Производство винтов ГОСТ 11738-84 в Екатеринбурге, Челябинске и Тюмени
Производство винтов
При производстве сложных и ответственных конструкций, для соответствия выставленным требованиям, каждый проектировщик знает, что необходимо использовать надежный крепеж. В частности, может появиться потребность в использовании легированных, нержавеющих, жаропрочных или других специальных материалов для обеспечения характеристик которые импортные аналоги не могут гарантировать.

Самые распространенные из этих материалов это такие как 12Х18Н10Т (у импортного аналога в составе отсутствует титан), 14Х17Н2 (импортные аналоги встречаются редко в России), 09Г2С (импортные аналоги редки, и не всегда обеспечивают необходимую устойчивость к морозам)
Все эти особенности важно учитывать при выборе крепежа для ответственных деталей. Именно поэтому часто встаёт выбор поставщика метизной продукции. Выбирая компанию ООО «ЭПО Бипром» вы можете быть уверены в соответствии металлов необходимым требованиям, что гарантируется сертификатами качества крупных российских металлургических заводов, таких как: ОАО «Металлургический завод им. А.К. Серова»(40Х, ст.45,09Г2С) и ОАО «Металлургический завод «Электросталь» (12Х18Н10Т, 14Х17Н2, 20Х13, 30Х13).
Производство винтов — особенности
Для изготовления продукции компания «Бипром» использует только сертифицированный материал. Производство винтов осуществляется на современном оборудовании, приобретенном у ведущих представителей индустрии станков и вспомогательных агрегатов. Заказав партию метизов в «Бипром», вы защитите себя от риска приобретения продукции из не соответствующей требованиям стали, или выполненной не по стандартам.

На производстве задействованы трудятся опытные мастера, а так же используются наработанные за длительный срок работы предприятия технологии которые позволяют изготавливать винты быстро и качественно. Производство винтов поставлено на поток. Парк станков позволяет изготавливать продукцию как небольших, так и крупных партий. Поэтому даже внушительные партии метизов будут изготовлены максимально оперативно.
Винты по ГОСТу №11738-84
Среди изобилия крепежных элементов наиболее ходовым товаром является винт ГОСТ 11738-84. Эта категория метизов представляет собой изделие, оснащенное цилиндрической головкой и внутренним шестигранником. На нашем предприятии есть возможность изготовления их из прочных легированных сталей, или из нержавеющего металлопроката. А собственное производство позволяет изготавливать винты с удлиненной или полной резьбой при необходимости.

Винт ГОСТ 1173884 широко применяется во многих сферах промышленности. Возможность обеспечить высокий класс прочности, а так же получивший в последнее время распространение способ закручивания посредством шестигранного ключа обеспечивающим возможность очень плотной затяжки по сравнению со шлицем. Поэтому он активно используется в приборо- и машиностроении.
Если вы ищите качественные, высокопрочные винты российского качества и другую метизную продукцию в городе Екатеринбург, обращайтесь в компанию «Бипром».
Звоните, отправляйте запросы по электронной почте и получайте сертифицированные изделия по приемлемой цене.
Звоните нам по телефонам:
- +7 (343) 383-61-03
- +7 (343) 383-61-04
- +7 (343) 383-61-05
biprom.ru
Изготовление ходовых винтов
Рязанская Станкостроительная Производственная Компания предлагает изготовление ходовых винтов различных типов. Ходовой винт представляет собой приводной механизм, состоящий из винта и гайки, который часто требуется в промышленности.
Ходовые винты делят:
- по типу передачи: скольжение и качение (с шариковой и роликовой передачей)
- по тому, какому типу гайки они соответствуют
- по форме резьбы
- по способу изготовления (нарезанная либо накатанная резьба).
В нашем ассортименте есть ходовые винты с трапецеидальной резьбой, круглой, прямоугольной и так далее. Точность ходовых винтов должна быть очень высокой, это обязательное требование. Длина винта составляет до 2500мм, диаметр — до 80мм. Изготовление ходовых трапецеидальных винтов на токарных станках высокой точности мод. 1622. Сроки и цены зависят от размера партии и сложности изделия, которое вам требуется.
