Технология производства гипса
 Гипс широко используется в строительстве при производстве различных изделий и строительных растворов.Гипс вещество белого цвета или белого с серым оттенком, который очень быстро твердеет, но имеет очень низкую водостойкость. Технология производства гипса сводится к обжигу природного гипса в производственных печах а полученный в результате обжига гипсовый камень измельчают.
Гипс широко используется в строительстве при производстве различных изделий и строительных растворов.Гипс вещество белого цвета или белого с серым оттенком, который очень быстро твердеет, но имеет очень низкую водостойкость. Технология производства гипса сводится к обжигу природного гипса в производственных печах а полученный в результате обжига гипсовый камень измельчают.
Состав статьи:
♣ Технология производства гипса во вращающихся печах.
♣ Производство гипса способом совмещенного помола и обжига гипса.
♣ Производство гипса в варочных котлах.
Гипс является быстродействующее и быстросхватывающееся воздушное вяжущее.Гипсовые вяжущие вещества делятся на :
♦ Высокопрочный гипс,
♦ Строительный гипс,
♦ Ангидритовое вяжущее.
Гипсовые вяжущие вещества изготавливаются из гипсового камня CaSO4*2h3O,ангидрита CaSO4 и некоторых отходов химической промышленности которые содержат безводный или двуводный сульфат кальция.в природном гипсе отсутствуют обычно примеси глины,известняка,песка и других веществ. Гипс получают путем обжига при высокой температуре двуводного природного гипса,в следствии протекания реакции CaSO4*h3O =CaSO4*0.5h3O+1.5h3O.
Читать далее на http://stroivagon.ru гипсовые вяжущие вещества
Строительный гипс.
♦ В природном гипсе обычно присутствуют примеси следующих пород: песка, известняка, глины которые снижают прочность и качество строительного гипса. Поэтому для получения качественного гипса, которого можно использовать в строительстве, в медицине и других областях его приходится обрабатывать термически. На сегодняшний день гипс обрабатывают несколькими способами, которые отличаются методом обжига в печах.
Обжигают гипс :
1. В шахтных печах, кольцевых, камерных и вращающихся печах. После обжига полученный гипсовый камень измельчают.
2. В варочных котлах с предварительным помолом гипсового камня.
3. Одновременно с помолом в одном аппарате.
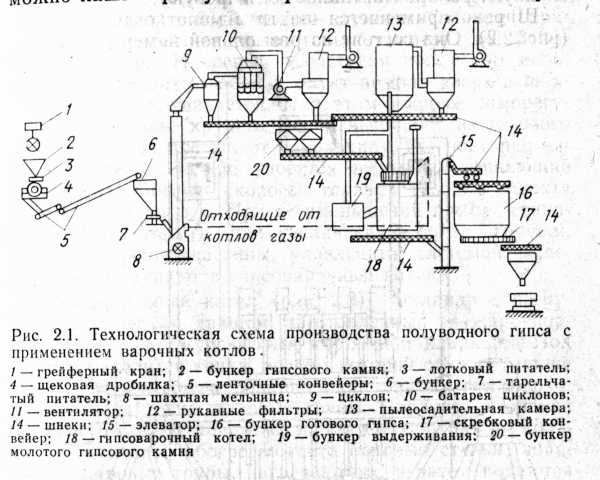
Рисунок -1. Технологическая схема производства строительного гипса во вращающихся печах
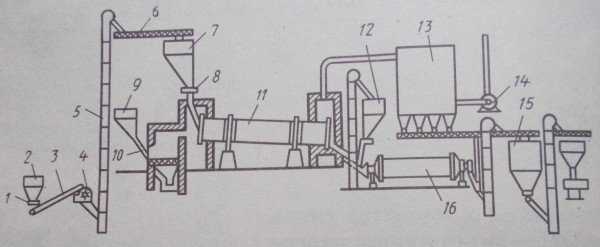 1- лотковый питатель, 2-бункер гипсового камня, 3-ленточный транспортер , 4- молотковая дробилка, 5- элеватор.
1- лотковый питатель, 2-бункер гипсового камня, 3-ленточный транспортер , 4- молотковая дробилка, 5- элеватор.
6- шнеки, 7- бункер гипсового щебня, 8-тарельчатые питатели, 9-бункер угля, 10-топка, 11-вращающаяся печь типа сушильного барабана.
12-бункер обожженного щебня, 13- пылеосадительная камера, 14-вентилятор,15-бункер готового гипса, 16-шаровая мельница.
В зависимости от величины кусков исходного сырья ( гипсового камня) а также от величины требуемых размеров кусков направляемых в печь с целью обжига проводят дробление сырья по одноступенчатой схеме или по двухступенчатой схеме в дробилках-4. Для этого сырье загружают в бункер гипсового камня-2, затем с помощью лоткового питателя-1 непрерывно сырье поступает на ленточный транспортер-3, который направляет ее в дробилку-4.
Дробилки могут быть молотковые или щековые и они дробят исходный гипсовый камень на щебень с размерами частиц от 0 …20-35 мм.
Полученный таким образом гипсовый щебень ( если в этом есть необходимость) подвергают грохочению с целью получения фракций 0…10; 10…20; 20…35 мм. После грохочения фракции гипсового щебня направляются далее в бункер гипсового щебня-7 расположенный над печью обжига-11.Щебень различных фракций обжигают раздельно потому что для каждой фракции требуется отдельный, соответствующий режим обжига.
Читать далее на http://stroivagon.ru гипсовые и гипсобетонные изделия
Из бункера -7 гипсовый щебень с помощью тарельчатого питателя направляется непрерывно во вращающуюся печь. В зависимости от конструкции вращающейся печи, обжиг гипсового щебня может осуществляться двумя методами:
1. При непосредственном соприкосновении с горячими газами, которые образуются при сжигании топлива .
Вращающиеся печи для обжига гипсового камня типа сушильного барабана могут работать на жидком, газообразном или твердом топливе. В зависимости от используемого вида топлива разрабатываются и технологии обжига. Например, при входе в печь температура газов при прямотоке -950…1000 °С, при противотоке- – 750…800°С. При выходе из печи температура газов при прямотоке-– 170…220°С, при противотоке – 100…110°С.
