП-98 (далее источники питания) предназначены для преобразования сетевого напряжения 220В в стабилизированное напряжение 5 36В. Прибор выпускается
ПодробнееТЕРМОБОКС FOODBOX ПАСПОРТ УВЕК I06 ПС г.
ТЕРМОБОКС FOODBOX ПАСПОРТ УВЕК.695255.I06 ПС 2010 г. 1 СОДЕРЖАНИЕ 1 Общие сведения об изделии….3 2 Основные технические данные…..3 3 Комплектность..4 4 Сроки службы, хранения и гарантии изготовителя…4
ПодробнееТРАНСФОРМАТОР ТОКА Т-0,66-1-У3
ОКП 341440 код ТН ВЭД России 8504313900 ТРАНСФОРМАТОР ТОКА Т-0,66-1-У3 ПАСПОРТ КЦНС.671113.005 ПС Разработал инженер-конструктор Проверил инженер-конструктор С.С. Фарамазян А.И. Лелеко Нормоконтроль Утверждаю
ПодробнееООО Электронные технологии. Источники бесперебойного питания ББП-20, ББП-25, ББП-30, ББП-35, ББП-40, ББП-50, ББП-55, ББП-24-3.
ООО Электронные технологии Источники бесперебойного питания ББП-20, ББП-25, ББП-30, ББП-35, ББП-40, ББП-50, ББП-55, ББП-24-3. Паспорт ИСТОЧНИКИ БЕСПЕРЕБОЙНОГО ПИТАНИЯ ПАСПОРТ 1 ВВЕДЕНИЕ Настоящий паспорт
ПодробнееБлок питания одноканальный
БП60Б-Д Блок питания одноканальный 109456, Москва, 1-й Вешняковский пр., д.2 тел.: (495) 174-82-82, 171-09-21 Р. 308 Зак. 781 паспорт и руководство по эксплуатации СОДЕРЖАНИЕ 1. Назначение… 2 2. Технические
Подробнее454085, г. Челябинск, пр. Ленина 2к, оф. 800, тел./факс: (351) ,
Общество с ограниченной ответственностью «АДС Энергия» 454085, г. Челябинск, пр. Ленина 2к, оф. 800, тел./факс: (351) 771-88-88, [email protected] ОКП 42 3200 Программатор MN-3-220/3-1 ПАСПОРТ г. Челябинск
Подробнееdocplayer.ru
NP73E ПАСПОРТ ADDM ПС. Адрес предприятия-изготовителя:
ОДНОФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF11-50-M1
ОДНОФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF11-50-M1 ПАСПОРТ ADDM.433581.007-01 ПС Адрес предприятия-изготовителя: 143989, Россия, Московская область, г. Балашиха, мкр. Железнодорожный, ул. Маяковского, д. 16 ООО Матрица
ПодробнееМонитор RML5 ПАСПОРТ ADDM ПС
Монитор RML5 ПАСПОРТ ADDM.423146.068-05 ПС Адрес предприятия изготовителя: 143989, Россия, Московская область, г. Балашиха, мкр. Железнодорожный, ул. Маяковского, д. 16 ООО «Матрица» Телефон: (495) 225-80-92
ПодробнееТРЁХФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF33-50-M1
ТРЁХФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF33-50-M1 ПАСПОРТ Адрес предприятия-изготовителя: 143989, Россия, Московская область, г. Балашиха, мкр. Железнодорожный, ул. Маяковского, д. 16 ООО Матрица Телефон: (495) 225-80-92
ПодробнееЭЛЕКТРОСЧЕТЧИК РАДИОМОДЕМОМ «АМПЕР-1»
ЭЛЕКТРОСЧЕТЧИК РАДИОМОДЕМОМ «АМПЕР-1» Руководство по эксплуатации Москва 2016 Редакция: 2.01 Свидетельство о приёмке Счётчик электрической энергии статический однофазный АМПЕР-1. Заводской номер : Соответствует
ПодробнееДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ МОНИТОРЫ RML7 ПАСПОРТ ADDM.411152.714 ПС По вопросам продаж и поддержки обращайтесь: Архангельск (8182)63-90-72 Калининград (4012)72-03-81 Нижний Новгород (831)429-08-12 Смоленск