Вы решили купить ходовые винты? У нас заказывают:
- винты типовых размеров,
- винты со специальной резьбой,
- винты по чертежам заказчика,
- винты с шариковой винтовой передачей,
- гайки из различных материалов,
- гайки различной формы (фланцевые, шестигранные, цилиндрические и т.д.)
Трапецеидальные винты ходовые используются в узлах с прямолинейной подачей от двигателя вращения. Направление резьбы ходового винта не важно, но стандартной считается правая. Ход резьбы определяется стандартным размером для конкретного диаметра резьбы. Эти параметры определяются профилем и назначением ходового винта. Передача винт-гайка преобразует вращение винта в поступательное движение.
Кроме того, мы делаем нестандартные изделия по вашим чертежам. Если вам требуется левая резьба с определенным ходом, с ходом меньше или больше стандартных размеров, определенного вида ходовые винты для токарного станка обращайтесь к нам с вашими чертежами. Цена ходовых винтов зависит от сложности задачи.
Не забудьте, что нам потребуется:
- указание материала или заготовки,
- ключевые детали изделия,
- размеры.
Фото производства винтов
Оставить заявку
rosstanko.com
Изготовление винтов
Винт admin 2017-05-20T18:39:00+00:00Каждый из нас хоть раз в жизни сталкивался с таким металлическим изделием как винт. Винт — это крепежное металлическое изделие с полной и неполной метрической резьбой. Главным отличием винта от болта является то, что болт создает резьбовое соединение с гайкой, а винт непосредственно вкручивается в само изделие. В современном мире винты уже используют не только в производствах, но и в обычной жизни.
Винты подразделяются на несколько видов:
• Крепежные винты.
• Установочные винты.
В чем же между ними разница?
Итак, крепежный винт — это своеобразный стержень, который имеет наружную резьбу на одном конце и головку на противоположном. Головка винта, в свою очередь, может быть нескольких видов и форм: цилиндрической формой; с накатанной головкой; плоской формы; выпуклой формы; потайной и полупотайной формы и т.д.
Установочные винты используются при потребности фиксации определенного расположения деталей друг с другом. Именно для таких целей установочные винты имеют на своих концах специальные выступы или углубления. Благодаря этому получается создать максимальную фиксацию изделий. Какие же бывают установочные винты? Существуют установочные винты, которые имеют конический конец, плоский конец, цилиндрический конец и т.д.
В зависимости от ваших потребностей и желаний мы можем изготовить винты из разных материалов. При производстве винтов наши специалисты используют нержавеющую сталь, жаропрочную, жаростойкую и теплоустойчивую сталь, сталь с гальванической оцинковкой, цветные металлы и различные сплавы, углеродистые, нелегированные и легированные стали. Все виды товаров изготовлены под строжайшим контролем и в соответствии с ГОСТ-ами РФ.
Широкий спектр применения данного крепежного изделия часто требует индивидуального подхода к его производству. Не каждый промышленный завод, который занимается выпуском крепежных деталей серийно, способен удовлетворить желание клиента. Наша компания готова предложить Вам изготовление винтов любых типов и размеров. Мы создадим индивидуальный винт из нужной вам марки стали и сплавов по вашему чертежу. Позвоните нам по указанным телефонам и узнайте больше информации, связанной с изготовлением винтов. Наши опытные консультанты с удовольствием ответят на все интересующие вас вопросы.
pkp-kolibri.ru
Изготовление нестандартных винтов на заказ по чертежам в Челябинске
Еще одно наше направление которым мы занимается это изготовление винтов на заказ. Мы изготавливаем данные детали по вашим чертежам и индивидуальным запросам, то есть мы можем изготовить стандартные изделия с резьбой и шестигранной или круглой головкой, так и по индивидуальным требованиям применяющиеся в различных областях, таких как приборостроение, автомобилестроение и т. д.
Детали которые мы изготавливаем на своем оборудовании
Фотографии наших изделий, это те изделия которые мы изготавливали в процессе работы, некоторые из них мы производим и сейчас. Для того чтобы просмотреть фото в полный размер, наведите курсор мыши на фото и нажмите.
Почему выгодно заказывать у нас?
