Сталь 20х13: характеристики, применение, аналоги, состав
Процесс легирования позволяет существенно изменить эксплуатационные характеристики металла. В состав могут добавляться самые различные химические вещества. К ферритно-мартенситному классу относится сталь 20х13, которая характеризуется высокой устойчивостью к высоким температурам и воздействию повышенной влажности.
 Сталь 20х13
Сталь 20х13Общая характеристика сплава
Основным легирующим элементом при производстве марки 20х13 (характеристики стали во многом зависят от концентрации химических веществ в составе) стал хром. Его добавление в состав металла проводится на протяжении длительного периода. Основные характеристики пластика следующие:
- Ограниченная степень свариваемости. Рассматриваемый металл характеризуется низкой степенью обрабатываемости. В большинстве случаев для повышения степени свариваемости проводится подогрев материал.
- Жаропрочность и низкая теплопроводность – свойства, которые существенно расширяют область рассматриваемого материала. Сталь коррозионно-стойкая жаропрочная 20Х13 может эксплуатироваться при температуре до 700 градусов Цельсия. Повышение температуры до более высоких показателей приводит к тому, что свойства материала существенно упадут: твердость, устойчивость к деформациям и другие.
- Твердость выдерживается на уровне 126-197 МПа в зависимости от того, проводилась ли термическая обработка.
- Структура склонна к отпускной хрупкости, есть возможность проводить обработку резанием.
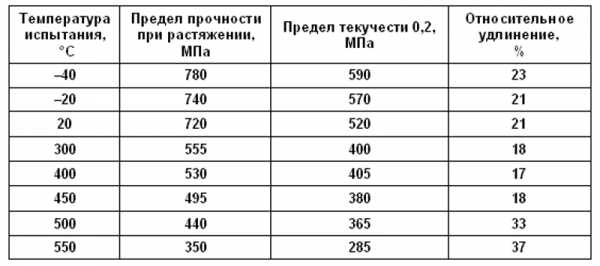
Механические свойства стали 20Х13
при различных температурах
Основные характеристики сплава определяют возможность его применения при изготовлении самых различных изделий. При необходимости они могут быть улучшены путем термической обработки, к примеру, закалки или отжига.
Химический состав
Во многом сталь 20х13 напоминает аналоги, в состав которых также добавляется большое количество хрома. Химический состав представлен сочетанием следующих веществ:
- Углерод во многом определяет твердость и прочность материала, а также степень свариваемости. В рассматриваемом случае концентрация углерода может варьировать в пределе от 0,16 до 0,25%.
- Хром считается основным легирующим элементом. В состав сплава добавляется около 12-14% этого химического вещества. Именно хром определяет жаропрочность и коррозионную стойкость.
- Марганец и никель не являются основными элементами рассматриваемого сплава, их концентрация не более 0,6%.
Практически все металлы имеют в своем составе фосфор и серу. Эти химические элементы находятся в составе при концентрации не более 0,03%.

Лист нержавейка 20Х13
Зарубежные производители также выпускают сплавы со схожим химическим составом. К примеру, японский аналог стали 20х13 получил название SUS420J1, французские сплавы z20c13 и X20Cr13.
Применение стали 20х13
Сталь 20х13 обладает большим количеством особенностей, которые определяют широкое его распространение. Жаропрочность и коррозионная стойкость ценится в нижеприведенных случаях:
- Машиностроительная промышленность.
- При производстве турбинных лопаток, на которые оказывается воздействие высокой температуры и давления.
- При создании крепежей с высокой прочностью и коррозионной стойкостью.
- Выпуск деталей, которые подвержены воздействию атмосферных осадков и органических слей.
- При изготовлении колец самого различного предназначения.
- Авиационная промышленность.
- Выпуск изделий, работающих при невысокой температуре и в агрессивной химической среде.
- При создании деталей для компрессорных машин, которые работают с нетрозными газами.

Трубные доски 20х13
Термическая обработка позволяет существенно повысить эксплуатационные характеристики сплава. Это связано с тем, что при сильном нагреве происходит перестроение кристаллической решетки для упрочнения структуры и повышения твердости поверхностного слоя. Применение стали 20х13 позволило существенно продлить эксплуатационный срок изделий, которые служат в тяжелых эксплуатационных условиях.
ГОСТы и другие стандарты на сталь 20Х13
Для того чтобы выпускаемые металлы могли применяться в тех или иных условиях при их изготовлении применяется Госстандарт. Сталь 20×13 (ГОСТ определяет форму выпуска и основные качества) изготавливается при учете следующих стандартов:
- Кованные заготовки поставляются в квадратной и круглой форме.
- При применении сплава могут изготавливаться проволоки с высокими эксплуатационными характеристиками.
- На производственные линии поставляется прокат с различной толщиной листа, который характеризуется жаропрочностью и коррозионной стойкостью.
- В промышленность поставляются кованые и горячекатанные полосы.
- Фасонные профили.
Расшифровка стали 20х13 определяет высокую концентрацию хрома, что приводит к снижению некоторых эксплуатационных качеств. Примером можно назвать отсутствие возможности использования листового металла для изготовления корпуса при применении сварочного аппарата. Установленный стандарт 20х13 ГОСТ также определяет возможность проведения дополнительной обработки, которая делает структуру более плотной и прочной, устойчивой к различного рода воздействия.
Скачать ГОСТ 5632-72
Особенности термообработки стали 20Х13
Марка стали 20х13 по причине высокой концентрации углерода и хрома сложна при сварке, структура может быть улучшена при закалке и отпуске. Термообработка проводится с учетом следующих моментов:
- Из-за высокой жаропрочности закалка проводится при температуре около 1100 градусов Цельсия. Эта технологическая особенности определяет трудности, возникающие при обработке сплава в домашних условиях. Только при наличии специального оборудования можно провести разогрев заготовки до требуемой температуры.
- Ковка выполняется при температуре 780 градусов Цельсия. При этом нагрев проводится постепенно, что позволяет исключить вероятность возникновения структурных деформаций при пластичной деформации.
- Отжиг считается смягчающим типом обработки металла. Рекомендуемый показатель температуры составляет 800 градусов Цельсия. Охлаждение проводится периодически, что позволяет повысить качество сплава.
