Сталь 25Х1МФ (ЭИ10) / Auremo
Сталь 15Х5М (Х5М) Сталь 30Х3МА Сталь 30Х3ВА Сталь 25Х5М Сталь 25Х3МФА-А Сталь 25Х3МФА (48ТС-4) Сталь 25Х2МФА (48ТС-1) Сталь 25Х2М1Ф (ЭИ723) Сталь 25Х1МФ (ЭИ10) Сталь 20Х3МВФ (ЭИ415) Сталь 20Х1М1Ф1ТР (ЭП182) Сталь 18Х3МВ (ЭИ578) Сталь 18Х2МФА-А Сталь 18Х2МФА (48ТС-3) Сталь 15ХМ Сталь 15Х5ВФ (Х5ВФ) Сталь 15Х5 (Х5) Сталь 15Х2МФА-А Сталь 15Х2МФА (48ТС-3-40) Сталь 13Х9М (Х9М) Сталь 13Х3Н3М2ВФБ (ВКС-10) Сталь 12ХМ Сталь 12Х8ВФ (1Х8ВФ) Сталь 12Х8 (1Х8) Сталь 12Х2МФА-А Сталь 12Х2МФА (48ТС-2) Сталь 12Х1МФ (12ХМФ; 12ХМФА) Сталь 12МХ Сталь 08Х16Н9М2
Обозначения
| Название | Значение |
|---|---|
| Обозначение ГОСТ кириллица | 25Х1МФ |
| Обозначение ГОСТ латиница | 25X1MF |
| Транслит | 25h2MF |
| По химическим элементам | 25Cr1MoV |
| Название | Значение |
|---|---|
| Обозначение ГОСТ кириллица | ЭИ10 |
| Обозначение ГОСТ латиница | EI10 |
| Транслит | EhI10 |
| По химическим элементам | — |
Описание
Сталь 25Х1МФ применяется: для изготовления болтов, плоских пружин, шпилек и других деталей, работающих при температурах до +510 °С; крепежных деталей, работающих при температурах от -40 °С до +500 °С; крепежных деталей АЭС; деталей трубопроводов с закалкой в масло и отпуском на воздухе; крепежных деталей турбин и фланцевых соединений паропроводов и арматуры методом холодной механической обработки и горячей обработки давлением, работающих при температуре пара +500−580 °С.
Примечание
Сталь перлиного класса.
Температура интенсивного окалинообразования +600 °С.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Листы и полосы | В23 | ГОСТ 103-2006 |
| Сортовой и фасонный прокат | В22 | ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006 |
| Листы и полосы | В33 | ГОСТ 4405-75 |
| Сортовой и фасонный прокат | В32 | ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, ГОСТ 20072-74, TУ 14-1-1397-75, TУ 14-1-5037-91, TУ 14-1-552-72, TУ 14-11-245-88 |
| Термическая и термохимическая обработка металлов | В04 | СТ ЦКБА 026-2005 |
| Обработка металлов давлением. Поковки | В03 | TУ 0306.018-80, СТ ЦКБА 010-2004 |
Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu | V | Ti | Mo | W |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TУ 14-1-552-72 | 0.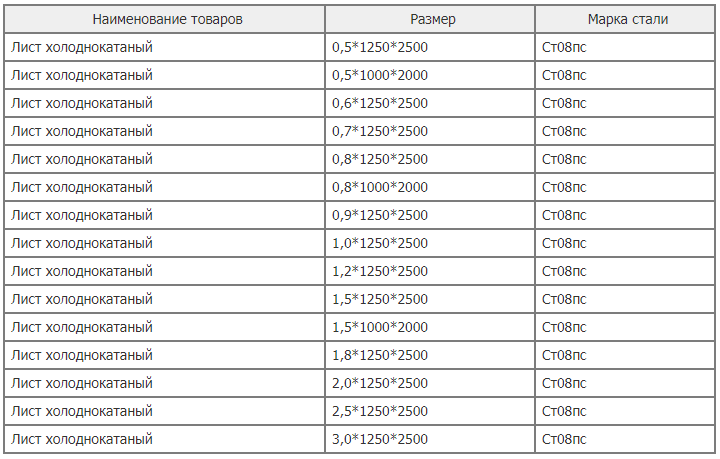 22-0.29 22-0.29 | ≤0.025 | ≤0.03 | 0.4-0.7 | 1.5-1.8 | 0.17-0.37 | ≤0.25 | Остаток | ≤0.3 | 0.15-0.3 | — | 0.25-0.35 | — |
| ГОСТ 20072-74 | 0.22-0.29 | ≤0.025 | ≤0.03 | 0.4-0.7 | 1.5-1.8 | 0.17-0.37 | ≤0.3 | Остаток | ≤0.02 | 0.15-0.3 | ≤0.03 | 0.25-0.35 | ≤0.2 |
Fe — основа.
По ГОСТ 20072-74 сталь марки 25X1МФ может изготовляться с массовой долей молибдена в пределах 0,6-0,8%, в этом случае она обозначается маркой 25Х1М1Ф (Р2). При выплавке стали скрап-процессом содержание Cu ≤ 0,30 %. Допускается наличие вольфрама до 0,20 %, титана до 0,030 %. При выплавке стали методом электрошлакового переплава массовая доля серы должна быть не более 0,015 %.