Обоженный гипсовый щебень поступает далее из сушильного барабана (из печи) в бункер обожженного щебня -12 с помощью элеватора или же в зависимости от конструкции расходные бункеры могут располагаться прямо под сушильным барабаном. Равномерное питание шаровой мельницы обеспечивается питателем лоткового типа-8 который расположен под бункер обожженного щебня-12.
В шаровую мельницу обожженный щебень поступает с температурой в 80…100°С. В шаровой мельнице -16 производится помол обожженного гипсового щебня и выравнивание вещественного состава гипса за счет перехода пережога и недожога в полугидрат. Далее из шаровой мельницы готовый продукт направляется в бункер готового гипса -15 с помощью элеватора.
Из бункера готового гипса продукт направляется в бункеры хранения или на расфасовку. В процессе производства гипсового камня используют пылеосадительные камеры -13, обеспечивающие высокую очистку воздуха от пыли.
Технология производства строительного гипса
♦ Считается что наиболее совершенен способ получения строительного гипса, который основан на методе совмещенного помола и обжига гипсового камня позволяющий механизировать производственный процесс.
Рисунок-2. Схема совмещенного помола и обжига гипса
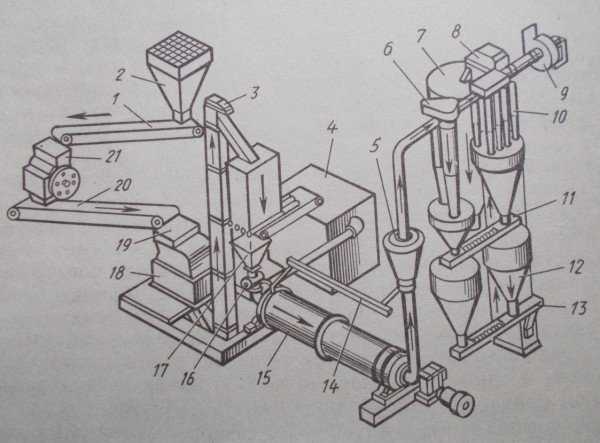 При совмещенном помоле и обжиге гипса, гипсовое сырье подвергается дроблению в одну или две стадии. На рисунке -2 показана схема совмещенного помола и обжига гипса где гипсовый камень проходит две стадии дробления. В начале гипсовое сырье загружается в бункер -2 откуда питатель непрерывно подает гипсовый камень в щековую дробилку-21, где материал измельчается первый раз до фракции 20-60 мм.
При совмещенном помоле и обжиге гипса, гипсовое сырье подвергается дроблению в одну или две стадии. На рисунке -2 показана схема совмещенного помола и обжига гипса где гипсовый камень проходит две стадии дробления. В начале гипсовое сырье загружается в бункер -2 откуда питатель непрерывно подает гипсовый камень в щековую дробилку-21, где материал измельчается первый раз до фракции 20-60 мм.
Далее, измельченное сырье пройдя щековую дробилку-21 подается питателем-20 в приемное устройство -19 молотковой дробилки-18.
В молотковой дробилке гипсовый щебень подвергается измельчению во второй раз, до получения нужной фракции например,10-20 мм. Далее, с помощью элеватора -3 измельченный гипсовый щебень поступает в расходный бункер -17, откуда с помощью питателя
В трубной мельнице происходит тонкий помол и сушка гипсового камня за счет газов, которые через подтопок-4 по принципу прямотока или противотока подаются с температурой 600-700 С. В процессе вращения трубной мельницы-15, сырьевой материал движется по всей ее длине, сушится и измельчается. В процессе обжига гипсового камня происходит его дегидратация с образованием бета полугидрата.
Далее, измельченный продукт обжига подается в проходной сепаратор-5, где выделяются наиболее крупные необожжённые частицы гипса и возвращаются затем обратно в мельницу на повторную обработку через аэрожелоб-14. Отсепарированный до остатка не более 2-5 % на сите № 02 измельченный гипсовый порошок выносится пылевоздушным потоком в пылеосадительную систему-6 и 10.
Газопылевая смесь после выхода из трубной мельницы через сепаратор проходит в систему пылеосадительных устройств -6 и 10, где происходит окончательная дегидратация измельченной смеси. Движение газов в системе принудительное и осуществляется за счет работы центробежных вентиляторов -9. Проходя через систему пылеосадительных устройств ( циклонов, электрофильтры,рукавные фильтры) измельченный продукт подается с помощью винтового конвейера -11 в приемный бункер -12. Далее конвейером-13 измельченный продукт попадает в элеватор-8, который направляет его в приемный бункер готовой продукции-7.
Технология производства гипса в варочных котлах
с предварительным помолом гипсового камня.
Котел предназначен для дегидратации двуводного молотого гипса в полуводный гипс и представляет собой вертикальный стальной цилиндр со сверическим днищем-2 ( смотри рисунок -3). Котел собирается из чугунных элементов а стыки между ними уплотняются асбестовой массой. Обогрев котла происходит через дно и его боковую поверхность.
Рисунок-3. Гипсоварочный котел
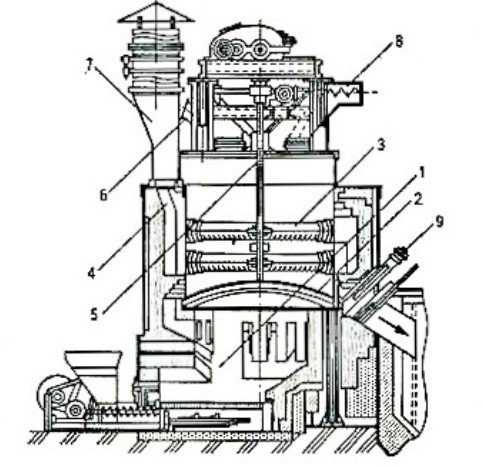 Для того чтобы увеличить поверхность нагрева, внутри котла подвешана металлическая рубашка, которая одновременно является и кожухом для шнека.