ПодробнееТТФ «Современные приборы» (3412)
Бесконтактный электронный прибор учета электрической энергии «Берегун 1-1» и «Берегун 1-2» ГОСТ Р 52320, ГОСТ Р 52322, ТУ 4228-001-18465627-07 ТТФ «Современные приборы» (3412) 51-30-20 www.sovpribor.ru
ПодробнееТТФ «Современные приборы» (3412)
Бесконтактный электронный прибор учета электрической энергии «Берегун 3-1 У1» ГОСТ Р 52320, ГОСТ Р 52322, ТУ 4228-001-18465627-07 Основные сведения Бесконтактный прибор учеты электрической энергии обеспечивает
ПодробнееДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ТРЕХФАЗНЫЙ СЕТЕВОЙ ФИЛЬТР NF 33-50-M1 ПАСПОРТ По вопросам продаж и поддержки обращайтесь: Архангельск (8182)63-90-72 Калининград (4012)72-03-81 Нижний Новгород (831)429-08-12
ПодробнееДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ КОМПЛЕКТЫ ОПТОГОЛОВКИ По вопросам продаж и поддержки обращайтесь: Архангельск (8182)63-90-72 Калининград (4012)72-03-81 Нижний Новгород (831)429-08-12 Смоленск (4812)29-41-54
ПодробнееКонтрАвт PSM блоки питания. Паспорт
Научно-производственная фирма КонтрАвт СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ блоки питания PSM-72-24 Паспорт ПИМФ.436534.003 ПС Версия 2.0 НПФ КонтрАвт Россия, 603107, Нижний Новгород, а/я 21
ПодробнееДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ОПТОГОЛОВКА СЧИТЫВАЮЩАЯ IRH5.1-USB ПАСПОРТ MA.467129.001 ПС По вопросам продаж и поддержки обращайтесь: Архангельск (8182)63-90-72 Калининград (4012)72-03-81 Нижний Новгород
ПодробнееСОПРОТИВЛЕНИЕ ДОБАВОЧНОЕ Р4201
ОКП 42 2922 УТВЕРЖДАЮ Технический директор ОАО «Электроприбор» С.Б.Карышев 2002 г. СОПРОТИВЛЕНИЕ ДОБАВОЧНОЕ Руководство по эксплуатации ПЧ.47.000 РЭ 1 1 ОПИСАНИЕ И РАБОТА 1.1 Назначение 1.1.1 Сопротивление
ПодробнееООО Электронные технологии. Источники бесперебойного питания ББП-20, ББП-25, ББП-30, ББП-35, ББП-40, ББП-50, ББП-55, ББП-24-3.
ООО Электронные технологии Источники бесперебойного питания ББП-20, ББП-25, ББП-30, ББП-35, ББП-40, ББП-50, ББП-55, ББП-24-3. Паспорт ИСТОЧНИКИ БЕСПЕРЕБОЙНОГО ПИТАНИЯ ПАСПОРТ 1 ВВЕДЕНИЕ Настоящий паспорт
ПодробнееСертификат соответствия РОСС RU.МЕ65.В
ООО «МИРТЕК» МЕ65 СЧЕТЧИКИ АКТИВНОЙ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ОДНОФАЗНЫЕ ОДНОТАРИФНЫЕ МИРТЕК-101 МИРТ.411152.026ПС ПАСПОРТ Сертификат соответствия РОСС RU.МЕ65.В01761 Государственный реестр средств измерений
ПодробнееИсточник бесперебойного питания «АКАТ»
Источник бесперебойного питания «АКАТ» Паспорт Россия Тверь — 1 — ИСТОЧНИКИ БЕСПЕРЕБОЙНОГО ПИТАНИЯ АКАТ ПАСПОРТ 1. ВВЕДЕНИЕ Настоящий паспорт предназначен для изучения обслуживающим персоналом правил эксплуатации
ПодробнееПульт сигнализации ПС. Паспорт ЯРКГ ПС
Пульт сигнализации ПС Паспорт ЯРКГ 3.624.001 ПС 2015 ЯРКГ 3.624.001 ПС 1 Пульт сигнализации ПС (далее пульт) предназначен для формирования звуковых и световых сигналов с целью оповещения персонала о наступлении
ПодробнееСТАНЦИЯ УПРАВЛЕНИЯ И ЗАЩИТЫ «ESQ-CS»