Механические характеристики
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа |
|---|---|---|---|---|---|---|---|
Заготовки деталей трубопроводной арматуры. Закалка в масло от 940-960 °C (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе Закалка в масло от 940-960 °C (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | |||||||
| ≤150 | 640-660 | 675-785 | ≥813 | ≥16 | ≥50 | ≥600 | 269-311 |
| Поковки. Закалка в масло с 860 °С + Отпуск при 515 °С, охлаждение на воздухе | |||||||
| ≤250 | — | ≥780 | ≥930 | ≥10 | ≥40 | ≥490 | 285-321 |
| Сортовой прокат. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 540 | ≥1220 | ≥1270 | ≥13 | ≥58 | — | — |
| Сортовой прокат. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | 790-1000 | 880-1050 | 16-19 | 60-64 | — | — |
| Нормализация при 1000 °С, охлаждение на воздухе + Отпуск при 650 °С, охлаждение на воздухе (указана температура и продолжительность тепловой выдержки) | |||||||
| — | — | ≥800 | ≥970 | ≥15 | ≥52 | — | — |
Заготовки деталей трубопроводной арматуры. Закалка в масло от 940-960 °C (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе Закалка в масло от 940-960 °C (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | |||||||
| ≤200 | 660-680 | 590-675 | ≥735 | ≥16 | ≥50 | ≥600 | 235-272 |
| Поковки. Закалка в масло с 860 °С + Отпуск при 515 °С, охлаждение на воздухе | |||||||
| 250-350 | — | ≥690 | ≥860 | ≥12 | ≥45 | ≥590 | 269-302 |
| Сортовой прокат. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 570 | ≥1190 | ≥1230 | ≥16 | ≥61 | — | — |
| Сортовой прокат. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | ≥610 | ≥710 | ≥17 | ≥68 | — | — |
| Нормализация при 1000 °С, охлаждение на воздухе + Отпуск при 650 °С, охлаждение на воздухе (указана температура и продолжительность тепловой выдержки) | |||||||
| — | — | ≥870 | ≥980 | ≥15 | ≥60 | — | — |
Поковки. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С, охлаждение на воздухе Закалка в масло с 930-950 °С + Отпуск при 620-660 °С, охлаждение на воздухе | |||||||
| 20-180 | — | ≥665 | ≥780 | ≥16 | ≥50 | ≥590 | — |
| Поковки. Закалка в масло с 860 °С + Отпуск при 515 °С, охлаждение на воздухе | |||||||
| 350-450 | — | ≥590 | ≥780 | ≥14 | ≥45 | ≥590 | 241-277 |
| Сортовой прокат. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 600 | ≥1150 | ≥1190 | ≥18 | ≥61 | — | — |
| Сортовой прокат. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | ≥590 | ≥690 | ≥17 | ≥71 | — | — |
| Сортовой прокат. Закалка в масло с 950 °С + Отпуск при 620 °С (указана температура и продолжительность тепловой выдержки) | |||||||
| — | — | ≥940 | ≥1110 | ≥18 | ≥61 | — | — |
Прутки горячекатаные и кованые (12-180 мм). Закалка в масло с 930-950 °С + отпуск при 620-660 °С, охлаждение на воздухе Закалка в масло с 930-950 °С + отпуск при 620-660 °С, охлаждение на воздухе | |||||||
| — | ≥670 | ≥780 | ≥16 | ≥50 | ≥590 | — | |
| Сортовой прокат. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 630 | ≥1060 | ≥1120 | ≥19 | ≥62 | — | — |
| Сортовой прокат. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | ≥580 | ≥620 | ≥19 | ≥75 | — | — |
| Сортовой прокат. Закалка в масло с 950 °С + Отпуск при 620 °С (указана температура и продолжительность тепловой выдержки) | |||||||
| — | — | ≥990 | ≥1160 | ≥17 | ≥55 | — | — |
| Сортовой прокат. Закалка в масло с 880-900 °С + Отпуск при 640-660 °С, охлаждение на воздухе | |||||||
| 25 | — | ≥735 | ≥880 | ≥14 | ≥50 | ≥590 | — |
Сортовой прокат.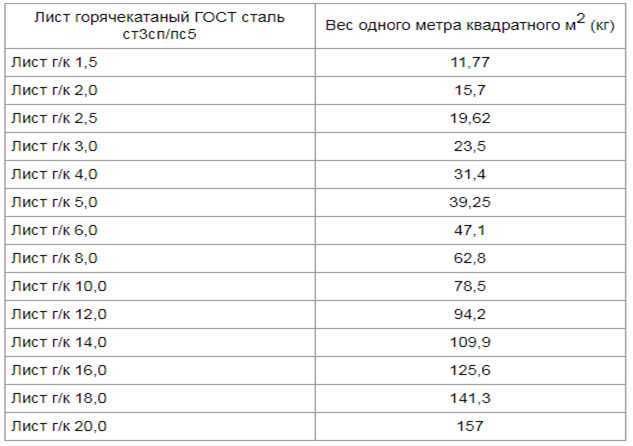 Закалка в масло с 910-920 °С + Отпуск Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 660 | ≥880 | ≥960 | ≥19 | ≥69 | — | — |
| Сортовой прокат. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | ≥490 | ≥550 | ≥20 | ≥78 | — | — |
| Сортовой прокат. Закалка в масло с 950 °С + Отпуск при 620 °С (указана температура и продолжительность тепловой выдержки) | |||||||
| — | — | ≥980 | ≥1090 | ≥18 | ≥60 | — | — |
| Сортовой прокат. Нормализация при 1000 °С + Отпуск при 650 °С | |||||||
| — | 810-870 | 940-980 | ≥17 | 51-58 | — | — | |
| Сортовой прокат. Отжиг при 920 °С | |||||||
| — | — | ≥400 | ≥540 | ≥24 | ≥75 | — | — |
Сортовой прокат. Закалка в масло с 950 °С + Отпуск при 620 °С (указана температура и продолжительность тепловой выдержки) Закалка в масло с 950 °С + Отпуск при 620 °С (указана температура и продолжительность тепловой выдержки) | |||||||
| — | — | ≥950 | ≥1070 | ≥17 | ≥60 | — | — |
| Сортовой прокат. Отжиг при 920 °С | |||||||
| — | — | ≥260 | ≥380 | ≥23 | ≥79 | — | — |
| — | — | ≥240 | ≥330 | ≥24 | ≥82 | — | — |
Описание механических обозначений
| Название | Описание |
|---|---|
| Сечение | Сечение |
| sТ|s0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию — 0,2% |
| σB | Предел кратковременной прочности |
| d5 | Относительное удлинение после разрыва |
| y | Относительное сужение |
| кДж/м2 | Ударная вязкость |
Физические характеристики
| Температура | Е, ГПа | G, ГПа | r, кг/м3 | l, Вт/(м · °С) | R, НОм · м | a, 10-6 1/°С | С, Дж/(кг · °С) |
|---|---|---|---|---|---|---|---|
| 0 | 213 | 82 | 7840 | — | — | — | — |
| 20 | 217 | — | 7840 | — | — | — | — |
| 100 | 207 | 80 | — | 40 | 312 | 113 | 462 |
| 200 | 204 | 77 | 7790 | 39 | 396 | 117 | — |
| 300 | 194 | 75 | — | 38 | 475 | 128 | 462 |
| 400 | 187 | 71 | 7720 | 37 | 574 | 139 | — |
| 500 | 176 | 66 | — | 36 | 680 | 142 | — |
| 600 | 164 | 63 | 7650 | 35 | 826 | 142 | — |
| 800 | — | — | — | — | — | 144 | — |
Описание физических обозначений
| Название | Описание |
|---|---|
| Е | Модуль нормальной упругости |
| G | Модуль упругости при сдвиге кручением |
| r | Плотность |
| l | Коэффициент теплопроводности |
| R | Уд. электросопротивление электросопротивление |
Технологические свойства
| Название | Значение |
|---|---|
| Свариваемость | Трудносвариваемая. Способы сварки: РДС и АДС. |
| Склонность к отпускной хрупкости | не склонна |
| Температура ковки | Начала — 1180 °C, конца — 850 °C. Сечения до 60 мм охлаждаются в штабелях на воздухе, 61-200 мм подвергаются низкотемпературному отжигу. |
| Флокеночувствительность | Чувствительна. |
| Обрабатываемость резаньем | В нормализованном и отпущенном состоянии при НВ ?300 Kn тв.спл.=0,70 Kn б.ст.=0,25. |
25Х1МФ
25Х1МФ Челябинск
| Марка : | 25Х1МФ ( другое обозначение ЭИ10 ) |
| Классификация : | Сталь жаропрочная релаксационностойкая |
| Дополнение: | Сталь перлитного класса. Рекомендуемая температура применения до 510 °С . Температура интенсивного окалинообразования 600 °С . срок работы-более 10000 ч. По СТ-ЦКБА 010-2004 критическая температура хрупкости 20 °.С Рекомендуемая температура применения до 510 °С . Температура интенсивного окалинообразования 600 °С . срок работы-более 10000 ч. По СТ-ЦКБА 010-2004 критическая температура хрупкости 20 °.С |
| Применение: | Болты, плоские пружины, шпильки и другие крепежные детали, работающие при температурах до 500-510 °.С. |
| Зарубежные аналоги: | Известны |
Химический состав в % материала 25Х1МФ ГОСТ 20072- 74
| C | Si | Mn | Ni | S | P | Cr | Mo | V | Cu |
| 0.22- 0.29 | 0.17- 0.37 | 0.4- 0.7 | до 0.3 | до 0.025 | до 0.03 | 1.5- 1.8 | 0.25- 0.35 | 0.15- 0.3 | до 0.2 |
Температура критических точек материала 25Х1МФ.