Для того чтобы увеличить поверхность нагрева, внутри котла подвешана металлическая рубашка, которая одновременно является и кожухом для шнека.
В горизонтальном направлении через него проходят четыре жаровые трубы-3, расположенные в два ряда ( друг над другом).Корпус котла -4, опирается на три литые чугунные опоры имеющие под собой бетонный фундамент.
Расположенный внутри котла шиберный затвор -9, позволяет перекрывать окно в корпусе. Окно служит для выгрузки готового гипса по течке.Затвор оснащен электроприводом который открывает и закрывает его по мере надобности.Верх котла используется для создания парового пространства. Верх котла это цилиндр состоящий из двух половин и закрытый крышкой.
На крышке цилиндра имеются два патрубка для подсоединения к ним загрузочных шнеков-8, а также патрубок для соединения пароотводящей трубы, два уровнемера, два смотровых люка для ухода и осмотра внутреннего пространства котла и установленные на входных патрубках два датчика загрузки используемые для контроля подачи гипса в котел.
На нижнем конце вертикального вала установлены четыре лопасти служащие для перемещения гипсовой массы в процессе варки. Вращение лопастей вертикального вала осуществляется с помощью электродвигателя через редуктор. Технологический процесс работы котла происходит в непрерывном автоматизированном режиме.
Свежий гипсовый порошок непрерывно поступает в котел в течение всего процесса обработки.За счет этого, постоянно поддерживается высокая степень насыщения материала воздухом и водянными парами, которые приводят к улучшению свойств и модификационного состава конечного гипсового продукта.
Технологический процесс производства гипса на базе гипсоварочного котла можно описать следующи
Технология производства строительного гипса
Введение
Основные понятия о минеральных вяжущих веществах, их значения для народного хозяйства. Существует значительное количество разнообразных вяжущих. Однако в строительстве применяется лишь часть их них. Их называют строительными вяжущими веществами.
Строительными минеральными вяжущими веществами называют порошковидные материалы, которые после смешивания с водой образуют массу, постепенно затвердевавшую и переходящую в камневидное состояние. Строительные материалы делят на две группы: неорганические (минеральные), главнейшие из которых — портландцемент и его разновидности, известь гипс и другие, и органические, из которых больше всего используют продукты перегонки нефти и каменного угля (битумы, дегти), называемые черными вяжущими.
Строительные материалы сыграли большую роль в развитии культуры и техники. Без них невозможно было бы возведение зданий и сооружений. Одно из первых мест среди строительных материалов занимают вяжущие вещества, которые являются основой современного строительства.
Производство вяжущих веществ представляет собой комплекс химических и физико-механических воздействий на исходные материалы, осуществляемых в определенной последовательности.
Вяжущие вещества — основа современного строительства. Их широко применяют для изготовления штукатурных и кладочных растворов, а также разнообразных бетонов (тяжелых и легких). Из бетонов изготовляют все возможные строительные изделия и конструкции, в том числе армирование сталью (железобетонные, армосиликатные и др.) Из бетонов на вяжущих веществах возводят отдельные части зданий и целые сооружения (мосты, плотины и т.п.).
Примерно за 4-3 тыс. лет до н.э. появились вяжущие вещества получаемые искусственно – путем обжига. Первым из них был – строительный гипс, получаемый обжигом гипсового камня при сравнительно невысокой температуре 413-463К.
Гипсовыми вяжущими веществами называют порошковидные материалы, состоящие из полуводного гипса и получаемое обычно тепловой обработкой двуводного гипса в пределах 105-2000 С.Гипс по условиям тепловой обработки, скорости схватывания и твердения делят на 2 группы: низкообжиговые и высокообжиговые.
Низкообжиговые вяжущие быстро схватываются и твердеют; состоят они главным образом из полуводного гипса, полученного тепловой обработкой гипсового камня при t 383-4530 С. К ним относятся строительный (алебастр) формовочный высокопрочный (технический) и медицинский гипс, а также гипсовые вяжущие из гипсосодержащих материалов.
Высокообжиговые медленно схватываются и твердеют, состоят преимущественно из безводного сульфата кальция, полученного обжигом при температуре 873-1173К. К ним относятся ангидритовое вяжущее (ангидритовый цемент), высокообжиговый гипс (эстрих- гипс) и отделочный гипсовый цемент.
По разнообразии. Объектов применение одно из первых мест среди вяжущих занимает гипс. Применение гипсовых материалов и изделий способствует экономии топлива, цемента, снижению трудоемкости и стоимости строительства. Гипс применяется в качестве штукатурного материала, для изготовления орнаментальных украшений и при отделке зданий. Кроме того, используют для изготовления гипсобетонных прокатных перегородок и перегородочных плит.
К сожалению, производство и применение гипсовых изделий в строительной промышленности Кыргызстана по сравнению с другими странами – дальнего и ближнего зарубежья находится еще в самом зачаточном состоянии. В Кыргызстане имеется колоссальный запас гипсового камня, но они почти не используются в промышленности строительных материалов.
Номенклатура
Гипсовые вяжущие (ГОСТ 125-79, СТСЭВ 826-77) получают термической обработкой гипсового сырья до полугидрата сульфата кальция. Применяют для изготовления строительных изделий всех видов и при производстве строительных работ.
Марку гипсовых вяжущих от Г-2 до Г-25 характеризуют, по прочности при сжатии соответствующих марок меняется в пределах 2….25МПа, а при изгибе 1,2….8МПА.
В зависимости от сроков схватывания различают вяжущие быстротвердеющие (А), нормальнотвердеющие (В), с началом схватывания соответственно не ранее 2, 6 и 20 мин и концом не позднее 15, 30.
В зависимости от степени помола различают вяжущие грубого (I), среднего (II), тонкого помола (III) с максимальным остатком на сите с размером ячеек 02 мм, соответственно не более 23,14 и 2%.
Марки гипса Г-2….Г-7, всех сроков твердения и степеней помола предназначены для изготовления гипсовых строительных изделий всех видов.