СТАНЦИЯ УПРАВЛЕНИЯ И ЗАЩИТЫ «ESQ-CS» ЭЛК.14.0134.0000 ПС Паспорт Пуск Стоп Авто/Откл/Ручной СОДЕРЖАНИЕ Введение… 3 1. Назначение… 3 2. Технические характеристики… 3 3. Комплектность… 4 4. Устройство
ПодробнееИМПУЛЬСНЫЙ ГЕРМЕТИЧНЫЙ
ОКП 34 1500 НАУЧНО ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ «РЭЛСИБ» БЛОК ПИТАНИЯ ИМПУЛЬСНЫЙ ГЕРМЕТИЧНЫЙ БПГ 12 Руководство по эксплуатации РЭЛС.423148.015 РЭ * * * * * * * * * Адрес предприятия изготовителя: г. Новосибирск,
ПодробнееБЛОК ПИТАНИЯ БП 220/24-1
Н Т Ц «М е х а н о т р о н и к а» 42 3751 код продукции при поставке на экспорт Утвержден — ЛУ место штампа «Для АЭС» БЛОК ПИТАНИЯ Зав. Паспорт 2 Содержание Лист 1 Основные технические данные… 3 2 Комплектность…
ПодробнееТРАНСФОРМАТОР ТОКА Т-0,66-1-У3
ОКП 341440 код ТН ВЭД России 8504313900 ТРАНСФОРМАТОР ТОКА Т-0,66-1-У3 ПАСПОРТ КЦНС.671113.005 ПС Разработал инженер-конструктор Проверил инженер-конструктор С.С. Фарамазян А.И. Лелеко Нормоконтроль Утверждаю
Подробнее2. ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
1. НАЗНАЧЕНИЕ Источники питания постоянного тока серии БП-98 (далее источники питания) предназначены для преобразования сетевого напряжения 220В в стабилизированное напряжение 5 36В. Прибор выпускается
ПодробнееБлок сетевого фильтра
БСФ-Д-0,6 Блок сетевого фильтра 61153, г. Харьков, ул. Гвардейцев Широнинцев, 3А Тел.: (057) 70-91-19 Отдел сбыта: [email protected] Группа тех. поддержки: [email protected] Р. Зак. 586 паспорт и руководство
ПодробнееИСТОЧНИК ПИТАНИЯ ББП-20М
ИСТОЧНИК ПИТАНИЯ ББП-20М ТУ 4372 002 63438766 14 СЕРТИФИКАТ СООТВЕТСТВИЯ ТС RU С-RU.AЛ16.B.02558 Серия RU 0228076 ПАСПОРТ ВВЕДЕНИЕ Настоящий паспорт предназначен для изучения обслуживающим персоналом правил
ПодробнееБлок питания одноканальный
БП60Б-Д Блок питания одноканальный 109456, Москва, 1-й Вешняковский пр., д.2 тел.: (495) 174-82-82, 171-09-21 Р. 308 Зак. 781 паспорт и руководство по эксплуатации СОДЕРЖАНИЕ 1. Назначение… 2 2. Технические
Подробнееdocplayer.ru
Сертификаты | |
Наименование | Скачать |
Grundfos | |
Сертификат соответствия на насосы центробежные, циркуляционные для системы отопления и водоснабжения | |
Kermi | |
Сертификат соответствия на приборы отопления, радиаторы и конвекторы | |
Сертификат соответствия на трубу полиэтиленовую многослойную MKV номинальным наружным диаметром 14…32 мм | |
Saunier Duval | |
Разрешение Ростехнадзора на газовые водогрейные отопительные котлы моделей ISOTWIN, SEMIA, THEMACLASSIC, TEMAFAST | |
Разрешение Ростехнадзора на старые модели котлов ISOFAST, THEMACLASSIC, TEMAFAST | |
Сертивикат соответствия на котлы ISOFAST F35E / C35E | |
Сертивикат соответствия на котлы водогрейные отопительные газовые мощностью до 100 кВт | |
Wolf | |
Сертивикат соответствия на котлы отопительные чугунные газовые мощностью до 100 кВт | |
Сертивикат соответствия на котлы отопительные стальные газовые мощностью до 100 кВт в том числе конденсационные | |
Сертивикат соответствия на котлы настенные отопительные газовые, части и принадлежности к ним | |
gasbit.ru