| Ac1 = 760 , Ac3(Acm) = 840 , Ar3(Arcm) = 760 -780 , Ar1 = 680 -690 |
Технологические свойства материала 25Х1МФ .
| Свариваемость: | трудносвариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Механические свойства при Т=20oС материала 25Х1МФ .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Прутки, полосы, ГОСТ 20072-74 | max толщина 25 | Прод. | 880 | 735 | 14 | 50 | 590 | Закалка 880-900oC, масло, Отпуск 640-660oC,Охлаждение воздух, |
| Прутки, полосы, ГОСТ 20072-74 | Прод. | 780 | 665 | 16 | 50 | 590 | Закалка 930-950oC, масло, Отпуск 620-660oC, |
| Твердость 25Х1МФ после закалки и отпуска , | HB 10 -1 = 241-321 МПа |
| Твердость 25Х1МФ горячекатанного отожженного , ГОСТ 20072-74 | HB 10 -1 = 229 МПа |
Физические свойства материала 25Х1МФ .
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2. 17 17 | 7840 | ||||
| 100 | 2.11 | 11.3 | 39.8 | 462 | 312 | |
| 200 | 2.06 | 11.7 | 37.9 | 7790 | 396 | |
| 300 | 1.98 | 12.8 | 36.9 | 475 | ||
| 400 | 1.91 | 13.9 | 35.9 | 7720 | 574 | |
| 500 | 1.8 | 14.2 | 34.8 | 680 | ||
| 600 | 1.67 | 14.4 | 7650 | 826 | ||
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
Зарубежные аналоги материала 25Х1МФВнимание! Указаны как точные, так и ближайшие аналоги.

| США | Германия | Франция | Англия | Евросоюз | Китай | Чехия | |||||||||
| — | DIN,WNr | AFNOR | BS | EN | GB | CSN | |||||||||
|
|
|
|
|
|
Обозначения:
| Механические свойства : | |
| sв | -Предел кратковременной прочности , [МПа] |
| sT | -Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | -Относительное удлинение при разрыве , [ % ] |
| y | -Относительное сужение , [ % ] |
| KCU | -Ударная вязкость , [ кДж / м2] |
| HB | -Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | -Температура, при которой получены данные свойства , [Град] |
| E | -Модуль упругости первого рода , [МПа] |
| a | -Коэффициент температурного (линейного) расширения (диапазон 20o-T ) , [1/Град] |
| l | -Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | -Плотность материала , [кг/м3] |
| C | -Удельная теплоемкость материала (диапазон 20o-T ), [Дж/(кг·град)] |
| R | -Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | -сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | -сварка возможна при подогреве до 100-120 град. и последующей термообработке и последующей термообработке |
| трудносвариваемая | -для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки-отжиг |
25Х1МФ-Сталь жаропрочная релаксационностойкая
25Х1МФ-химический состав, механические, физические и технологические свойства, плотность, твердость, применение
Доступный металлопрокат
Труба стальная бесшовная Труба толстостенная Труба нержавеющая Круг стальной Поковка Полоса стальная Квадрат стальной Шестигранник стальной Лист стальной горячекатаный Лист нержавеющий Трубы электросварные нержавеющие Круг нержавеющий Квадрат нержавеющий Шестигранник нержавеющий Лента нержавеющая Полоса нержавеющая Конструкционный круг Конструкционный шестигранник Жаропрочная поковка Жаропрочный шестигранник Жаропрочный листМатериал 25Х1МФ Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал 25Х1МФ большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал 25Х1МФ большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал 25Х1МФ закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Материал 25Х1МФ купить в Челябинске
Индивидуальная стоимость выстраивается за счет персонального общения с каждым потенциальным заказчиком. Менеджеры учитывают объем сделки, делают скидки постоянным клиентам и ведут открытый диалог. В результате, даже при возникновении спорных ситуаций мы способны найти компромисс и прийти к решению, удовлетворяющему обе стороны.
Доставка
Работы по осуществлению логистики входят в пакет наших профессиональных услуг. Мы постоянно совершенствуем свои знания, приобретаем новейшую технику, для того, чтобы груз был доставлен в любую точку России.
Наличие собственных железнодорожных подъездов заметно увеличивает скорость отгрузки и последующей доставки. Имея такие ресурсы, мы гарантируем доставку грузов любого объема и габаритов. Такой профессиональный подход и делает нас лидерами на рынке металлопродукции.
Свяжитесь с менеджером
По любым вопросам, касающихся выбора или качества продукции, оформления или доставки заказа, вы можете связаться с нашими высококвалифицированными менеджерами.
Наши телефоны в Челябинске:
+7 (351) 216-31-28
+7 (351) 216-38-37
Заказать обратный звонок
Сталь 25Х2МФ (ЭИ10) / Ауремо
Сталь 15Х5М (Х5М) Сталь 30Х3МА Сталь 30Х3ВА Сталь 25Х5М Сталь 25Х3МФА- Сталь 25Х3МФА (48ТС-4) Сталь 25Х2МФА (48ТС-1) Сталь 25Х2М1Ф (ЭИ723) Сталь 25Х2МФ (ЭИ10) Сталь 20Х4МВФ (ЭИ415) Сталь 20Х2М1Ф1ТР (ЭП182) Сталь 18Х4МВ (ЭИ578) Сталь 18Х2МФА- Сталь 18Х2МФА (48ТС-3) Сталь 15ХМ Сталь 15Х5ВФ (Х5ВФ) Сталь 15Х5 (Х5) Сталь 15Х2МФА- Сталь 15Х2МФА (48ТС-3-40) Сталь 13Х9М (Х9М) Сталь 13Х3Н3М2ВФБ (ВЦ-10) Сталь 12ХМ Сталь 12Х8ВФ (1Х8ВФ) Сталь 12Х8 (1Х8) Сталь 12Х2МФА- Сталь 12Х2МФА (48ТС-2) Сталь 12Х2МФ (12ХМФ; 12ХМФА) Сталь 12МХ Сталь 08Х16Н9М2
Обозначение
| Наименование | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | 25Х1МФ |
| Обозначение ГОСТ латинское | 25С1МФ |
| Транслитерация | 25х2МФ |
| Химические элементы | 25Cr1MoV |
| Имя | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | ЭИ10 |
| Обозначение ГОСТ латинское | EI10 |
| Транслитерация | ЭхИ10 |
| Химические элементы | — |
Описание
Сталь 25Х2МФ применяется: для изготовления болтов, плоских пружин, штифтов и других деталей, работающих при температуре до +510 °С; детали крепления, работающие при температуре от -40 °С до +500 °С; крепеж атомных электростанций; трубопроводы с закалкой в масле и отпуском на воздухе; крепления турбин и фланцевых соединений, паропроводов и арматуры методом холодной механической обработки и горячей штамповки, работающих при температуре пара +500-580 °С.