Обоснование способа производства
Обжиг гипса во вращающихся печах . Вращающиеся печи, применяемые для обжига гипса, представляют собой наклонный металлический барабан, по которому медленно передвигается предварительно раздробленный гипсовый камень. Гипс обжигается топочными газами, образующимися при сжигании различных видов топлива (твердого, жидкого и газообразного) в топочных устройствах при печах.
Наибольшее распространение получили печи типа сушильных барабанов, в которых обогрев производится газами, проходящими внутри барабана. Могут применяться печи и с обогревом топочными газами наружной поверхности барабана, а также печи, в которых топочные газы сначала омываются барабан снаружи, а затем проходят через его внутреннюю полость. В печах с непосредственным обогревом материала между топкой и рабочей полостью барабана часто помещают смесительную камеру, в которой температура выходящих из топки газов понижается за счет смешения с холодным воздухом. Скорость движения газов в барабане составляет 1-2м/с, при большей скорости значительно увеличивается унос мелких частиц гипса. За барабаном устанавливаются обеспыливающие устройства и дымосос.
Ту часть барабана, в которой наиболее интенсивно протекает дегидратация, иногда расширяют, вследствие чего в этой зоне печи замедляется движение, как газового потока, так и материала, обладающего большой подвижностью, особенно в период «кипения». Для замедления диафрагмы. В рабочей полости барабана укреплены приспособление для перемещения гипса в процессе обжига, что обеспечивает равномерную его дегидратацию. Перемещение устройства создаются также большую поверхность соприкосновения обжигаемого материала с горячим газовым потоком. Отсутствие перемешивающих устройств ухудшают условия дегидратации.
Обжиг гипс во вращающихся печах может производиться по методу прямотока и противотока. По первому методу гипсовый камень подвергают воздействию высоких температур в начале обжига, а по второму — в конце обжига. Температура входящих в печь газов при прямотоке 1223-1273К, а при противотоке-1023-1073К. температура выходящих из печи газов при прямотоке 443-493К, а при противотоке-373-383К. При прямоточном методе материал не пережигается, но повышается расход топлива, так как в зоне максимальных температур протекают лишь подготовительные процессы- подогрев и сушка материала, дегидратация же происходит в зоне более низких температур. Предпочтительнее применять вращающиеся печи, работающие по принципу противотока.
Выходящий из печи горячий материал целесообразно направлять в бункера томления или подвергать горячему помолу. Последний особенно эффективно улучшает свойства гипса, так как быстрее происходит выравнивание минерального состава конечного продукта за счет дегидратации оставшегося двугидрата и связывания освобождающейся воды растворимым ангидритом.
Для получения строительного гипса высоко качества во вращающихся барабанах следует обжигать дробленный гипсовый камень с однородным размером частиц. В противном случае происходит неравномерный обжиг материала: мелкие зерна пережигаются вплоть до образования нерастворимого ангидрита, а внутренняя часть крупных зерен остается в виде неразложившегося двугидрата. В практических условиях загружают в печь материал с размером зерен до 0,035м, а зерна размером менее 0,01м отсеивают. Пылевидные частицы образуются в печах вследствие истирания материала при движении в процессе дегидратации, особенно при обжиге более мягких пород гипсового камня. Эти частицы уносятся потоком газов и быстрее проходят через печь, однако часть из них успевает все же полностью дегидратироваться. Желательно обжигать раздельно фракции 0,01-0,2 и 0,02-0,035м. Отсеянную фракцию с размером зерен менее 0,01м можно использовать после дополнительного помола для производства строительного гипса и варочных котлах или для получения сыромолотого гипса, применяемого для гипсования солонцовых почв. Длина применяемых для обжига гипса вращающихся печей 8-14м, диаметр 1,6 и 2,2м; производительность их соответственно 5-15т/ч; угол наклона барабанов 3-50 ; число оборотов 2-5об/мин; расход условного топлива 45-60кг на 1т готового продукта.
Вращающиеся печи являются непрерывно действующими установками, обусловливающими компактную технологическую схему. Во вращающихся печах обжигается дробленый гипсовый камень более крупных размеров, чем в варочных котлах, где он хуже перемешивается. Тем не менее, во вращающихся печах при тщательной подготовке материала, правильно подобранных оптимальных условиях обжига и последующего помола обожженного продукта практически можно получить строительный гипс высокого качества. На рис. 1 представлена технологическая схема производства строительного гипса с обжигом во вращающихся печах.
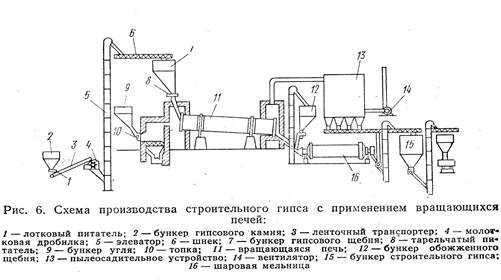
Рис. 1
Совмещенный помол и обжиг гипса. Двойная термическая обработка (сушка и варка) даже при совмещении процесса сушки и помола усложняет производственный процесс. В мельнице наряду с помолом и сушкой гипс в некоторой степени дегидратируется. Однако содержание гидратной воды остается еще высоким, вследствие чего требуется доваривать гипс в варочном котле для полного превращения его в полугидрат. Известны схемы производства строительного гипса, при которых окончательная дегидратация гипса до полугидрата производится в самом помольном аппарате. В этом случае температура поступающих в мельницу дымовых газов должна быть более высокой 873-1073К, чем просто при совместной сушке и помоле. Температура же отходящих из установки газов 382-423К. расход условного топлива 40-50кг на 1т строительного гипса. Установки для обжига в процессе помола отличаются компактностью.