- После закалки охлаждение проводится в самой различной среде. В последнее время устанавливаются высокие стандарты качества, что определило применение масла в качестве охлаждающей жидкости. Подобная технология охлаждения характеризуется довольно большим количеством особенностей. К примеру, свойства масла обеспечивают равномерное снижение температуры даже объемных заготовок, но при определенных условиях вещество загорается и образуется едкий дым. Поэтому масляные ванны применяются только в специальных цехах, которые снабжаются системой вентиляции.
При повышении температуры отпуска до 450 градусов Цельсия можно существенно повысить пластичность, но при этом снижается твердость поверхностного слоя. Однако, подобное воздействие приводит к снижению коррозионной стойкости.
Сварочные работы также характеризуются большим количеством особенностей. Сварка коррозионно-стойкой жаропрочной стали 20х13 проводится с учетом следующей информации:
- Могут применяться самые различные методы: ручная обработка, электродуговая и аргонодуговая в автоматическом режиме.
- В некоторых случаях сварка проводится без предварительного подогрева заготовки. Для того чтобы повысить качество сварочного шва проводится дополнительная обработка.
- Для того чтобы повысить качество шва выполняется нагрев металл до 300 градусов Цельсия. Дополнительная обработка предусматривает отжиг, который снижает все внутренние напряжения. Часто именно внутреннее напряжение приводит к появлению структурных или поверхностных трещин, а также других дефектов.
Предварительные нагрев рекомендуется проводить в случае, когда толщина свариваемой стали более 10 мм. В подобных случаях высокая концентрация хрома и углерода сказывается негативно на свойствах стали 20×13.
Нержавеющая проволока 20Х13
Свойства сплава определяют его широкое распространение в самых различных отраслях промышленности. Для его применения при изготовлении износостойких деталей может проводится различного рода улучшения. Однако, сложности обработки и изготовления определяют рентабельность при применении только на момент выпуска ответственных деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
20Х13
Применение стали 20Х13
Сталь 20Х13 применяется для изделий, подвергающихся воздействию слабоагрессивных сред (атмосферные условия, кроме морских, водные растворы солей органических кислот при комнатной температуре, растворы азотной кислоты слабой и средней концентрации при умеренных температурах и т. д.).
Для тех случаев, когда изделия должны обладать достаточно высокой прочностью и одновременно достаточным запасом пластичности и ударной вязкости. Ее используют также в качестве жаропрочного материала при температурах до 450— 550 °С и в качестве жаростойкого — до 700 °С.
ГОСТы и ТУ на сталь 20Х13
Сталь кованая круглая и квадратная. Сортамент ГОСТ 1133-71
Проволока из высоколегированной коррозионно-стойкой и жаростойкой стали. Технические условия ГОСТ 18143-72
Прутки нагартованные, термически обработанные шлифованные из высоколегированной и коррозионно-стойкой стали. Технические условия.ГОСТ 18907-73
Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия.ГОСТ 25054-81
Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки ГОСТ 5632-72
Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная. Технические условия ГОСТ 5949-75
Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия ГОСТ 7350-77
Полосы горячекатаные и кованые из инструментальной стали. Сортамент. ГОСТ 4405-75
Сталь качественная круглая со специальной отделкой поверхности. Технические условия. ГОСТ 14955-77
Прокат сортовой стальной горячекатаный круглый. Сортамент.ГОСТ 2590-2006
Прокат сортовой стальной горячекатаный квадратный. Сортамент.ГОСТ 2591-2006
Сталь калиброванная круглая. Сортамент.ГОСТ 7417-75
Полосы горячекатаные и кованые из инструментальной стали. Сортамент.ГОСТ 8559-75
Сталь калиброванная квадратная. Сортамент.ГОСТ 8560-78
Прокат калиброванный шестигранный. Сортамент. ГОСТ 8560-78
Сталь кованая круглая и квадратная. Сортамент.ГОСТ 1133-71
Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки.ГОСТ 5632-72
Прокат сортовой стальной горячекатаный полосовой. Сортамент.ГОСТ 103-2006
Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия.ГОСТ 5949-75
Прокат сортовой стальной горячекатаный шестигранный. Сортамент. ГОСТ 2879-2006
Профили стальные фасонные высокой точности. Технические условия.ТУ 14-11-245-88
Заготовки из конструкционной стали для машиностроения. Общие технические условия.ОСТ 3-1686-90
Химический состав стали 20Х13
| C | Cr | Mn | P | S | Si | |
| 0,16-0,25 | 12-14,0 | Осн. | ≤0,8 | ≤0,030 | ≤0,025 | ≤0,8 |
Механические свойства стали 20Х13
Нормированные механические свойства при 20 °С
ГОСТ | Вид продукции | Режим термической обработки проката | Н/мм2 | Н/мм 2 (не менее) | % |
ГОСТ 5949-75 | Сорт | Закалка 1000-1050 °С, отпуск 660-770 °С | 650 | 440 | 16 |
Ψ> 55 %, =78 Дж/см2 | |||||
Закалка 1000-1050 °С отпуск 600-700 °С | 830 | 635 | 10 | ||
Ψ> 50 %, >=59 Дж/см | |||||
ГОСТ 7350-77 | Лист толстый | Нормализация или закалка при 1000—1050 °С, охлаждение на воздухе, отпуск при 680-780 °С, охлаждение с печью или на воздухе | 510 | 375 | 20 |
ГОСТ 5582-75 | Лист тонкий | Отжиг или отпуск при 740-800 °С | 490 | — | 20 |
| ГОСТ 4986-79 | Лента | Отжиг или отпуск при 740-800 °С |
|
|
|
δ = 0,2-2,0 мм | 490 |
| 16 | ||
| δ <0,2 мм | 490 |
| 8 | |
Механические свойства при низких и повышенных температурах
(пруток, нормализация при 1000-1020 °С, охлаждение на воздухе, отжиг при 730-750 °С)
°C | Н/мм2 | Н/мм2 | % | Ψ, % | Дж/см2 |
-40 | 780 | 590 | 23 | 57 | 50 |
-20 | 740 | 570 | 21 | 59 | 59 |
20 | 720 | 520 | 21 | 65 | 66-175 |
300 | 555 | 400 | 18 | 66 | 200 |
400 | 530 | 405 | 16 | 58 | 205 |
450 | 495 | 380 | 17 | 57 | 240 |
500 | 440 | 365 | 32 | 75 | 250 |
550 | 350 | 285 | 36 | 83 | 223 |
Физические свойства стали 20Х13
Плотность 7,76·103 кг/м3.