Примечание
Класс парлинго из стали.
Температура интенсивного образования накипи +600 °C.
Стандарты
| Наименование | Код | Стандарты |
|---|---|---|
| Листы и полосы | В23 | ГОСТ 103-2006 |
| Прокат сортовой и фасонный | В22 | ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006 |
| Листы и полосы | В33 | ГОСТ 4405-75 |
| Прокат сортовой и фасонный | В32 | ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, ГОСТ 20072-74, ТУ 14-1-1397-75, ТУ 14-1-5037-91, ТУ 14-1-552 -72, ТУ 14-11-245-88 |
| Термическая и термохимическая обработка металлов | В04 | СТ ЦКБА 026-2005 |
| Формовка металлов. Поковки | В03 | ТУ 0306.018-80, СТ ЦКБА 010-2004 |
Химический состав
| Стандарт | С | С | Р | Мн | Кр | Си | Ni | Фе | Медь | В | Ти | Пн | Вт |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ТУ 14-1-552-72 | 0,22-0,29 | ≤0,025 | ≤0,03 | 0,4-0,7 | 1,5-1,8 | 0,17-0,37 | ≤0,25 | Остальные | ≤0,3 | 0,15-0,3 | — | 0,25-0,35 | — |
| ГОСТ 20072-74 | 0,22-0,29 | ≤0,025 | ≤0,03 | 0,4-0,7 | 1,5-1,8 | 0,17-0,37 | ≤0,3 | Остальные | ≤0,02 | 0,15-0,3 | ≤0,03 | 0,25-0,35 | ≤0,2 |
Fe является основой.
По ГОСТ 20072-74 сталь марки 25Х1МФ может изготавливаться с массовой долей молибдена в пределах 0,6-0,8%, в этом случае она обозначается 25Х1М1Ф (Р2). При выплавке стали ломовым способом содержание Cu ≤ 0,30 %. Вольфрама допускается до 0,20%, титана до 0,030%. При выплавке стали методом электрошлакового переплава массовая доля серы не должна быть более 0,015 %.
Механические характеристики
| Сечение, мм | t отпускания, °С | с Т |с 0,2 , МПа | σ B , МПа | д 5 , % | г, % | кДж/м 2 , кДж/м 2 | Число твердости по Бринеллю, МПа |
|---|---|---|---|---|---|---|---|
| Заготовки фитингов. Закалка в масло с 940-960 °С (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | |||||||
| ≤150 | 640-660 | 675-785 | ≥813 | ≥16 | ≥50 | ≥600 | 269-311 |
Поковки. Закалка в масло от 860 °С до + Отпуск при 515 °С, охлаждение на воздухе Закалка в масло от 860 °С до + Отпуск при 515 °С, охлаждение на воздухе | |||||||
| ≤250 | — | ≥780 | ≥930 | ≥10 | ≥40 | ≥490 | 285-321 |
| Прокат стальной. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 540 | ≥1220 | ≥1270 | ≥13 | ≥58 | — | — |
| Прокат стальной. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | 790-1000 | 880-1050 | 16-19 | 60-64 | — | — |
| Нормализация при 1000 °С, охлаждение на воздухе + Отпуск при 650 °С, охлаждение на воздухе (при условии температуры и продолжительности теплового воздействия) | |||||||
| — | — | ≥800 | ≥970 | ≥15 | ≥52 | — | — |
Заготовки фитингов. Закалка в масло с 940-960°С (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе Закалка в масло с 940-960°С (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | |||||||
| ≤200 | 660-680 | 590-675 | ≥735 | ≥16 | ≥50 | ≥600 | 235-272 |
| Поковки. Закалка в масло от 860 °С до + Отпуск при 515 °С, охлаждение на воздухе | |||||||
| 250-350 | — | ≥690 | ≥860 | ≥12 | ≥45 | ≥590 | 269-302 |
| Прокат стальной. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 570 | ≥1190 | ≥1230 | ≥16 | ≥61 | — | — |
| Прокат стальной. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | ≥610 | ≥710 | ≥17 | ≥68 | — | — |
| Нормализация при 1000 °С, охлаждение на воздухе + Отпуск при 650 °С, охлаждение на воздухе (при условии температуры и продолжительности теплового воздействия) | |||||||
| — | — | ≥870 | ≥980 | ≥15 | ≥60 | — | — |
Поковки. Закалка в масло с 930-950°С + Отпуск при 620-660°С, охлаждение на воздухе Закалка в масло с 930-950°С + Отпуск при 620-660°С, охлаждение на воздухе | |||||||
| 20-180 | — | ≥665 | ≥780 | ≥16 | ≥50 | ≥590 | — |
| Поковки. Закалка в масло от 860 °С до + Отпуск при 515 °С, охлаждение на воздухе | |||||||
| 350-450 | — | ≥590 | ≥780 | ≥14 | ≥45 | ≥590 | 241-277 |
| Прокат стальной. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 600 | ≥1150 | ≥1190 | ≥18 | ≥61 | — | — |
| Прокат стальной. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | ≥590 | ≥690 | ≥17 | ≥71 | — | — |
Прокат стальной. Закалка в масло от 950 °С до + Отпуск при 620 °С (указывается температура и продолжительность теплового воздействия) Закалка в масло от 950 °С до + Отпуск при 620 °С (указывается температура и продолжительность теплового воздействия) | |||||||
| — | — | ≥940 | ≥1110 | ≥18 | ≥61 | — | — |
| Прутки горячекатаные и кованые (12-180 мм). Закалка в масло с 930-950 °С + отпуск при 620-660 °С, охлаждение на воздухе | |||||||
| — | ≥670 | ≥780 | ≥16 | ≥50 | ≥590 | — | |
| Прокат стальной. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 630 | ≥1060 | ≥1120 | ≥19 | ≥62 | — | — |
| Прокат стальной. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | ≥580 | ≥620 | ≥19 | ≥75 | — | — |