mirznanii.com
2.3. Технология производства гипсовых вяжущих
Технологический процесс производства гипсовых вяжущих состоит в измельчении гипсового камня (дроблении и помоле) и тепловой обработке (дегидратации). Степень измельчения гипсового камня перед тепловой обработкой определяется типом теплового аппарата. В запарочные аппараты материал подают кусками размером до 400 мм, во вращающиеся печи—10— 35 мм, а в варочные котлы — в виде порошка. Используемые технологические схемы получения гипсовых вяжущих отличаются одна от другой видом и последовательностью основных операций. Наиболее распространенные технологические схемы условно можно представить следующим образом:
Дробление помол варка
Дробление сушка помол варка
Дробление сушка + помол варка
Дробление помол варка помол
Дробление сушка + помол варка помол
Дробление обжиг помол
Дробление обжиг + помол
Дробление запаривание помол
Первые пять схем используют при производстве гипсовых вяжущих в гипсоварочных котлах, тепловая обработка материала в которых носит название варки. Наиболее простая схема 1, но ее применение возможно лишь при сухом сырье. Если влажность сырья превышает 1 %, то перед помолом его необходимо сушить (схема 2). Целесообразно совмещение этих двух операций в одном технологическом аппарате (схема 3). Для улучшения качества продукции желателен вторичный помол полуводного гипса, выходящего из варочных котлов (схемы 4 и 5). Схему 6 используют как при производстве высокообжиговых, так и низкообжиговых гипсовых вяжущих во вращающихся печах, а схему 7 — в аппаратах совмещенного помола и обжига. Схема 8 предназначена для получения гипса повышенной прочности на основе α-модификации полугидрата. Выбор технологической схемы и типа аппарата для тепловой обработки зависит от масштабов производства, свойств сырья, требуемого качества продукции и других факторов.
Производство гипсовых вяжущих в гипсоварочных котлах получило наибольшее распространение (рисунок). Гипсовый камень предварительно дробится в щековой дробилке. Для той же цели могут использоваться молотковые и конусные дробилки. Дробленый материал поступает на помол в шахтную мельницу (или же аэробильную, ролико-маятниковую, шаровую).
Широко применяется шахтная молотковая мельница. Она состоит из размольной камеры и быстровращающегося ротора с дисками, на которых шарнирно укреплены молотки. Над мельницей находится прямоугольная металлическая шахта высотой 9—14 м, а на высоте 1 м от размольной камеры — течка, через которую в мельницу поступает предварительно дробленое сырье. Попадая на вращающийся ротор, оно измельчается в тонкий порошок. В шахтной мельнице может одновременно осуществляться помол и сушка сырья. Это особенно ценно, так как наличие влаги затрудняет помол гипсового камня, а предварительная сушка сырья в отдельном аппарате, например, сушильном барабане, усложняет технологическую схему.
Источником теплоты для сушки материала в шахтных мельницах в большинстве случаев являются отработанные в варочных котлах газы с температурой 350— 500 °С и выше. Непрерывно поступая под ротор мельницы, они уносят с собой продукт помола вверх в шахту, где он подсушивается. При этом процесс саморегулируется— более крупные зерна выпадают из газового потока и снова поступают в мельницу, где повторно измельчаются, а мелкие уносятся в пылеулавливающие устройства. Обычно скорость горячих газов в шахте составляет 4—б м/с. При ее уменьшении помол становится более тонким, при увеличении —- более грубым. Тонкодисперсные частицы, уловленные системой пылеочистки, поступают в гипсоварочный котел.
Гипсоварочный котел — цилиндр с вогнутым сферическим днищем, изготовленный из жароупорной стали и обмурованный кирпичной кладкой. Под котлом находится топка, сводом которой служит днище котла. Внутри котла попарно один над другим проходят металлические жаровые трубы. Продукты сгорания топлива омывают днище котла, затем, проходя по кольцевым каналам, обогревают его боковые стенки, попадая в жаровые трубы, нагревают их, а затем подаются в шахтную мельницу или удаляются через дымовую трубу. В результате обеспечиваются равномерный обогрев материала и полное использование теплоты дымовых газов. Материал в котле перемешивается вертикальным валом с верхней и нижней мешалками.
Предварительно разогретый котел загружают сверху через отверстие в крышке при непрерывной работе мешалки. После загрузки первой порции ожидают признаков «кипения», вызванного выделением паров воды. Затем продолжают постепенно засыпку гипсового порошка и следят, чтобы гипс все время находился в кипящем состоянии.
Продолжительность дегидратации гипсового камня в котлах зависит от их емкости, тонкости помола порошка и т. д. Она колеблется от 50 мин до 2,5 ч. В котлах, например, объемом 12 м3 температура сырья быстро поднимается с 80 до 119°С. Затем, несмотря на поступление теплоты, некоторое время она сохраняется постоянной. Это соответствует периоду выделения из гипса кристаллизационной воды и превращения ее в пар. Бурное кипение материала требует большого расхода теплоты. По мере уменьшения в порошке количества двугидрата теплота начинает расходоваться не только на физико-химические процессы, но и на нагрев образовавшегося полугидрата. Слишком высокая температура (170—180°С) может вызвать вторичное его кипение, обусловленное дегидратацией полуводного гипса. При этом возможна осадка материала, что затрудняет выгрузку его из котла.
По окончании варки материал выгружают в бункер выдерживания для постепенного охлаждения в течение 20—30 мин. Объем бункера обычно вдвое больше объема котла. Выдерживание улучшает качество вяжущего. Оставшийся двугидрат за счет теплоты выгруженного материала переходит в полугидрат. Одновременно под действием паров воды растворимый ангидрит гидратируется до полугидрата. В результате выравнивается состав продукта, снижается его водопотребность и повышается качество.
Получаемый в варочных котлах продукт в основном состоит из -полугидрата. Однако содержание в нем α-полугидрата можно повысить подачей в варочный котел небольших количеств солей, например 0,1 % NaCl. Раствор соли снижает упругость пара у поверхности зерен, в итоге ускоряется процесс варки и повышается качество продукта. Содержание α -полугидрата повышается также в котлах большой вместимости, так как в них растет высота слоя материала и затрудняется удаление поды.
Производительность наиболее перспективного варочного котла СМЛ-158 вместимостью 15,2 м3 составляет 8,5 т/ч. Удельный расход условного топлива на 1 т гипса составляет 52 кг при использовании твердого топлива и 40 кг при использовании газа и мазута. Удельный расход электроэнергии 105—110 МДж.