Значение модуля упругости (Е), коэффициента теплопроводности (λ), удельной теплоемкости (С), температурного коэффициента линейного расширения (α) в зависимости от температуры
°С | Е·10-4,Н/мм2 | λ,Вт/(м · К) | С · 103, Дж/(кг·К) | Температурный интервал, °С | α · 106, K-1 |
20 | 22,3 | — | 0,441 | — | — |
100 | 21,8 | — | 0,462 | 0-100 | 10,1 |
200 | 21,2 | 24,8 | 0,525 | 0-200 | 10,4 |
300 | 20,4 | 26,7 | 0,567 | 0-300 | 10,9 |
400 | 19,3 | 27,2 | 0,630 | 0-400 | 11,4 |
500 | 18,4 | 27,7 | 0,693 | 0-500 | 11,9 |
600 | 17,2 | 28,1 | 0,777 | 0-600 | — |
700 | — | — | 0,966 | 0-700 | — |
Коррозионная стойкость стали 20Х13
Сталь 20Х13 обладает высокой стойкостью в атмосферных условиях (кроме морской атмосферы), в речной и водопроводной воде. Применяется в энергетическом машиностроении, в крекинг-установках с длительным сроком службы при температурах до 500 °С для деталей печей.
Технологические параметры 20Х13
Сталь 20Х13 имеет хорошую технологичность при горячей пластической деформации. Рекомендуются следующие интервалы деформации начало 1100 °С, конец 875-950 °С, нагрев под прокатку и ковку проводят медленно до 780 °С, после деформации также следует применять медленное охлаждение.
Смягчающей термической обработкой стали 20Х13 является отжиг при 750- 800 °С, охлаждение с печью до 500 °С; окончательная термическая обработка — закалка с 950-1000 °С с охлаждением в масле или на воздухе и отпуск на заданную твердость и коррозионную стойкость.
Сталь является технологичной при горячей и холодной деформации. Она относится к мартенситному классу. Критические точки стали Ac1 = 820 °С и Ac3 = 950 °С. В закаленном состоянии микроструктура состоит из мартенсита и карбидов; в отожженном состоянии — из смеси высокохромистого феррита и карбида типа М23С6. С повышением температуры отпуска выше 450 °С происходит значительное снижение прочности, сопровождаемое увеличением пластичности, при этом снижается также коррозионная стойкость.
Сварка стали 20Х13
Сталь 20Х13 удовлетворительно сваривается электродуговой и аргонодуговой автоматической и ручной сваркой.
Согласно рекомендациям ИЭС им. Е. О. Патона для автоматической сварки следует применять проволоку Св-10Х13 и Св-06Х14. В случае электродуговой сварки применяют флюсы АН-18 или АН-17. Для ручной электродуговой сварки целесообразно использовать электроды типа ЭФ-Х13 также с проволокой Св-0Х13 либо, Св-06Х14. Во избежание появления холодных трещин в сварных соединениях при сварке изделий толщиной 8-10 мм и более, а также изделий с меньшей толщиной, имеющих жесткое закрепление, необходимо применять предварительный или сопутствующий подогрев до 250-400 °С. После сварки следует проводить отпуск сварных соединений или изделий. Чаще всего применяют отпуск при 680-760 °С.
s-stal.ru
Нержавеющая сталь 20Х13 — расшифровка марки стали, ГОСТ, характеристика материала
Марка стали — 20Х13
Стандарт — ГОСТ 5632
Заменитель — 12Х13, 14Х17Н2
Сталь 20Х13 содержит углерода в среднем 0,2%, Х13 — указывает содержание хрома в стали примерно 13%. Сталь легированная, коррозионно-стойкая, жаропрочная.
Нержавеющая сталь 20Х13 применяется для деталей с повышенной пластичностью, подвергающихся ударным нагрузкам, изделий, подвергающихся действию слабоагрессивных сред (атмосферных осадков, водных растворов солей органических кислот при комнатной температуре). Наибольшая коррозионно-стойкость достигается после термической обработки (закалка с отпуском) и полировки.
Из нержавеющей стали 20Х13 изготовляют лопатки паровых турбин, клапаны гидравлических прессов, тарелки и седла клапанов, поршневые кольца, болты, трубы, предметы домашнего обихода и другие детали, работающие при температуре до 450-500°С.
| Массовая доля основных химических элементов, % | |||
|---|---|---|---|
| C — углерода | Si — кремния | Mn — марганца | Cr — хрома |
| 0,16-0,25 | Не более 0,80 | Не более 0,80 | 12,00-14,00 |
| Температура критических точек, °С | |||
|---|---|---|---|
| Ac1 | Ac3 | Ar1 | Ar3 |
| 810 | 900 | 710 | 660 |
| Технологические свойства | |
|---|---|
| Ковка | Температура ковки, °С: начала 1250, конца 850. Сечения до 150 мм охлаждаются на воздухе. |
| Свариваемость | Ограниченно свариваемая. Способы сварки: ручная дуговая сварка, аргонодуговая сварка, контактная сварка. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкции. |
| Обрабатываемость резанием | В закаленном и опущенном состоянии при HB 241 и σв = 730 МПа: Kv твердый сплав = 0,70 Kv быстрорежущая сталь = 0,45 |
| Флокеночувств. | Не чувствительна |
| Склонность к отпускной хрупкости | Склонна |
| Физические свойства | Температура испытаний, °С | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Модуль нормальной упругости E, ГПа | 218 | 214 | 208 | 200 | 189 | 181 | 169 | — | — | — |
| Модуль упругости при сдвиге кручением G, ГПа | 86 | 84 | 80 | 78 | 73 | 69 | 63 | — | — | — |
| Плотность ρn, кг/м3 | 7670 | 7660 | 7630 | 7600 | 7570 | 7540 | 7510 | 7480 | 7450 | — |
| Коэффициент теплопроводности λ, Вт/(м*К) | — | 26 | 26 | 26 | 26 | 27 | 26 | 26 | 27 | 28 |
| Удельное электросопротивление ρ, нОм*м | 588 | 653 | 730 | 800 | 884 | 952 | 1022 | 1102 | — | — |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Коэффициент линейного расширения α*106, K-1 | 10,2 | 11,2 | 11,5 | 11,9 | 12,2 | 12,8 | 12,8 | 13,0 | — | — |
| Удельная теплоемкость c, Дж/(кг*К) | — | — | — | — | — | — | — | — | — | — |
tekhnar.ru
20Х13 :: Металлические материалы: классификация и свойства
Сталь 20Х13 ГОСТ 5632-72
Сталь мартенситного класса
Массовая доля элементов, % | |||||||||
Углерод | Кремний | Марганец | Хром | Железо | Сера | Фосфор | Титан | Медь | Никель |
Не более | |||||||||
0,16-0,25 | Не более 0,8 | Не более 0,8 | 12,0-14,0 | Осн. | 0,025 | 0,030 | 0,2 | 0,3 | 0,6 |
В отожженном или отпущенном состоянии число твёрдости 197-126 НВ.