- Мы в точности выполняем все ваши требования и изготавливаем изделия строго по чертежам;
- Мы имеем большой опыт в металлообработке более 15 лет;
- Мы подберем и сами закупим материал для изготовления;
- Доставим детали в любую точку России транспортной компанией;
- У нас свой отдел контроля качества, мы проверяем детали по размерам на всех этапах изготовления, что позволяет избежать брака.

плоскую или крестовую отвертку, головка служит для передачи крутящего момента. Самым распространенной разновидностью является крепежный винт, также есть винты с секретной головкой, отличаются они
тем что на головке у них есть отверстие под нестандартный ключ, например пятигранный или шестигранный, применяется для ограничения откручивания винта посторонними. Основными частями винта являются, стержень часть винта вкручивающаяся в отверстие, на стрежне обязательно должна быть резьба. Второй элемент это головка, служит для закручивания винта, отверткой, гаечгым ключом или специальным инструментом. И третья часть, является не обязательной это подголовник, предназначен для центрирования винта и предотвращения проворачивания.
Информация об изготовлении винтов на нашем предприятии
Мы изготавливаем винты как из черных так и из цветных металлов на токарных станках автоматах, весь процесс от закупки металла до выпуска готовой продукции мы отслеживаем самостоятельно, также в любое время вы можете нам позвонить и узнать в каком состоянии находится ваш заказ.
Также мы отслеживаем качество продукции в процессе производства, наш отдел технического контроля в течении рабочей смены осуществляет контроль за качеством продукции, проверяют размеры у станков, это позволяет отследить возможный брак и исправить уже в процессе изготовления. На выходе вы получаете продукцию проверенную по все параметрам и соответствующую вашим чертежам. Также мы занимаемся изготовлением болтов, гаек, клапанов, штуцеров и т.д.








Как заказать изготовление у нас
Чтобы заказать услуги по металлообработке, вам нужно отправить нам письмо на электронный ящик с темой заявка на изготовление, в письме опишите ваши потребности (количество деталей, пожелания к заказу), также укажите ваш контактный номер телефона в этом случае мы быстрее с вами свяжемся.
Конечно же есть некоторые правила и не мы не можем изготавливать любой заказ, к примеру мы не сможем взяться за изготовление если:
- Количество деталей требуемых для изготовления менее 1000 штук;
- Если на нашем оборудовании не возможно изготовить предлагаемую заказчиком деталь;
- Мы не сможем взяться за ваш заказ когда у нашего оборудования 100% загрузка, просто мы в таком случае на сможем изготовить детали в срок.
Минимальная партия в 1000 штук связана с тем, что процесс наладки токарного станка автомата достаточно трудоемкий и если партия менее 1000 штук, то нам просто невыгодно изготавливать такой заказ, так как на наладку уходит от 1 дня до 3 , в зависимости от сложности изделия.
В любом случае, пишите нам на электронную почту и мы постараемся вам предложить наиболее выгодные условия для сотрудничества.
pk-alef.ru
ИЗГОТОВЛЕНИЕ ХОДОВЫХ ВИНТОВ — Мегаобучалка
Ходовые винты станков служат для преобразования вращательного движения в поступательное прямолинейное перемещение с помощью сопряженной с ним гайки различных деталей и узлов станка (суппортов, фартуков, кареток) с заданной точностью. Равномерность перемещения различных деталей и узлов, оказывает значительное влияние на точность обрабатываемых деталей.
Показателями качества ходовых винтов являются диаметральные размеры винта, точность шага резьбы, точность профиля резьбы, соосность резьбы винта и его опорных шеек, точность опорных шеек, отклонение от перпендикулярности опорных буртиков и оси вращения ходового винта, износостойкость, толщина нитки резьбы. Ходовые винты в зависимости от степени точности перемещения, которую они обеспечивают, делят на пять классов: 0; 1; 2; 3 и 4. В металлорежущих станках применяют ходовые винты класса 0 … 3.
Материалы и способы получения заготовок ходовых винтов. В качестве заготовок для ходовых винтов применяют обычно пруток, отрезанный от сортового материала. К материалу ходовых винтов предъявляют требования высокой износоустойчивости, хорошей обрабатываемости и состояния стабильного равновесия внутренних напряжений после обработки во избежание деформаций при эксплуатации.