Прокат стальной. Закалка в масло от 950 °С до + Отпуск при 620 °С (указывается температура и продолжительность теплового воздействия) Закалка в масло от 950 °С до + Отпуск при 620 °С (указывается температура и продолжительность теплового воздействия) | |||||||
| — | — | ≥990 | ≥1160 | ≥17 | ≥55 | — | — |
| Стальной прокат. Закалка в масло с 880-900°С + Отпуск при 640-660°С, охлаждение на воздухе | |||||||
| 25 | — | ≥735 | ≥880 | ≥14 | ≥50 | ≥590 | — |
| Прокат стальной. Закалка в масло с 910-920 °С + Отпуск | |||||||
| — | 660 | ≥880 | ≥960 | ≥19 | ≥69 | — | — |
| Стальной прокат. Закалка в масло с 930-950 °С + Отпуск при 620-660 °С | |||||||
| — | — | ≥490 | ≥550 | ≥20 | ≥78 | — | — |
Прокат стальной. Закалка в масло от 950 °С до + Отпуск при 620 °С (указывается температура и продолжительность теплового воздействия) Закалка в масло от 950 °С до + Отпуск при 620 °С (указывается температура и продолжительность теплового воздействия) | |||||||
| — | — | ≥980 | ≥1090 | ≥18 | ≥60 | — | — |
| Прокат стальной. Нормализация при 1000 °С + Отпуск при 650 °С | |||||||
| — | 810-870 | 940-980 | ≥17 | 51-58 | — | — | |
| Прокат стальной. Отжиг при 920 °С | |||||||
| — | — | ≥400 | ≥540 | ≥24 | ≥75 | — | — |
| Стальной прокат. Закалка в масло от 950 °С до + Отпуск при 620 °С (указывается температура и продолжительность теплового воздействия) | |||||||
| — | — | ≥950 | ≥1070 | ≥17 | ≥60 | — | — |
Прокат стальной. Отжиг при 920 °С Отжиг при 920 °С | |||||||
| — | — | ≥260 | ≥380 | ≥23 | ≥79 | — | — |
| — | — | ≥240 | ≥330 | ≥24 | ≥82 | — | — |
Описание механических меток
| Наименование | Описание |
|---|---|
| Раздел | Секция |
| с Т | с 0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2% |
| о Б | Предел кратковременной прочности |
| д 5 | Удлинение после разрыва |
| у | Относительное сужение |
| кДж/м 2 | Прочность |
Физические характеристики
| Температура | Е, ГПа | Г, ГПа | р, кг/м3 | л, Вт/(м · °С) | Р, НОМ · м | а, 10-6 1/°С | С, Дж/(кг·°С) |
|---|---|---|---|---|---|---|---|
| 0 | 213 | 82 | 7840 | — | — | — | — |
| 20 | 217 | — | 7840 | — | — | — | — |
| 100 | 207 | 80 | — | 40 | 312 | 113 | 462 |
| 200 | 204 | 77 | 7790 | 39 | 396 | 117 | — |
| 300 | 194 | 75 | — | 38 | 475 | 128 | 462 |
| 400 | 187 | 71 | 7720 | 37 | 574 | 139 | — |
| 500 | 176 | 66 | — | 36 | 680 | 142 | — |
| 600 | 164 | 63 | 7650 | 35 | 826 | 142 | — |
| 800 | — | — | — | — | — | 144 | — |
Описание физических символов
| Имя | Описание |
|---|---|
| Е | Нормальный модуль упругости |
| Г | Модуль упругости при сдвиге и кручении |
| р | Плотность |
| л | Коэффициент теплопроводности |
| Р | УД. удельное сопротивление удельное сопротивление |
Технологические свойства
| Наименование | Значение |
|---|---|
| Свариваемость | Сложная свариваемость. Методы сварки: РДС и АДС. |
| Склонность к отпускной хрупкости | скорее не |
| Температура ковки | Начало — 1180°С, конец — 850°С. сечения до 60 мм охлаждают в пакетах на воздухе, 61-200 мм подвергают низкотемпературному отжигу. |
| Чувствительность к флоку | Чувствительный. |
| Возможность обработки резанием | В нормализованном и отпущенном состоянии в НВ ?300 Кн тв.упр.=0,70 Кн б.ст.=0,25. |
необработанный материал Последние исследовательские работы
ВСЕГО ДОКУМЕНТОВ
28
(ПЯТЬ ЛЕТ 12)
H-INDEX
2 4 4 1)
Электронно-лучевая модификация структуры и свойств силуминов с различной концентрацией кремния
Загуляев Д. В.
◽
В.
◽
А.А. Клопотов ◽
Иванов Ю.Ф. ◽
А.М. Устинов ◽
Абзаев Ю.А. ◽
…
Пластическая деформация ◽
Электронный луч ◽
Прикладное напряжение ◽
Высокоскоростной ◽
Структура и свойства ◽
Фазовые границы ◽
Импульсный электронный пучок ◽
Необработанный материал ◽
Поверхность изменена
Абстрактный
В работе предпринята попытка анализа структуры и свойств доэвтектического силумина, обработанного импульсным электронным пучком. Исследование показало, что модифицированная импульсным электронным пучком поверхность силумина разрушается за счет образования и распространения микротрещин по границам ячеек высокоскоростной кристаллизации. В необработанном материале (концентрация кремния в сплаве значения не имеет) микротрещины имеют тенденцию зарождаться и распространяться вдоль фазовых границ между алюминием и кремнием. Исследованиями установлено, что пластичность облученного силумина АК5М2 в 1,6 раза выше, а прочность в 1,1 раза ниже этих характеристик необработанного материала; облученный силумин АК10М2Н разрушается при более высоких (на ≈ 30 %) приложенных напряжениях и более высоких (на 30 %) пластических деформациях, чем необработанный материал.
Исследованиями установлено, что пластичность облученного силумина АК5М2 в 1,6 раза выше, а прочность в 1,1 раза ниже этих характеристик необработанного материала; облученный силумин АК10М2Н разрушается при более высоких (на ≈ 30 %) приложенных напряжениях и более высоких (на 30 %) пластических деформациях, чем необработанный материал.