На многих заводах процесс варки гипса в котлах автоматизирован. Загрузка котла сырьем до определенного уровня, поддержание заданной температуры гипса в конце варки, перемещение выгрузочного шибера выполняются соответствующими исполнительными механизмами. В результате сокращаются затраты ручного труда, уменьшается вероятность перегрева обечаек и днищ котлов, стабилизируется процесс варки и повышается качество продукции.
Заполнение котла гипсом контролируется сигнализатором уровня. Сигнал датчика передается на электродвигатель шнека-загрузчика и отключает его. Режим варки и конечная температура гипса контролируются манометрическим термометром или термометром сопротивления. При достижении заданной температуры гипса подается сигнал на включение электродвигателя привода шибера котла. Включение двигателя для работы по закрытию шибера происходит с помощью реле времени. Реле настраивают на подбираемое опытным путем время, достаточное для полного опорожнения котла. После закрытия шибера подается сигнал на включение шнека-загрузчика котла, и цикл повторяется.
Варочные котлы отличаются простотой обслуживания, удобством регулирования и контроля режима обжига. Обрабатываемый в них материал с пламенем и дымовыми газами не соприкасается и не загрязняется золой. Однако варочным котлам присущи и некоторые недостатки: периодичность работы, быстрая изнашиваемость днища и обечаек котлов, сложность улавливания гипсовой пыли.
Дальнейшим усовершенствованием гипсоварочных котлов является перевод их с периодического режима работы на непрерывный. Тонкомолотый гипс загружают в котел непрерывно ниже уровня поверхности обрабатываемого материала. Образующийся в процессе варки полугидрат имеет меньшую плотность, поэтому он вытесняется из нижней зоны непрерывно поступающим в котел сырым гипсовым порошком. Поднимаясь, полугидрат доходит до окна в боковой стенке котла и самотеком поступает в бункер выдерживания. Производительность таких котлов в 2—3 раза выше, чем котлов периодического действия. Однако конструктивная сложность снижает надежность их работы и ограничивает распространение.
Производство гипса во вращающихся печах достаточно широко распространено в отечественной и зарубежной практике. Вращающаяся печь — наклонный металлический барабан, по которому медленно перемещается дробленый гипсовый камень с размером кусков до 35 мм. Для обжига гипса на полугидрат используют печи длиной до 8—14 м и диаметром 1,6—2,2 м. Топливо сжигают в специальной топке. Между топкой и печью часто помещают смесительную камеру, в которой во избежание пережога продукта температура выходящих из топки газов несколько понижается за счет смешения их с холодным воздухом. Скорость движения горячих газов в печи 1—2 м/с. Превышение этих пределов вызывает сильный унос мелких частиц полугидрата.
Обжиг производят по методу как прямотока, так и противотока. Температура поступающих в печь горячих газов при прямотоке должна быть 950—1000 °С, при противотоке — 750—800 °С. При прямотоке достигается более равномерный обжиг гипса и, следовательно, лучшее его качество. При этом происходит своеобразное саморегулирование процесса обжига: мелкие, быстро дегидратирующиеся частицы транспортируются газами в холодный конец печи тем быстрее, чем меньше их размер и больше скорость газов. Однако при прямотоке выше расход топлива.
При обжиге во вращающихся печах необходимо создавать однородность размеров кусков сырья, поступающего на обжиг, и их сохранность при тепловой обработке. В зависимости от времени нахождения материала в печи определяют предельно допустимый размер кусков. Так, куски размером 40 мм должны находиться в печи 1,5—2 ч. Выходящий из ночи горячий материал направляют в бункера выдерживания или сразу подвергают помолу.
Производство гипсовых вяжущих во вращающихся печах может быть интенсифицировано улучшением теплообмена между теплоносителем и гипсовым камнем и увеличением коэффициента загрузки обжиговых агрегатов. Такая модернизация позволяет увеличить производительность печей, улучшить режим обжига гипсового камня, повысить однородность состава готового продукта и его качество, а также снизить затраты топлива и потери теплоты с отходящими газами.
Производительность вращающейся печи зависит от объема внутренней части, угла наклона и частоты вращения печи, температуры и скорости движения газов, качества сырья и других факторов и составляет 125— 250 кг обожженного гипса в час на 1 м3 объема печи. Производство гипсовых вяжущих во вращающихся печах позволяет выпускать более дешевый гипс при меньших капитальных затратах. Полученный гипс имеет более высокие прочностные показатели, чем при использовании варочных котлов. Он отличается пониженной водопотребностью (48—57%), что позволяет на 20—25 % снизить его расход при приготовлении растворов и бетонов. Непрерывно действующие вращающиеся печи обеспечивают компактность технологической схемы, позволяют автоматизировать процесс. Однако их недостатком являются трудность регулирования процесса, необходимость обеспечения стабильности технологических параметров, а также повышенный пылеунос.
Двухступенчатая тепловая обработка (сушка и варка) усложняет производственный процесс. Хотя при сушке гипсовый камень частично дегидратируется, содержание гидратной воды в сырье остается высоким, и для перевода в полугидрат его необходимо доваривать в варочном котле.
В последние годы получил распространение совмещенный помол и обжиг гипсовых вяжущих, когда тепловая обработка происходит в самом помольном агрегате в результате интенсивного теплообмена между горячими газами и измельчаемым материалом. У мельницы дополнительно сооружается предтопок, в котором сжигается топливо и в мельницу поступают газы с температурой 700—800°С. Расход условного топлива при этом составляет 40—50 кг на 1 т вяжущего. Мельницы снабжают сепараторами проходного тина, после которых измельченный и дегидратированный продукт поступает в пылеуловители.
Схемы производства при совмещенном помоле и обжиге отличаются главным образом используемым типом мельниц (шахтные, шаровые, аэробильные), а также тем, что в одних случаях мельницы работают с однократным использованием теплоносителя, а в других— с возвратом в мельницу части газов после пылеочистки. Применение рециркуляции газов повышает расход электроэнергии, но снижает расход топлива. Один из вариантов производства гипсовых вяжущих при совмещении их помола и обжига представлен на рисунке.