Ходовые винты для станков нормальной точности (2 — 3-й класс), не подвергаемые термообработке, обычно изготовляют из среднеуглеродистой стали А40Г с повышенным содержанием серы и стали 45 с добавлением свинца, что улучшает обрабатываемость и уменьшает шероховатость поверхности. Ходовые винты прецизионных станков классов 0 и 1 изготовляют из сталей марок У10А, У12А, ХВГ, 18ХГТ и 40ХФА.
Профиль резьбы ходовых винтов может быть трапецеидальным, прямоугольным и треугольным. Наибольшее применение находят ходовые винты с трапецеидальной резьбой, которая выше по прочности прямоугольной и позволяет с помощью разрезной гайки регулировать осевые зазоры, возникающие вследствие износа. Нарезание и шлифование трапецеидальной резьбы проще, чем нарезание и шлифование прямоугольной (фрезерование резьб с прямоугольным профилем невозможно). Однако точностные характеристики прямоугольных резьб выше трапецеидальных.
Обработка ходовых винтов. Основными базами ходового винта, которыми он базируется в станке, являются его опорные шейки и опорные буртики. Исполнительной поверхностью ходового винта является поверхность винтовой резьбы. Между исполнительными поверхностями и основными базирующими поверхностями ходового винта должна быть обеспечена наибольшая точность. Так как технологическими базами при изготовлении ходовых винтов являются центровые отверстия, то во избежание деформаций обработку всех поверхностей ходового винта производят с применением подвижных люнетов, что определяет особенности процесса обработки ходовых винтов.
Наружную поверхность ходового винта обрабатывают до 5-го квалитета (поле допуска h5) для винтов 0; 1 и 2-го классов; до 6-го квалитета (поле допуска h6) для ходовых винтов 3-го класса. Винты 4-го класса обрабатывают до 6-го квалитета (h6), а также с полем допуска по наружному диаметру П. Для получения заготовки ходового винта прокат подвергают правке и после разрезки сверлят центровые отверстия сначала с одного торца, а затем после поворота на 180° с другого.
Центровку производят на токарных станках, где одновременно подрезают торцы. Для создания благоприятных условий использования подвижных люнетов после токарной обработки наружных поверхностей заготовку шлифуют на бесцентрошлифовальных или на круглошлифовальных станках в центрах. Шлифование в центрах применяют для винтов классов 0; 1 и 2.
Перед нарезанием резьбы, после токарной обработки базовых шеек, заготовку подвергают правке (винты 3-го класса и грубее) с последующим шлифованием наружной поверхности. Технологическими базами при этом являются поверхности центровых отверстий. Резьбу на ходовых винтах получают на токарно-винторезных станках. Нарезание происходит за несколько рабочих ходов. Более производительно выполнять предварительное фрезерование дисковыми фрезами и окончательно обработать детали на токарных станках. После обтачивания и предварительного нарезания резьбы ходовые винты 0 … 3-го классов подвергают старению для снятия остаточных напряжений.
Отделочную обработку резьбы производят на прецизионных токарно-винторезных станках 1622Б быстрорежущими резцами с остро заточенными гранями. Чтобы точнее установить плоскость профиля резца по профилю резьбы, державки резцов в поперечном сечении делают круглыми.
Так как технологическими базами при изготовлении ходовых винтов являются центровые отверстия, то во избежание деформаций обработку всех поверхностей ходового винта производят с применением подвижных люнетов, что определяет особенности процесса обработки ходовых винтов.
Наружную поверхность ходового винта обрабатывают до 5-го квалитета (поле допуска h5) для винтов 0; 1 и 2-го классов; до 6-го квалитета (поле допуска h6) для ходовых винтов 3-го класса. Винты 4-го класса обрабатывают до 6-го квалитета (h6), а также с полем допуска по наружному диаметру П. Для получения заготовки ходового винта прокат подвергают правке и после разрезки сверлят центровые отверстия сначала с одного торца, а затем после поворота на 180° с другого.