Температура критических точек, оС
Ас1 | Ас3 (Асm) | Аr3 (Аrсm) | Аr1 | МН |
810 | 900 | 660 | 710 | 320 |
Состояние поставки, режимы термической обработки | Сечение, мм | Предел теку- чести σ0,2 | Временное сопротив- ление σВ | Отно- си- тель- ное удли- нение δ5 | Относи-тельное сужение попереч-ного сече- ния ψ | Ударная вязкость KCU, Дж/см2 |
МПа | % | |||||
не менее | ||||||
Прутки. Закалка 1000-1050оС, воздух или масло. Отпуск 600-700оС, воздух или масло. | 60 | 635 | 830 | 10 | 50 | 59 |
Прутки. Закалка 1000-1050оС, воздух или масло. Отпуск 660-770оС, воздух, масло или вода. | 60 | 440 | 650 | 16 | 55 | 78 |
Прутки шлифованные, обработанные на заданную прочность | 1 — 30 | — | 510 — 780 | 14 | — | — |
Листы горячекатаные или холоднокатаные. Закалка 1000-1050оС, воздух. Отпуск 680-780оС, воздух или печь (образцы поперечные) | Св. 4 | 372 | 509 | 20 | — | — |
Поковки. Закалка 1000 – 1050оС, воздух или масло. Отпуск 660-770оС, воздух | 1000 | 441 | 588 | 14 | 40 | 39 |
Лента холоднокатаная. Отжиг или отпуск 740-800оС | До 0,2 0,2-2,0 | — — | 500 500 | 8 16 | — — | — — |
Проволока термообрабатанная | 1,0-6,0 | — | 490-780 | 14 | — | — |
Механические свойства заготовок сечением 14 мм
в зависимости от температуры отпуска.
Температура испытания, оС | Предел текучести σ0,2 | Временное сопротив- ление σВ | Относительное удлинение δ5 | Относительное сужение поперечного сечения ψ | Ударная вязкость KCU, Дж/см2 | Твёрдость, HRCЭ |
МПа | % | |||||
Закалка 1050оС, воздух | ||||||
200 | 1300 | 1600 | 13 | 50 | 81 | 46 |
300 | 1270 | 1460 | 14 | 57 | 98 | 42 |
450 | 1330 | 1510 | 15 | 57 | 71 | 45 |
500 | 1300 | 1510 | 19 | 54 | 75 | 46 |
600 | 920 | 1020 | 14 | 60 | 71 | 29 |
700 | 650 | 78 | 18 | 64 | 102 | 20 |
Температура испытания, оС | Предел текучести σ0,2 | Временное сопротив- ление σВ | Относительное удлинение δ5 | Относительное сужение поперечного сечения ψ | Ударная вязкость KCU, Дж/см2 |
МПа | % | ||||
Нормализация 1000-1020оС. Отпуск 730-750оС. При 20оС НВ 187-217 | |||||
20 | 510 | 710 | 21 | 66 | 64 – 171 |
300 | 390 | 540 | 18 | 66 | 196 |
400 | 390 | 520 | 17 | 59 | 196 |
450 | 370 | 480 | 18 | 57 | 235 |
500 | 350 | 430 | 33 | 75 | 245 |
550 | 275 | 340 | 37 | 83 | 216 |
Образец прокатанный диаметром 6 мм и длиной 30 мм. Скорость деформирования 16 мм/мин, скорость деформации 0,009 1/с | |||||
800 | 59 | 70 | 51 | 98 | — |
850 | — | — | 43 | — | — |
900 | — | — | 56 | — | — |
1000 | 39 | 61 | 59 | — | — |
1150 | 21 | 31 | 84 | 100 | — |
Температура испытания, оС | Предел текучести σ0,2 | Временное сопротив- ление σВ | Относительное удлинение δ5 | Относительное сужение поперечного сечения ψ | Ударная вязкость KCU, Дж/см2 |
МПа | % | ||||
Сечение 25 мм. Нормализация 1000оС, воздух. Отпуск 680-750оС | |||||
+20 | 540 | 700 | 21 | 62 | 76 |
-20 | 560 | 730 | 22 | 59 | 54 |
-40 | 580 | 770 | 23 | 57 | 49 |
-60 | 570 | 810 | 24 | 57 | 41 |
Сечение 14 мм. Закалка 1050оС, воздух. Отпуск 600оС | |||||
+20 | — | — | — | — | 71 |
-20 | — | — | — | — | 81 |
-60 | — | — | — | — | 64 |
Временное сопротивление σВ, Н/мм2 (кгс/мм2) | Относительное удлинение δ, %, не менее |
510-780(52-80) | 14 |
Предел текучести σ0,2, Мпа (кгс/мм2) | Временное сопротивление σВ Н/мм2 (кгс/мм2) | Относительное удлинение δ5, % | Относительное сужение ψ, % | Ударная вязкость KCU, Дж/см2 (кгс·м/см2) | Твёрдость, НВ |
Не менее | |||||
490-656 (50-67) 686-882 (70-90) | 617-784 (63-80) 833-980 (85-100) | 18 15 | 50 50 | 69(7) — | 207-241 255-302 |
Предел ползучести, МПа | Скорость ползучести, % /ч | Температура, оС |
125 | 1/100 000 | 450 |
75 | 1/100 000 | 470 |
47 | 1/100 000 | 500 |
29 | 1/100 000 | 550 |
Предел длительной прочности, МПа | Длительность, ч | Температура, оС |
289 | 10 000 | 450 |
191 | 10 000 | 500 |
255 | 100 000 | 450 |
157 | 100 000 | 500 |
Предел выносливости σ-1=367 МПа при n=107 (образцы гладкие)
Вид термической обработки | Режим термической обработки, оС | Охлаждающая среда |
Нормализация или закалка | 1000-1050 | Воздух или масло |
Отпуск | 660-770 | Воздух |
Коррозионная стойкость
Среда | Температура, оС | Длительность испытания, ч | Глубина коррозии, мм/год |
Вода дистиллированная или пар | 500 | — | 0,1 |
Вода почвенная | 20 | — | 1,0 |
Морская вода | 20 | 720 | 0 |