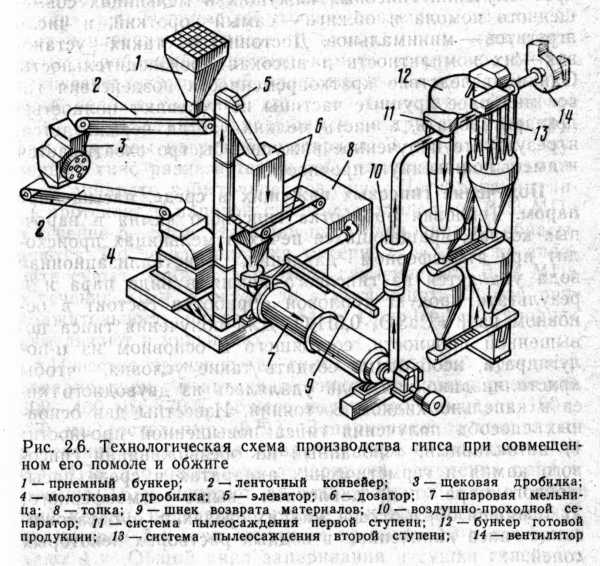
Гипсовый камень проходит две стадии дробления в щековой и молотковой дробилке и в виде частиц размером 10—15 мм поступает в шаровую мельницу, куда также подаются дымовые газы из предтопка. Дегидратированный в процессе измельчения материал выносится газовым потоком в сепаратор, где из него отделяются крупные частицы, и возвращаются в мельницу. Тонкие фракции гипса улавливаются в пылеосадителях, после чего очищенные газы выбрасываются и атмосферу. Производственный цикл при получении гипсовых вяжущих в мельницах совмещенного помола и обжига — самый короткий, и число агрегатов — минимальное. Достоинство таких установок— их компактность и высокая производительность. Однако вследствие кратковременности воздействия газов наиболее крупные частицы не успевают полностью дегидратироваться, а часть мелких частиц пережигается, в результате полученное вяжущее быстро схватывается и имеет пониженную прочность.
Получение гипсовых вяжущих α-модификации в среде, насыщенной паром. Тепловая обработка гипсового камня в варочных котлах, вращающихся печах и мельницах происходит при атмосферном давлении; кристаллизационная вода удаляется из гипсового камня в виде пара и в результате продукт тепловой обработки состоит в основном из -CaSO40,5H2O. Для получения гипса повышенной прочности, состоящего в основном из α-полугидрата, необходимо создать такие условия, чтобы кристаллизационная вода удалялась из двуводного гипса в капельно-жидком состоянии. Известны два основных способа получения гипса повышенной прочности:
1) автоклавный, основанный на обезвоживании гипсового камня в герметических аппаратах в среде насыщенного пара под давлением выше атмосферного;
2) тепловая обработка в жидких средах, т. е. обезвоживание гипса кипячением в водных растворах некоторых солей.
Автоклавный способ получения гипсовых вяжущих может быть реализован в различных аппаратах. Запарочный аппарат представляет собой герметичный вертикальный металлический резервуар с люками и затворами для загрузки и выгрузки материала. В нижней части аппарата имеется обезвоживающее сито, через которое стекает конденсат, а при продувании отводятся топочные газы. Пар подается в аппарат сверху в перфорированную трубу, размещенную в центре. Запарник загружают гипсовым камнем размером 15—40 мм и обрабатывают его насыщенным паром под давлением 0,23 МП а при 114°С в течение 5—8 ч. Затем в том же аппарате материал сушат газами с температурой 120—160°С в течение 3—5 ч. Высушенный материал размалывают. Недостатки этого способа: неравномерность сушки, высокий расход топлива и энергии.
Получило распространение также производство высокопрочных гипсовых вяжущих способом «самозапаривания», при котором избыточное давление создается за счет испарения из гипсового камня части гидратной воды. Дробленый гипсовый камень загружают в герметически закрываемый вращающийся «самозапарник», куда подают топочные газы с температурой около 600°С. Проходя по находящимся внутри аппарата трубам, эти газы нагревают материал. В результате двуводный гипс разлагается, и выделяющаяся вода создает в аппарате избыточное давление. Дегидратация гипса протекает в паровой среде под давлением 0,23 МПа в течение 5—5,5 ч. Излишки пара периодически сбрасываются. После запаривания материал в этом же. аппарате сушат, снижая для этого давление до 0,13 МПа в течение 1,5 ч, а затем до атмосферного. Общая продолжительность цикла 12—14 ч. Полученный продукт измельчают в мельницах.
Известно производство гипса повышенной прочности запариванием в автоклаве гипсового камня размером 300—400 мм (70 % общего количества камня) и 100— 250 мм (остальные 30%). Запаривание осуществляют в течение 6 ч, доводя давление пара в автоклаве до 0,6 МПа. По окончании запаривания давление пара в течение 1,5 ч снижают до атмосферного. Затем гипсовый камень подвергают сушке при закрытых крышках автоклавов 7 ч, при открытых крышках 10 ч и охлаждают 4 ч. Общий цикл запаривания и сушки гипсового камня составляет 28—30 ч. Выгруженный из автоклава продукт размалывают. Гипсовые вяжущие, получаемые в среде, насыщенной паром, отличаются большей мономинеральностью структуры, более крупной и правильной кристаллизацией, меньшей водопотребностью и повышенной прочностью. Поэтому в практике их называют высокопрочным гипсом.
Получение гипсовых вяжущих варкой в жидких средах. Относительно низкая температура перехода двуводного гипса в полуводный дает возможность получить высокопрочные гипсовые вяжущие тепловой обработкой порошка двугидрата в открытых емкостях в растворах некоторых солей, поскольку температура кипения растворов при атмосферном давлении выше температуры дегидратации гипса. В жидкой среде происходит интенсивная передача теплоты от солевого раствора к частицам гипса, что ускоряет химические реакции. Получаемый продукт однороден по составу и состоит преимущественно из α-полугидрата. В качестве жидких сред применяют водные растворы солей СаС12, MgCl2, MgSO4, Na2CО3, NaCl и др. Продолжительность варки в зависимости от вида раствора и его концентрации составляет 45—90 мин. Полученный таким образом полуводный гипс отцеживают или отделяют от жидкой среды центрифугированием, промывают до полного удаления солей и сушат при 70—80 °С, затем материал размалывают в порошок.