Влияние добавок бора и ванадия на фрикционно-износные свойства покрытия AlCrN специального назначения
Хуу Чиен Нгуен ◽
Зденек Йоска ◽
Зденек Покорны ◽
Збынек Студены ◽
Йозеф Седлак ◽
…
Плазменное азотирование ◽
Режущие инструменты ◽
Твердые покрытия ◽
Объем износа ◽
Свойства износа ◽
Механические и трибологические свойства ◽
Испытания на твердость ◽
Необработанный материал ◽
Дуговое испарение ◽
Испытания на износ
Режущие инструменты уже давно покрываются системой твердых покрытий AlCrN, которая обладает хорошими механическими и трибологическими свойствами. Добавки бора (B) и ванадия (V) к покрытиям AlCrN были изучены на предмет их механических и трибологических свойств. Катодное многодуговое испарение было использовано для успешного изготовления покрытий AlCrBN и AlCrVN. Эти многокомпонентные покрытия наносились на необработанную и плазменно-азотированную поверхности сталей ХС6-5-2 и х23 соответственно. Для оценки механических свойств материалов использовались тесты наноиндентирования и микротвердости по Виккерсу. Испытания на изнашивание шаром на плоскости с шариками из WC-Co в качестве аналогов использовались для оценки способности к износу при трении. Испытания наноиндентирования показали, что покрытие AlCrBN имеет более высокую твердость (HIT 40,9).ГПа), чем покрытие AlCrVN (39,3 ГПа). Износостойкость сталей значительно повысилась за счет гибридной обработки, включающей плазменное азотирование и твердые покрытия. Объем износа был на 3% лучше для покрытия AlCrBN, чем для покрытия AlCrVN на азотированной стали h23, и уменьшился на 89% по сравнению с необработанным материалом.
Добавки бора (B) и ванадия (V) к покрытиям AlCrN были изучены на предмет их механических и трибологических свойств. Катодное многодуговое испарение было использовано для успешного изготовления покрытий AlCrBN и AlCrVN. Эти многокомпонентные покрытия наносились на необработанную и плазменно-азотированную поверхности сталей ХС6-5-2 и х23 соответственно. Для оценки механических свойств материалов использовались тесты наноиндентирования и микротвердости по Виккерсу. Испытания на изнашивание шаром на плоскости с шариками из WC-Co в качестве аналогов использовались для оценки способности к износу при трении. Испытания наноиндентирования показали, что покрытие AlCrBN имеет более высокую твердость (HIT 40,9).ГПа), чем покрытие AlCrVN (39,3 ГПа). Износостойкость сталей значительно повысилась за счет гибридной обработки, включающей плазменное азотирование и твердые покрытия. Объем износа был на 3% лучше для покрытия AlCrBN, чем для покрытия AlCrVN на азотированной стали h23, и уменьшился на 89% по сравнению с необработанным материалом. Для стали ХС6-5-2 объем износа был практически одинаковым для обоих покрытий, но уменьшился на 77 % по сравнению с необработанным материалом. Добавление бора значительно улучшило механические, трибологические и адгезионные свойства покрытия AlCrN.
Для стали ХС6-5-2 объем износа был практически одинаковым для обоих покрытий, но уменьшился на 77 % по сравнению с необработанным материалом. Добавление бора значительно улучшило механические, трибологические и адгезионные свойства покрытия AlCrN.
Улучшение механических свойств чистого алюминия посредством бесконтактной обработки расплава ультразвуком
Агнешка Дыбальская ◽
Адриан Каден ◽
Уильям Д. Гриффитс ◽
Закарея Нашван ◽
Валдис Бояревич ◽
…
Механические свойства ◽
Размер зерна ◽
Чистый алюминий ◽
Результаты теста ◽
Экстремальное давление ◽
Анализ Вейбулла ◽
Значения величин ◽
Необработанный материал ◽
Значение ◽
Изменения давления
Ранее был разработан новый метод бесконтактного ультразвукового сонотрода для обеспечения условий кавитации внутри жидкого металла. Колебания захваченных пузырьков газа с последующим их окончательным схлопыванием вызывают резкие изменения давления, приводящие к деагломерации и диспергированию оксидных пленок. Принудительное смачивание поверхностей частиц и дегазация являются другими механизмами, которые считаются задействованными. Предыдущие публикации показали значительное уменьшение размера зерна с использованием этой методики. В этой статье авторы распространяют это исследование на измерения прочности и демонстрируют улучшение качества литья. Эффекты дегазации также интерпретируются, чтобы проиллюстрировать основные механизмы, участвующие в упрочнении сплава. Средние значения и анализ Вейбулла представлены там, где это уместно, для полноты данных. Результаты испытаний литого алюминия продемонстрировали максимальное измельчение зерна на 48 %, увеличение удлинения на 28 % по сравнению с 16 % для необработанного материала и повышение предела прочности при растяжении (UTS) до 17 %. В условиях, способствующих дегазации, содержание водорода снижалось на 0,1 см3/100 г.
Колебания захваченных пузырьков газа с последующим их окончательным схлопыванием вызывают резкие изменения давления, приводящие к деагломерации и диспергированию оксидных пленок. Принудительное смачивание поверхностей частиц и дегазация являются другими механизмами, которые считаются задействованными. Предыдущие публикации показали значительное уменьшение размера зерна с использованием этой методики. В этой статье авторы распространяют это исследование на измерения прочности и демонстрируют улучшение качества литья. Эффекты дегазации также интерпретируются, чтобы проиллюстрировать основные механизмы, участвующие в упрочнении сплава. Средние значения и анализ Вейбулла представлены там, где это уместно, для полноты данных. Результаты испытаний литого алюминия продемонстрировали максимальное измельчение зерна на 48 %, увеличение удлинения на 28 % по сравнению с 16 % для необработанного материала и повышение предела прочности при растяжении (UTS) до 17 %. В условиях, способствующих дегазации, содержание водорода снижалось на 0,1 см3/100 г.
Лазерная обработка поверхностей жаропрочных сплавов на основе никеля, подверженных концентрации напряжений
Борис Райчич ◽
Саня Петронич ◽
Катарина Чолич ◽
Зоран Стевич ◽
Ана Петрович ◽
…
Концентрация стресса ◽
Лазерная обработка ◽
Микротвердость по Виккерсу ◽
Лазерная поверхность ◽
Результаты теста ◽
Лазерная обработка поверхности ◽
Испытание на микротвердость ◽
Необработанный материал ◽
Поверхностный лазер ◽
Испытание на деформацию
Надежные и эластичные конструкции являются основой для обеспечения безопасности различных сооружений. Суперсплавы используются в качестве конструкционных материалов из-за их превосходных механических свойств и долговечности. Однако даже у этих материалов могут быть определенные области, где концентрация напряжений выше, чем ожидалось, например, просверленные отверстия, которые часто встречаются в различных конструкциях, требующих дополнительного улучшения. Поверхностные лазерные модификации областей, окружающих отверстия, просверленные в листах Nimonic 263, выполняются импульсным пикосекундным и наносекундным облучением Nd:YAG-лазером с длительностью импульса 170 пс и ≤8 нс соответственно. После лазерной обработки поверхности эффективность улучшения была проанализирована с помощью теста на микротвердость и теста на деформацию. Результаты показывают, что значения деформации и напряжения снижаются на 25-40 процентов, что свидетельствует об улучшении устойчивости к деформации. Результаты теста на микротвердость по Виккерсу указывают на улучшение микротвердости Nimonic 263. Размеры микротрещин у необработанного материала больше, чем у обработанного лазером.