Физические свойства | Температура испытания, оС | |||||||||
20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
Модуль нормальной упругости Е, ГПа | 218 | 214 | 208 | 200 | 189 | 181 | 169 | — | — | — |
Модуль упругости при сдвиге кручением G, ГПа | 86 | 84 | 80 | 78 | 73 | 69 | 63 | — | — | — |
Плотность ρn, кг/см3 | 7670 | 7660 | 7630 | 7600 | 7570 | 7540 | 7510 | 7480 | 7450 | — |
Коэффициент теплопроводности λ, Вт/(м · С) | — | 26 | 26 | 26 | 26 | 27 | 26 | 26 | 27 | 28 |
Удельное сопротивление ρ, НОм · м | 588 | 653 | 730 | 800 | 884 | 952 | 1022 | 1102 | — | — |
Физические свойства | Температура испытания, оС | |||||||||
20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 | |
Коэффициент линейного расширения α, 10-6, 1/оС | 10,2 | 11,2 | 11,5 | 11,9 | 12,2 | 12,8 | 12,8 | 13,0 | — | — |
Удельная теплоёмкость С, Дж/(кг· оС) | 112 | 117 | 123 | 127 | 132 | 137 | 147 | 155 | 159 | — |
Назначение: детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия, подвергающиеся действию слабоагрессивных сред (атмосферные осадки, водные растворы солей органических кислот при комнатной температуре и др.). Лопатки паровых турбин, болты, трубы.
Примечание: наибольшая коррозионностойкость достигается после термической обработки (закалка с отпуском) и полировки.
Температура начала интенсивного окалинообразования – 750оС.
Рекомендуемая температура применения – 500оС.
Срок работы – весьма длительный.
Сталь преимущественно применяется как коррозионно-стойкая, а также применяется как жаропрочная.
Температура ковки, оС: начала 1250, конца 850. Сечения до 150 мм охлаждаются на воздухе, 150 — 400 мм необходим низкотемпературный отжиг с одним переохлаждением.
Свариваемость – ограниченно свариваемая. Способы сварки: РДС, АрДС и КТС. Подогрев и термическая обработка применяются в зависимости от метода сварки, вида и назначения конструкции.
Обрабатываемость резанием – в закалённом и отпущенном состоянии при НВ 241, σВ=730 МПа, Kυ б. ст=0,45 , Kυ тв. спл=0,7
Склонность к отпускной хрупкости – склонна.
Сортамент, форма и размеры стали должны соответствовать требованиям:
горячекатаной круглой – ГОСТ 2590-88;
горячекатаной квадратной – ГОСТ 2591-88, ОСТ 14-2-205-87, отраслевого стандарта Минчермета СССР;
кованой круглой и квадратной – ГОСТ 1133-71;
горячекатаной и кованой полосовой – ГОСТ 4405-75;
горячекатаной полосовой – ГОСТ 103-76;
горячекатаной шестигранной – ГОСТ 2879-88;
калиброванной круглой – ГОСТ 7417-75;
калиброванной квадратной – ГОСТ 8559-75;
калиброванной шестигранной – ГОСТ 8560-78;
со специальной отделкой поверхности – ГОСТ 14955-77.
markmet.ru
№ п/п | Марка стали | Твёрдость (HRCэ) | Температ. закалки, град.С | Температ. отпуска, град.С | Температ. зак. ТВЧ, град.С | Температ. цемент., град.С | Температ. отжига, град.С | Закал. среда | Прим. |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1 | Сталь 20 | 57…63 | 790…820 | 160…200 |
| 920…950 |
| Вода |
|
2 | Сталь 35 | 30…34 | 830…840 | 490…510 |
|
|
| Вода |
|
33…35 | 450…500 |
|
|
|
| ||||
42…48 | 180…200 | 860…880 |
|
|
| ||||
3 | Сталь 45 | 20…25 | 820…840 | 550…600 |
|
|
| Вода |
|
20…28 | 550…580 |
|
|
|
| ||||
24…28 | 500…550 |
|
|
|
| ||||
30…34 | 490…520 |
|
|
|
| ||||
42…51 | 180…220 |
|
|
| Сеч. до 40 мм | ||||
49…57 | 200…220 | 840…880 |
|
|
| ||||
<= 22 |
|
|
|
| 780…820 |
| С печью | ||
4 | Сталь 65Г | 28…33 | 790…810 | 550…580 |
|
|
| Масло | Сеч. до 60 мм |
43…49 | 340…380 |
|
|
| Сеч. до 10 мм (пружины) | ||||
55…61 | 160…220 |
|
|
| Сеч. до 30 мм | ||||
5 | Сталь 20Х | 57…63 | 800…820 | 160…200 |
| 900…950 |
| Масло |
|
59…63 |
| 180…220 | 850…870 | 900…950 |
| Водный раствор | 0,2…0,7% поли-акриланида | ||
«— |
|
|
|
| 840…860 |
|
| ||
6 | Сталь 40Х | 24…28 | 840…860 | 500…550 |
|
|
| Масло |
|
30…34 | 490…520 |
|
|
|
| ||||
47…51 | 180…200 |
|
|
| Сеч. до 30 мм | ||||
47…57 |
| 860…900 |
|
| Водный раствор | 0,2…0,7% поли-акриланида | |||
48…54 |
|
|
|
|
| Азотирование | |||
<= 22 |
|
|
|
| 840…860 |
|
| ||
7 | Сталь 50Х | 25…32 | 830…850 | 550…620 |
|
|
| Масло | Сеч. до 100 мм |
49…55 | 180…200 |
|
|
| Сеч. до 45 мм | ||||
53…59 | 180…200 | 880…900 |
|
| Водный раствор | 0,2…0,7% поли-акриланида | |||
< 20 |
|
|
|
| 860…880 |
|
| ||
8 | Сталь 12ХН3А | 57…63 | 780…800 | 180…200 |
| 900…920 |
| Масло |
|
50…63 |
| 180…200 | 850…870 |