Центровку производят на токарных станках, где одновременно подрезают торцы. Для создания благоприятных условий использования подвижных люнетов после токарной обработки наружных поверхностей заготовку шлифуют на бесцентрошлифовальных или на круглошлифовальных станках в центрах. Шлифование в центрах применяют для винтов классов 0; 1 и 2.
Перед нарезанием резьбы, после токарной обработки базовых шеек, заготовку подвергают правке (винты 3-го класса и грубее) с последующим шлифованием наружной поверхности. Технологическими базами при этом являются поверхности центровых отверстий. Резьбу на ходовых винтах получают на токарно-винторезных станках. Нарезание происходит за несколько рабочих ходов. Более производительно выполнять предварительное фрезерование дисковыми фрезами и окончательно обработать д винты 0 … 3-го классов подвергают старению для снятия остаточных напряжений.
Отделочную обработку резьбы производят на прецизионных токарно-винторезных станках быстрорежущими резцами с остро заточенными гранями. Чтобы точнее установить плоскость профиля резца по профилю резьбы, державки резцов в поперечном сечении делают круглыми.
Наряду с винтовыми парами скольжения применяют винтовые пары качения, состоящие из ходового винта и гайки, сопряжение между которыми создают с помощью шариков. Профиль винтовых канавок винта и гаек может быть полукруглый (с шариками создается двухточечный контакт). Изготовление винтовых пар качения сходно с изготовлением прецизионных винтов скольжения. При изготовлении винты из стали ХВГ и З0ХЗВА подвергают неоднократной термической обработке для придания винту необходимой твердости (не менее HRC 60), износостойкости и длительного сохранения прочности. Для получения полукруглого и арочного профиля на окончательных операциях обработки резьбы (резьбошлифование) шлифовальные круги правят с помощью специальных приспособлений.
Нарезание резьбы предусматривает четыре операции: черновую и чистовую обработку резцом, шлифование кругом до азотирования и после точение на токарных станках. Типовой процесс изготовления ходового винта из калиброванного проката, показанного на рис. 2, дан в табл. 1.
Контроль ходовых винтов. Точность наружного диаметра резьбы и шеек, выполненных по 5 … 7-му квалитетам точности, проверяют рычажными скобами с ценой деления 0,002 мм или калибрами-скобами. Точность шага измеряют на специальных измерительных устройствах точность угла профиля — угломерами, точность среднего и внутреннего диаметров — микрометрами, радиальное биение цилиндрических поверхностей — индикаторами часового типа в центровом приспособлении.
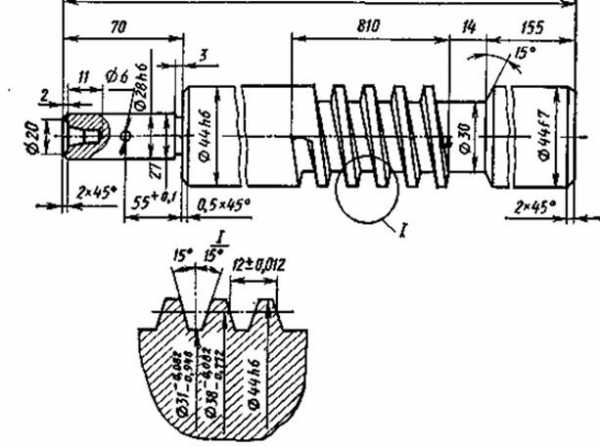
Рис. 2. Ходовой винт 3-го класса точности
Таблица 1. — Типовой процесс изготовления ходового винта 3-го класса
| Содержание операции | Технологическая база | Станок |
| Токарно-винторезная Подрезать торцы, зенкеровать н проточить выточки на торце | Наружная поверхность заготовки | Токарно- винторезный |
| Токарно-винторезная Проточить выточки 30Х14 мм для захода резьбы, обточить шейку диаметром 28П6 с припуском на шлифование и прорезкой канавки | Поверхности центровых отверстий | То же |
| Круглошлифовальная Шлифовать наружные поверхности до диаметра 44,5 мм Резьбофрезерная Фрезеровать резьбу с припуском на чистовое точение | То же » | Круглошлифовальный Резьбофрезерный |
| Термическая Подвергнуть искусственному старению | — | — |
| Правильная Править ходовой винт с получением радиального биения не более 0,1 мм | Поверхности центровых отверстий | Правильный |
| Вертикальио-сверлильиая Сверлить отверстие диаметром 6 мм | Наружная поверхность диаметром 28 мм | Вертикально-сверлильный |
| Круглошлифовальная Шлифовать наружные поверхности в размер | Поверхность центровых отверстий | Круглошлифовальный |
| Контрольная Проверить радиальное биение шеек и наружного диаметра резьбы ходового винта | То же | — |