Поверхностные лазерные модификации областей, окружающих отверстия, просверленные в листах Nimonic 263, выполняются импульсным пикосекундным и наносекундным облучением Nd:YAG-лазером с длительностью импульса 170 пс и ≤8 нс соответственно. После лазерной обработки поверхности эффективность улучшения была проанализирована с помощью теста на микротвердость и теста на деформацию. Результаты показывают, что значения деформации и напряжения снижаются на 25-40 процентов, что свидетельствует об улучшении устойчивости к деформации. Результаты теста на микротвердость по Виккерсу указывают на улучшение микротвердости Nimonic 263. Размеры микротрещин у необработанного материала больше, чем у обработанного лазером.
Покрытия для лица из биологической ткани — снижение инфекционности SARS-CoV-2 и гриппа (h2N1) с помощью лечения ViruferrinTM
Эмили Медина Магес ◽
Анна Стедман ◽
Пол Хоуп ◽
Хорхе Э. Осорио
Грипп А ◽
Инфекционный вирус ◽
Положительный контроль ◽
Вирусы гриппа А ◽
Вирусные частицы ◽
Значимое различие ◽
Необработанный материал ◽
Материал ткани ◽
Грипп h2n1 ◽
Момент времени
Материал ткани был покрыт Viruferrin™ и протестирован на его инактивирующие свойства против пандемического тяжелого острого респираторного синдрома 2 (SARS-CoV-2) и вирусов гриппа А. Наблюдалось статистически значимое (p<0,0001) уменьшение числа инфекционных вирусных частиц, подвергшихся воздействию ткани, обработанной вируферрином, по сравнению с контрольной тканью из хлопка как для вирусов SARS-CoV-2, так и для вирусов гриппа А. Как для SARS-CoV-2, так и для гриппа A ткани, обработанные вируферрином, испытали > 9Снижение количества вирусов без слюны на 9% после пяти минут контакта по сравнению с положительным контролем в момент времени 0. Кроме того, возможность повторного использования ткани, обработанной вируферрином, была продемонстрирована стабильностью до 10 стирок. Уровень противовирусной (SARS-CoV-2) активности оставался постоянным от 5 до 10 промываний и демонстрировал значительное отличие (p<0,0001) от неотмытого необработанного материала. Области применения этой обработанной ткани имеют далеко идущие последствия, и поскольку биологическое покрытие для лица обеспечивает не только уникальную двустороннюю защиту, но и маловероятно, что она вызовет дальнейшую передачу прикосновения.
Наблюдалось статистически значимое (p<0,0001) уменьшение числа инфекционных вирусных частиц, подвергшихся воздействию ткани, обработанной вируферрином, по сравнению с контрольной тканью из хлопка как для вирусов SARS-CoV-2, так и для вирусов гриппа А. Как для SARS-CoV-2, так и для гриппа A ткани, обработанные вируферрином, испытали > 9Снижение количества вирусов без слюны на 9% после пяти минут контакта по сравнению с положительным контролем в момент времени 0. Кроме того, возможность повторного использования ткани, обработанной вируферрином, была продемонстрирована стабильностью до 10 стирок. Уровень противовирусной (SARS-CoV-2) активности оставался постоянным от 5 до 10 промываний и демонстрировал значительное отличие (p<0,0001) от неотмытого необработанного материала. Области применения этой обработанной ткани имеют далеко идущие последствия, и поскольку биологическое покрытие для лица обеспечивает не только уникальную двустороннюю защиту, но и маловероятно, что она вызовет дальнейшую передачу прикосновения.
Железо может быть извлечено микробами из имитаторов лунного и марсианского реголита и напечатано на 3D-принтере в прочные конструкционные материалы.
Софи М. Кастельен ◽
Том Ф. Артс ◽
Юрген Шлеппи ◽
Рууд Хендриккс ◽
Амаранте Дж. Беттгер ◽
…
Концентрация железа ◽
Шеванелла Онейденсис ◽
Доказательство концепции ◽
Основное требование ◽
Необработанный материал ◽
Различные виды ◽
3D-печать ◽
Магнитная экстракция ◽
Марсианский реголит
Использование ресурсов на месте (ISRU) все чаще признается в качестве основного требования для строительства устойчивых внеземных колоний. Даже при снижении затрат на запуск конечной целью создания колоний должно быть использование ресурсов, найденных в интересующем месте. Типичные подходы к ISRU часто ограничены требованиями к массе и энергии для транспортировки технологического оборудования, такого как вездеходы и массивные реакторы, а также огромным количеством необходимых расходных материалов. Применение самовоспроизводящихся бактерий для добычи ресурсов является многообещающим подходом, позволяющим избежать этих ловушек. В этой работе бактерия Shewanella oneidensis использовалась для восстановления трех различных типов имитаторов лунного и марсианского реголита, что позволило извлекать с помощью магнита материалы, богатые железом. Количество бактериально экстрагированного материала было до 5,8 раз выше, а общее содержание железа до 43,6% выше по сравнению с необработанным материалом. Материалы были напечатаны на 3D-принтере в виде цилиндров, и были протестированы механические свойства, в результате чего было получено 39Повышение прочности на сжатие на 6 ± 115 % в образцах, обработанных бактериями. Эта работа демонстрирует доказательство концепции производства по требованию строительных и запасных частей для исследования космоса.
Применение самовоспроизводящихся бактерий для добычи ресурсов является многообещающим подходом, позволяющим избежать этих ловушек. В этой работе бактерия Shewanella oneidensis использовалась для восстановления трех различных типов имитаторов лунного и марсианского реголита, что позволило извлекать с помощью магнита материалы, богатые железом. Количество бактериально экстрагированного материала было до 5,8 раз выше, а общее содержание железа до 43,6% выше по сравнению с необработанным материалом. Материалы были напечатаны на 3D-принтере в виде цилиндров, и были протестированы механические свойства, в результате чего было получено 39Повышение прочности на сжатие на 6 ± 115 % в образцах, обработанных бактериями. Эта работа демонстрирует доказательство концепции производства по требованию строительных и запасных частей для исследования космоса.
Влияние высокотемпературной азотной плазменной ионной имплантации на ползучесть ниобия
Алин Капелла де Оливейра ◽
Жоарес Лидовино душ Рейс ◽
Рожерио Мораес Оливейра ◽
Даниэли Апаресида Перейра Рейс
Высокая температура ◽
Ионная имплантация ◽
Твердость поверхности ◽
Нитридный слой ◽
Азотная плазма ◽
Вторичная ползучесть ◽
Испытания на ползучесть ◽
Рабочее давление ◽
Аэрокосмический сектор ◽
Необработанный материал
Ниобий рассматривался для применения в аэрокосмической отрасли, но его использование при высоких температурах ограничено из-за большого сродства тугоплавких металлов с кислородом, что приводит к образованию оксидных слоев и снижению их механической стойкости. В настоящей работе образцы ниобия подвергались высокотемпературной азотной плазменной ионной имплантации (HT-NPBII). Процесс протекает при рабочем давлении от 3 до 4 мбар, а к образцам, нагретым до 1000°C, применялись отрицательные импульсы высокого напряжения 7 кВ/30 мкс/300 Гц при времени обработки 1 ч, 4 ч и 8 ч, соответственно. Микроструктурные и механические характеристики обработанных образцов выявили образование слоя Nb2N толщиной 3,0 мкм и увеличение поверхностной твердости с 225 HV для необработанного материала до примерно 2498 HV, для образцов, обработанных в течение 8 ч. Испытания на ползучесть проводились при 500°С и нагрузках от 25 до 40 МПа. Результаты показали снижение вторичной скорости ползучести для обработанных образцов по сравнению с необработанными. Такое поведение можно объяснить образованием нитридного слоя на поверхности Nb, который действует как барьер, предотвращающий диффузию кислорода в материал в условиях высоких температур.