| Водный раствор | 0,2…0,7% поли-акриланида | |||
<= 22 |
|
|
|
| 840…870 |
| С печью до 550…650 | ||
9 | Сталь 38Х2МЮА | 23…29 | 930…950 | 650…670 |
|
|
| Масло | Сеч. до 100 мм |
<= 22 |
| 650…670 |
|
|
|
| Нормализация 930…970 | ||
HV > 670 |
|
|
|
|
|
| Азотирование | ||
10 | Сталь 7ХГ2ВМ | <= 25 |
|
|
|
| 770…790 |
| С печью до 550 |
28…30 | 860…875 | 560…580 |
|
|
| Воздух | Сеч. до 200 мм | ||
58…61 | 210…230 |
|
|
| Сеч. до 120 мм | ||||
11 | Сталь 60С2А | <= 22 |
|
|
|
| 840…860 |
| С печью |
44…51 | 850…870 | 420…480 |
|
|
| Масло | Сеч. до 20 мм | ||
12 | Сталь 35ХГС | <= 22 |
|
|
|
| 880…900 |
| С печью до 500…650 |
50…53 | 870…890 | 180…200 |
|
|
| Масло |
| ||
13 | Сталь 50ХФА | 25…33 | 850…880 | 580…600 |
|
|
| Масло |
|
51…56 | 850…870 | 180…200 |
|
|
| Сеч. до 30 мм | |||
53…59 |
| 180…220 | 880…940 |
|
| Водный раствор | 0,2…0,7% поли-акриланида | ||
14 | Сталь ШХ15 | <= 18 |
|
|
|
| 790…810 |
| С печью до 600 |
59…63 | 840…850 | 160…180 |
|
|
| Масло | Сеч. до 20 мм | ||
51…57 | 300…400 |
|
|
| |||||
42…51 | 400…500 |
|
|
| |||||
15 | Сталь У7, У7А | НВ <= 187 |
|
|
|
| 740…760 |
| С печью до 600 |
44…51 | 800…830 | 300…400 |
|
|
| Вода до 250, масло | Сеч. до 18 мм | ||
55…61 | 200…300 |
|
|
| |||||
61…64 | 160…200 |
|
|
| |||||
61…64 | 160…200 |
|
|
| Масло | Сеч. до 5 мм | |||
16 | Сталь У8, У8А | НВ <= 187 |
|
|
|
| 740…760 |
| С печью до 600 |
37…46 | 790…820 | 400…500 |
|
|
| Вода до 250, масло | Сеч. до 60 мм | ||
61…65 | 160…200 |
|
|
| |||||
61…65 | 160…200 |
|
|
| Масло | Сеч. до 8 мм | |||
61…65 |
| 160…180 | 880…900 |
|
| Водный раствор | 0,2…0,7% поли-акриланида | ||
17 | Сталь У10, У10А | НВ <= 197 |
|
|
|
| 750…770 |
|
|
40…48 | 770…800 | 400…500 |
|
|
| Вода до 250, масло | Сеч. до 60 мм | ||
50…63 | 160…200 |
|
|
| |||||
61…65 | 160…200 |
|
|
| Масло | Сеч. до 8 мм | |||
59…65 |
| 160…180 | 880…900 |
|
| Водный раствор | 0,2…0,7% поли-акриланида | ||
18 | Сталь 9ХС | <= 24 |
|
|
|
| 790…810 |
| С печью до 600 |
45…55 | 860…880 | 450…500 |
|
|
| Масло | Сеч. до 30 мм | ||
40…48 | 500…600 |
|
|
| |||||
59…63 | 180…240 |
|
|
| Сеч. до 40 мм | ||||
19 | Сталь ХВГ | <= 25 |
|
|
|
| 780…800 |
| С печью до 650 |
59…63 | 820…850 | 180…220 |
|
|
| Масло | Сеч. до 60 мм | ||
36…47 | 500…600 |
|
|
| |||||
55…57 | 280…340 |
|
|
| Сеч. до 70 мм | ||||
20 | Сталь Х12М | 61…63 | 1000…1030 | 190…210 |
|
|
| Масло | Сеч. до 140 мм |
57…58 | 320…350 |
|
|
| |||||
21 | Сталь Р6М5 | 18…23 |
|
|
|
| 800…830 |
| С печью до 600 |
64…66 | 1210…1230 | 560…570 3-х кратн. |
|
|
| Масло, воздух | В масле до 300…450 град., воздух до 20 | ||
26…29 | 780…800 |
|
|
|
| Выдержка 2…3 часа, воздух | |||
22 | Сталь Р18 | 18…26 |
|
|
|
| 860…880 |
| С печью до 600 |
62…65 | 1260…1280 | 560…570 3-х кратн. |
|
|
| Масло, воздух | В масле до 150…200 град., воздух до 20 | ||
23 | Пружин. сталь Кл. II |
|
| 250…320 |
|
|
|
| После холодной навивки пружин 30-ть минут |
24 | Сталь 5ХНМ, 5ХНВ | >= 57 | 840…860 | 460…520 |
|
|
| Масло | Сеч. до 100 мм |
42…46 |
|
|
| Сеч. 100..200 мм | |||||
39…43 |
|
|
| Сеч. 200..300 мм | |||||
37…42 |
|
|
| Сеч. 300..500 мм | |||||
НV >= 450 |
|
|
| Азотирование. Сеч. св. 70 мм | |||||
25 | Сталь 30ХГСА | 19…27 | 890…910 | 660…680 |
|
|
| Масло |
|
27…34 | 580…600 |
|
|
|
| ||||
34…39 | 500…540 |
|
|
|
| ||||
«— |
|
|
|
| 770…790 |
| С печью до 650 | ||
26 | Сталь 12Х18Н9Т | <= 18 | 1100…1150 |
|
|
|
| Вода |
|
27 | Сталь 40ХН2МА, 40ХН2ВА | 30…36 | 840…860 | 600…650 |
|
|
| Масло |
|
34…39 | 550…600 |
|
|
|
| ||||
28 | Сталь ЭИ961Ш | 27…33 | 1000…1010 | 660…690 |
|
|
| Масло | 13Х11Н2В2НФ |
34…39 | 560…590 |
|
|
| При t>6 мм вода | ||||
29 | Сталь 20Х13 | 27…35 | 1050 | 550…600 |
|
|
| Воздух |
|
43,5…50,5 | 200 |
|
|
|
| ||||
30 | Сталь 40Х13 | 49,5…56 | 1000…1050 | 200…300 |
|
|
| Масло |
|
infotables.ru
Нержавеющая сталь 20Х13 – технологические свойства
Классификация хромистых нержавеющих сталей
Сталь 08Х13
Сталь 12Х13
Сталь 30Х13
Сталь 40Х13
Применение стали 20Х13
Сталь 20Х13 применяют при изготовлении изделий для работы в слабоагрессивных средах:
- атмосферные условия, кроме морских;
- водные растворы солей органических кислот при комнатной температуре;
- растворы азотной кислоты слабой и средней концентрации при умеренных температурах и др.