| Токарно-винторезная Точить окончательно профиль резьбы и фаски | » | Прецизионный токарно- винторезный |
ИЗГОТОВЛЕНИЕ ВТУЛОК, ФЛАНЦЕВ,
ШКИВОВ И МАХОВИКОВ
megaobuchalka.ru
Производство метизов — саморезов, винтов, гвоздей, шурупов
На сегодняшний день малому предприятию, не имеющему достаточное количество стартового капитала, для изготовления метизов — саморезов, шурупов, болтов, гаек, гвоздей и т.п. желательно организовать начальное производство «специального крепежа». Это приоритетное направление бизнеса связано с изготовлением изделий под заказ конкретных организаций, с учетом их уникальных и специфических требований, отличающимся от ГОСТов. Несмотря на менее значительные объемы производства, в отличие от выпуска стандартной продукции, наценка на себестоимость оригинального крепежа вполне может превысить стопроцентную отметку.
Оборудование и технологический процесс производства метизов — шурупов, винтов и саморезов
Первым в производственной цепочке находится холодновысадочный станок, который поставляется с размоточным устройством для проволоки и комплектом инструмента для одного типа размера изделия. Этот механизм отрезает заготовку по длине, формирует головку и шлиц. Производительность машины находится в диапазоне 150-200 изделий в минуту.

После холодновысадочного заготовки передаются на резьбонакатной станок. Кроме своего прямого назначения – накатки резьбы, этот механизм формирует заостренный наконечник шурупа. Принцип действия станка основан на транспортировке заготовок изделий в вибробункер, а затем в зону накатки резьбового соединения, которое формируется при помощи плоских плашек.
Технологический процесс изготовления саморезов должен быть выстроен с учетом особенностей этого вида крепежа. Способность изделия нарезать резьбу достигается за счет термической обработки (закалки) его поверхности. Кроме того, наконечник самореза должен иметь форму сверла, обеспечивающую его беспрепятственное вворачивание в скрепляемую поверхность.
Эта важная часть изделия формируется одновременно с его стержнем и головкой. При этом необходимо выполнить качественное изделие, который просверлит отверстие определенного диаметра без отклонения от заданных размеров.
После формирования резьбы проводится закалка поверхности уже готового самореза. Этот ответственный технологический процесс требует высоких характеристик стали, из которой выполнена деталь крепежа, а также стабильных приемов ее закалки.
Твердость изделия после закалки должна соответствовать или быть выше минимального значения в 55 ед. по HRC (по Роквэллу). На заключительном этапе производства саморезы защищаются от коррозии. Одними из самых распространенных способов обработки являются: оксидирование, фосфатирование или гальваническое цинкование.
Стоит учесть, что даже наличие первоклассного современного оборудования и передовых технологий, далеко не всегда позволяет производить высококачественные саморезы. И причина в этом случае банальна — отсутствие сырья с должными и стабильными характеристиками.
Производство метизов — гвоздей
Автоматический станок серии THA предназначен для изготовления гвоздей из стальной, медной, латунной проволоки, а также материалов из алюминиевых сплавов круглого или квадратного сечения. Высокая универсальность механизма позволяет производить стандартные строительные и точные гвозди для пневматических пистолетов, заклепки из алюминиевых сплавов и другие изделия.
Автоматы представляют собой высокопроизводительные быстроскоростные прессы. Приводом станков служит автономным электродвигатель. Основные механизмы крепятся к раме из высококачественной литой стали. Установка на подшипниках качения обеспечивает длительный срок службы агрегатов и надежную работу всех распределительных систем машины. Безопасную эксплуатацию автоматов обеспечивает система защитных кожухов с мгновенной аварийной остановкой.