В настоящей работе образцы ниобия подвергались высокотемпературной азотной плазменной ионной имплантации (HT-NPBII). Процесс протекает при рабочем давлении от 3 до 4 мбар, а к образцам, нагретым до 1000°C, применялись отрицательные импульсы высокого напряжения 7 кВ/30 мкс/300 Гц при времени обработки 1 ч, 4 ч и 8 ч, соответственно. Микроструктурные и механические характеристики обработанных образцов выявили образование слоя Nb2N толщиной 3,0 мкм и увеличение поверхностной твердости с 225 HV для необработанного материала до примерно 2498 HV, для образцов, обработанных в течение 8 ч. Испытания на ползучесть проводились при 500°С и нагрузках от 25 до 40 МПа. Результаты показали снижение вторичной скорости ползучести для обработанных образцов по сравнению с необработанными. Такое поведение можно объяснить образованием нитридного слоя на поверхности Nb, который действует как барьер, предотвращающий диффузию кислорода в материал в условиях высоких температур.
АНАЛИЗ REKAYASA SIFAT MEKANIK Baja AISI 4140 DENGAN VARIASI SUHU TEMPERING UNTUK MENINGKATKAN KEULETAN DAN KEKERASAN МАТЕРИАЛ
Шултони Махардика
Механические свойства ◽
Запчасти ◽
Айси 4140 ◽
Необработанный материал ◽
Водные СМИ ◽
Автоматическое оборудование ◽
Техническое планирование ◽
Проектные расчеты ◽
Закалка стали ◽
Главный Материал
Сталь — это тип материала, который широко используется в качестве основного материала при производстве различных видов запасных частей для промышленного и автоматического оборудования. Некоторыми механическими свойствами стали, которые часто используются в конструкции, являются твердость, пластичность и ударная вязкость. Часто при проектировании возникают трудности с получением стали с механическими свойствами, соответствующими проекту. По этой причине в машиностроении осуществлялся расчет механических свойств, чтобы получить сталь в соответствии с проектными расчетами. Сталь AISI 4140 является среднелегированной сталью. Эта сталь часто используется для изготовления деталей промышленного и автомобильного оборудования. В ходе этого исследования были определены механические свойства стали, а именно твердость и пластичность материала. Процесс осуществляется путем проведения закалки стали при 850 °С с последующим быстрым охлаждением водной средой. После этого отпуск при температурах 300°С, 400°С и 500°С охлаждением вместе с печью. В результате твердость и прочность на растяжение материала увеличились по сравнению с необработанным материалом. Этот метод эффективно используется для получения значений механической прочности в соответствии с техническими плановыми расчетами.
Некоторыми механическими свойствами стали, которые часто используются в конструкции, являются твердость, пластичность и ударная вязкость. Часто при проектировании возникают трудности с получением стали с механическими свойствами, соответствующими проекту. По этой причине в машиностроении осуществлялся расчет механических свойств, чтобы получить сталь в соответствии с проектными расчетами. Сталь AISI 4140 является среднелегированной сталью. Эта сталь часто используется для изготовления деталей промышленного и автомобильного оборудования. В ходе этого исследования были определены механические свойства стали, а именно твердость и пластичность материала. Процесс осуществляется путем проведения закалки стали при 850 °С с последующим быстрым охлаждением водной средой. После этого отпуск при температурах 300°С, 400°С и 500°С охлаждением вместе с печью. В результате твердость и прочность на растяжение материала увеличились по сравнению с необработанным материалом. Этот метод эффективно используется для получения значений механической прочности в соответствии с техническими плановыми расчетами. . Ключевые слова: отпуск, AISI 4140, разработка механических свойств.
. Ключевые слова: отпуск, AISI 4140, разработка механических свойств.
ВЛИЯНИЕ ВАКУУМНО-АКТИВИРОВАННОГО ДИФФУЗИОННОГО ХРОМОВАНИЯ НА МЕХАНИЧЕСКИЕ СВОЙСТВА ПОВЕРХНОСТИ СТАЛИ 25Х1МФ
Руденький С.Г. ◽
В.И. Змий ◽
Н.Ф. Карцев ◽
А.А. Корнеев ◽
А.В. Кунченко ◽
…
Механические свойства ◽
Поверхностный слой ◽
хлорид натрия ◽
Абразивный износ ◽
стальная поверхность ◽
Содержание хрома ◽
Хромирование ◽
Необработанный материал
В работе поверхность образцов из стали 25Х1МФ насыщалась хромом. Для этого был использован метод вакуумно-активируемого диффузионного хромирования. В этом процессе в качестве активатора использовали хлорид натрия. Установлено, что вакуумно-активированное диффузионное хромирование образцов из стали 25Х2МФ приводит к формированию поверхностного слоя, содержащего от 87 до 97 мас. % этого элемента. Установлено, что увеличение температуры процесса и его продолжительности приводит к увеличению содержания хрома на поверхности образцов. Испытания показали, что при кавитационно-эрозионном воздействии на поверхность хромированных образцов из стали 25Х1МФ они обладают более высокой стойкостью. При абразивном износе стойкость поверхности хромированной стали в 1,8-3 раза выше по сравнению с необработанным материалом.
% этого элемента. Установлено, что увеличение температуры процесса и его продолжительности приводит к увеличению содержания хрома на поверхности образцов. Испытания показали, что при кавитационно-эрозионном воздействии на поверхность хромированных образцов из стали 25Х1МФ они обладают более высокой стойкостью. При абразивном износе стойкость поверхности хромированной стали в 1,8-3 раза выше по сравнению с необработанным материалом.
Поведение криогенно обработанной борсодержащей стали (30MnCrB4) при абразивном износе, используемой для изготовления лопастей ротаватора
Теджиндер Пал Сингх ◽
Анил Кумар Сингла ◽
Джагтар Сингх ◽
Кулвант Сингх ◽
Муниш Кумар Гупта ◽
…
Абразивный износ ◽
Носите поведение ◽
Криогенная обработка ◽
Поисковая работа ◽
Абразивная износостойкость ◽
Борная сталь ◽
Вторичные карбиды ◽
Необработанный материал ◽
Поведение при абразивном износе ◽
Размер зерна песка
Лопасти ротаватора подвержены значительному износу из-за абразивного характера частиц песка.