Сталь 20Х13 используют в тех случаях, когда изделия должны обладать достаточно высокой прочностью, а также высокой пластичностью и вязкостью. Сталь 20X13 удовлетворительно сваривается.
Сталь 20Х13 применяют также в качестве жаропрочного материала при температурах до 450-550 °С и в качестве жаростойкого — до 700 °С.
Химический состав стали 20Х13
Сталь 20Х13 входит в стали типа Х13 вместе со сталями 08Х13, 12Х13, 30Х13 и 40Х13. Занимает свой интервал по содержанию углерода — от 0,16 до 0,25 %, количества остальных легирующих элементов и примесей — такие же, как и у других сталей типа Х13 (таблица 1).
Таблица 1 — Химический состав стали 20Х13 по ГОСТ 5632-72Класс стали 20Х13 по ГОСТ 5632-72
По классификации ГОСТ 5632-72 сталь 20Х13 относится к мартенситному классу.
Превращения и микроструктура стали 20Х13
- При нагреве отожженной стали 20Х13 полиморфное альфа-гамма превращение в ней происходит в интервале температур от 820 °С (Ас1) до 950 °С (Ас3). Температура точки Аr1 составляет 780 °С.
- При изотермической выдержке или медленном охлаждении в интервале 800-550 °С аустенит распадается феррито-карбидную смесь. Эта феррито-карбидная смесь состоит из высокохромистого феррита и карбида типа Cr23C6.
- При быстром охлаждении стали 20Х13 в ней происходит мартенситное превращение. Температура начала мартенситного превращения — 220 °С.
- С повышением температуры отпуска происходит значительное снижение прочности с увеличением пластичности, а также снижение коррозионной стойкости.
Сортамент стали 20Х13
Из стали 08Х13 производят следующую продукцию:
- лист толстый по ГОСТ 7350-77;
- лист тонкий по ГОСТ 5582-75;
- лента и подкат по ГОСТ 4986-78;
- сортовой прокат по ГОСТ 5949-75;
- трубы горячедеформированные по ГОСТ 9940-81;
- трубы холоднодеформированные и теплодеформированные по ГОСТ 9941-81;
- проволока по ГОСТ 18143-72.
Механические свойства стали 20Х13
Механические свойства стали 20Х13 в различных видах продукции представлено в таблице 2.
Таблица 2 — Механические свойства стали 20Х13 при 20 °С
Влияние понижения и повышения температуры на механические свойства прутка из стали 20Х13 после нормализации с 1000-1020 °С и отпуска при 730-750 °С показано в таблице 3.
Таблица 3 — Механические свойства стали 20Х13
при низких и повышенных температурах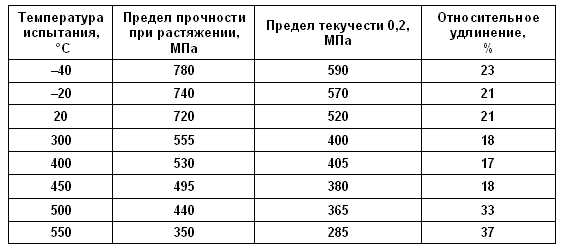 Коррозионная стойкость стали 20Х13
Коррозионная стойкость стали 20Х13
Сталь 20Х13 обладает высокой стойкостью в атмосферных условиях (кроме морской атмосферы), речной и водопроводной воде.
Специальные свойства стали 20Х13
Для деталей, работающих при повышенных температурах длительное время, предельная рабочая температура составляет 450-475 °С, при кратковременной работе — 500-550 °С.
Плотность стали 20Х13 — 7,76 г/см3.
Сварка стали 20Х13
Сталь 20Х13 удовлетворительно сваривают электодуговой и аргонодуговой автоматической и ручной сваркой.
Термическая обработка сварных швов стали 20Х13
После сварки проводят отпуск сварных соединений или изделий. Температура отпуска зависит от уровня требуемых механических свойств. Чаще всего применяют отпуск при 680-760 °С.
Технологические параметры стали 20Х13
Сталь 20Х13 имеет хорошую технологичность при горячей пластической деформации. Температурный интервал горячей пластической деформации составляет от 1100 до 875-950 °С. Нагрев под прокатку и ковку до 780 °С проводят медленно. После горячей деформации применяют медленное охлаждение.
Для стали 20Х13 обычно применяют смягчающий отжиг при 750-800 °С с охлаждением в печи до 500 °С. Окончательная термическая обработка – закалка с 950-1000 °С с охлаждением в масле или на воздухе и отпуск на заданную твердость и коррозионную стойкость.