Производство гвоздей происходит в пространстве пуансона, коробке колодок и строгальных ножей. Колодки сжимают и придерживают проволоку, пуансон штампует головку, подающий механизм передвигает полуфабрикат. После этого строгальные ножи отрезают уже готовый гвоздь, длина которого плавно регулируется.
В стандартном исполнении станки снабжены электронной системой смазки и защитой от повреждений. В качестве специальной принадлежности поставляется заточная машина БНЭ-35, которая обеспечивает исправную работу строгальных ножей. Противошумные крышки и магнитные транспортеры являются опционными функциями комплектации машины.
Выбирая оборудование для производства метизов, лучше остановится на тайваньских производителях. Преимущество таких машин объясняется их достойным качеством, а самое главное — они не требуют высокой квалификации обслуживающего персонала. При этом для организации стабильного производства достаточно пяти человек, работающих в одну смену.
promplace.ru
Производство болтов
Оглавление статьи
Производство болтов и других крепежных приспособлений — специализация компании «Газнефтедеталь». Вся наша продукция соответствует не только российским, но и мировым стандартам.

Болт — это элемент крепежа, который относится к резьбовым крепежным изделиям. По сути, это просто металлический стержень, на одном конце которого винтовая резьба, а на другом шлиц под гаечный ключ определенного размера.
Какие существуют степени прочности болтов
По механическим параметрам изделия из легированной и нелегированной стали можно поделить на 11 классов прочности (от 3.6 до 12.9). Механические параметры высокопрочных изделий характеризуются качеством металла, из которого они были изготовлены, а кроме этого длительностью специальной термической закалки.
Высокопрочные зачастую используются в машиностроении, строительстве, прокладке железнодорожных путей, возведении мостов, в соединениях частей высотных кранов и в прочих отраслях, связанных со строительством. В Российской Федерации высокопрочными считаются все болты с классом прочности от 8.8.
На данный момент высокопрочные изделия изготавливают с помощью холодной или горячей высадки, затем на них накатывают резьбу с помощью автоматических станков, а потом изделие закаляется в печи и покрывается специальным составом, который оберегает болт от коррозии и воздействия окружающей среды.
По своему назначению изделия бывают следующих типов:
Болты, использующиеся в машиностроении. Их задействуют в качестве крепежных соединений при сборке автомобилей, станков, спецтехники, кранов. Требуемый класс прочности — 8.8 +.
Производство фундаментных болтов
Фундаментные. Используются в строительстве – начиная от возведения частных домов и заканчивая крупными заводскими комплексами. Класс прочности может быть любым, поскольку зависит от того, как будет использоваться. Производство фундаментных болтов можно заказать на заводе газнефтьдеталь по ссылке: http://www.gazneftdetal.ru
Дорожные. Изделия используются в прокладке специализированных конструкций, заградительных сооружений. Подойдет абсолютно любой болт.
Мебельные. Изделия используются в сборке мебели. Класс прочности до 5.8.
Лемешные. Изделия используются в частном строительстве и быту. Класс прочности – 3.6 – 4.8.
Какой формы бывают
Существует несколько видов формы изделий:
- шестигранная головка;
- полукруглая головка;
- потайная головка;
- откидные болты;
- изделия с фланцем;
- анкерные болты.
Продукция компании «Газнефтьдеталь»
Завод занимаемся выпуском современных крепежных приспособлений, которые соответствуют мировым стандартам. По большей части мы выпускаем изделия, которые пользуются стабильным спросом на отечественном рынке.
Изготовление болтов на заказ – это одна из наших услуг, мы всегда готовы взяться за крупную партию. Также работаем по эскизам и чертежам заказчика. Вся продукция компании сертифицирована, а все этапы изготовления болтов тщательно контролируются, партия продукции всегда проверяется на брак.
Завод Газнефтьдеталь выпускает болты с шестигранной головкой всех размеров, классов точности и прочности. Изготавливает изделия из легированной и нелегированной стали строго по ГОСТу. Кроме этого изготавливает фундаментные и высокопрочные болты любого размера и класса прочности.
Еще посмотрите здесь:
socratstroy.ru