Источники:
Ульянин Е. А. Коррозионные стали и сплавы, 1991.
Гуляев А. П. Металловедение, 1986.
steel-guide.ru
где и как используется данный материал
Такая сталь, как 20Х13, относится к ферритно-мартенситному классу, она жаропрочная, нержавеющая и хромистая. Она используется для изделий, которые подвергаются влиянию слабоагрессивных сред. Сегодняшний материал будет посвящен характеристикам материала данного вида.Ключевые особенности стали 20Х13
Сталь данного типа свариваемая ограниченно, такие функции, как подогрев сплава или термообработка доступны в зависимости от применяемого метода сварки, а также вида и назначения конструкции.
Сталь 20Х13 применяется как жаропрочный материал при температурах до 550 градусов и как жаростойкий до 700 градусов соответственно.
Главный легирующий элемент стали этого типа — это хром. Именно благодаря ему она устойчива к коррозии во время работы в окислительной среде. Также устойчивость к коррозии объясняется наличием на стали очень плотной защитной пленки. Наивысшая степень устойчивости стали 20Х13 к коррозии достигается за счет термической обработки.
Сферы применения стали 20Х13
За счет своих жаропрочных и других характеристик ферритная хромистая сталь широко используется в следующих сферах:
- машиностроение;
- производство печей и турбинных лопаток, работающих в условиях высоких температур;
- выпуск деталей повышенной пластичности, подверженных ударным нагрузкам, например, клапаны гидравлических прессов;
- выпуск изделий, подверженных воздействию атмосферных осадков, растворам органических солей и другим слабоагрессивным средам;
- производство крепежей;
- производство цельнотканных колец разного назначения;
- выпуск деталей для копрессорных машин, работающих посредством нетрозного газа;
- производство деталей, работающих при невысоких температурах в агрессивных средах;
- выпуск деталей для авиационных целей.
ГОСТы и другие стандарты на сталь 20Х13
На сегодняшний день существуют следующие стандарты на сталь данного вида:
- кованая сталь квадратной и круглой формы;
- проволока на основе жаростойкой и высоколегированной стали;
- нагартованные прутки, обработанные на основе коррозийно-стойкой стали;
- поковки на основе сталей данного типа и их сплавов;
- тонколистовой и устойчивый к коррозии прокат, отличается жаропрочностью и жаростойкостью;
- высоколегированные и устойчивые к коррозии материалы и их сплавы;
- металл сортовой и калиброванный, устойчивый к коррозии, жаропрочный и жаростойкий;
- кованые и горячекатанные полосы;
- материалы круглые со специальной отделкой поверхности;
- прокат стальной сортовой горячекатаный круглой и квадратной формы;
- круглый калиброванный металл;
- кованые на основе инструментального металла горячекатанные полосы;
- калиброванные квадратные металлы;
- шестигранный калиброванный прокат;
- металл кованый круглый и квадратный;
- высоколегированные материалы и их сплавы, отличающиеся устойчивостью к коррозии, жаропрочностью и жароустойчивостью;
- полосовой сортовой горячекатанный прокат на основе стального материала;
- металл сортовой и калиброванный, устойчивый к коррозии, отличается жаростойкостью и жаропрочностью;
- сортовой горячекатанный шестигранный стальной прокат;
- стальные высокоточные фасонные профили;
- заготовки на основе конструкционного материала для применения в машиностроительной отрасли.
Технические характеристики металла 20Х13
Металл данной марки обладает высокой технологичностью в условиях пластической горячей деформации. Рекомендуемые интервалы деформации такие:- порядка 1100 градусов в начале;
- от 875 до 950 градусов в конце.
Нагрев под прокатку или ковку следует проводить постепенно до 780 градусов, а после деформации нужно тоже использовать медленное охлаждение.
Смягчающая термическая обработка материала этого типа — это отжиг при температуре порядка 800 градусов. Охлаждение с печью должно составлять до 500 градусов, а окончательная термическая обработка-закалка должна производиться при температуре около 1000 градусов с условием масляного охлаждения или на улице с отпуском на коррозийную стокойсть и требуемую твердость.
Технологичность материала возможна как при горячей, так и холодной деформации. Сталь имеет мартенситный класс, а ее критические точки такие:
- A c1 = 820 градусов;
- A c3 = 950 градусов.
Микроскопическая структура металла в его закаленном виде включает в себя мартенситы и карбиды, а отожженном — смесь карбида и высокохромистого феррита. Если увеличивать температуру отпуска до 450 градусов, то прочность значительно сокращается, и увеличивается пластичность материала. А вот показатели устойчивости к коррозии тоже сокращаются.
Особенности сварки материала 20Х13
Сталь рассматриваемого вида может хорошо свариваться такими способами как;- ручная сварка;
- электродуговая;
- аргонодуговая автоматическая.
Рекомендации специалистов гласят, что при автоматической сварке данной стали лучше применять проволоки Св-10Х13 или Св-06Х14. А вот при электродуговом типе сварочных работ лучше подойдут флюсы типов АН 18 или АН 17. А если речь идет об электродуговой сварке ручного типа, то можно использовать электроды по типу ЭФ-Х13 вместе с проволоками, аналогичными как при автоматической сварке.
Чтобы в сварных соединениях при сварке деталей, имеющих толщину от 10 мм, а также более тонких с жестким закреплением не появлялись холодные трещины, нужно использовать сопутствующий или предварительный подогрев до температуры 400 градусов включительно. После сварочных работ следует провести отпуск соединений или изделий, чаще всего это делается при температуре порядка 700 градусов.
Свариваемость данной стали бывает трех типов:
- без ограничений, когда сварочные работы выполняются без подогрева и последующих термообработок;
- ограниченно свариваемые металлы, которые можно сваривать в условиях подогрева примерно в 100 градусов и которые должны подвергаться обязательно термообработке;
- трудносвариваемые детали; в таких случаях, чтобы получить качественное соединение, следует сделать подогрев вплоть до 300 градусов и выполнять отжиг в качестве термообработки после сварки.
Вот такие особенности применения имеет такой материал, как сталь 20Х13. Теперь вы будете знать, в каких условиях и как правильно ее применять и обрабатывать.
Оцените статью: Поделитесь с друзьями!stanok.guru