Возможно также получение гипсового вяжущего повышенной прочности кипячением молотого гипсового камня в воде с добавкой 1,5—3 % поверхностно-активных веществ (сульфитно-дрожжевой бражки, асидола, мылонафта). Температура кипения такого раствора 128—132 °С, время варки 70—90 мин.
Варка в жидких средах позволяет получить продукт высокого качества и сократить длительность производственного цикла, однако необходимость отделения гипса от солевого раствора и дополнительная операция сушки усложняют технологический процесс.
Производство гипсовых вяжущих из отходов химической промышленности. Рост объемов гипсосодержащих отходов химической промышленности повышает актуальность их переработки в гипсовые вяжущие. Наиболее крупнотоннажный вид отходов — фосфогипс. Переработка его на гипсовые вяжущие усложняется наличием в нем до 5—7 % примесей фосфора, фтора, кремния и долей процента редкоземельных элементов, главным образом лантанидов, а также повышенной влажностью. Наиболее отрицательно влияют фосфаты, соединения фтора и редкоземельных элементов. Они или входят в кристаллическую решетку полугидрата, или образуют на поверхности его кристаллов труднорастворимые пленки, тормозящие гидратацию вяжущего. Поэтому гипсовое вяжущее высокого качества -модификации может быть получено из фосфогипса только после многократной предварительной отмывки водорастворимых и нейтрализации остальных примесей.
Если фосфогипс содержит более 0,5 % водорастворимого Р2О5, то предварительная промывка необходима и при переработке его в α-модификацию полугидрата. Если же содержание примесей меньше, то пульпа с соотношением жидкое : твердое 1 подается в автоклав, где производится гидротермальная обработка при температуре 150—175°С и давлении 0,4—0,7 МПа. Дегидратация фосфогипса и последующая кристаллизация α-полугидрата сопровождаются удалением из продукта примесей, входящих в кристаллическую решетку CaSO4-2H2O. После гидротермальной обработки твердая фаза α-полугидрата отделяется на вакуум-фильтре. Корж с влажностью около 10 % сушится в сушильном барабане и размалывается в мельнице. Разработана также непрерывная технология гидротермальной переработки фосфогипса в высокопрочное гипсовое вяжущее или супергипс (α-полугидрат) (рисунок), при которой вредные примеси во время перекристаллизации гипса связываются дополнительными компонентами, вводимыми в технологический процесс, а размеры кристаллов полугидрата регулируются органическими и неорганическими добавками.
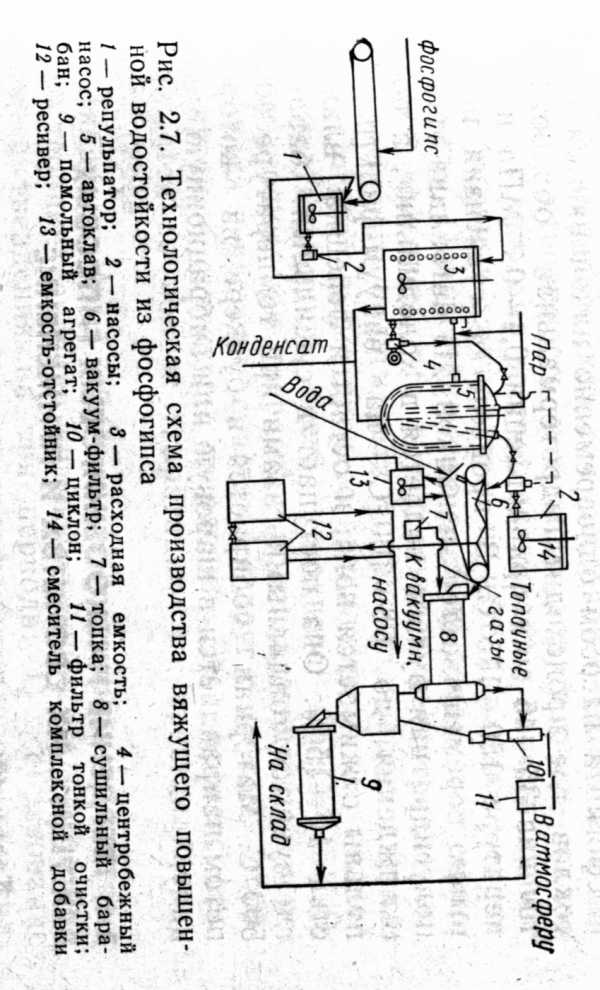
Фосфогипс подается в репульпатор, где смешивается с водой и добавкой регулятора кристаллизации до соотношения Ж:Т = 1 с учетом влажности фосфогипса. Пульпа перекачивается насосом в расходную емкость, где нагревается до 60—70 °С. Отдельно готовят комбинированную добавку, смешивая в специальной емкости с пропеллерной мешалкой портландцемент и активную минеральную добавку с водой до соотношения Ж:Т = 4—5:1. Комбинированная добавка и пульпа фосфогипса насосом одновременно накачиваются в автоклав, где происходит гидротермальная обработка в течение 35—45 мин при давлении 0,4—0,7 МПа и температуре 150—175°С. В процессе ее суспензия непрерывно перемешивается мешалкой. Из автоклава водно-полугидратная пульпа подается в холодильник, а после охлаждения до 98—100°С — на вакуум-фильтр. Из пульпы отжимается вода, и остается лепешка влажностью 10—15%. Она поступает в сушильный барабан, где сушится топливными газами при температуре 400— 500 °С. Материал собирается в бункере, из которого потом направляется в шаровую или вибрационную мельницу.
studfiles.net
Производство строительного гипса. ООО Тобис, Самара.
Назначение завода по производству строительного гипса
Оборудование для производства строительного гипса предназначено для получения вяжущего удовлетворяющего требованиям ГОСТ 125 -79: Вяжущие гипсовые. Технические условия.
Тепловым агрегатом при производстве строительного гипса на нашей установке является котёл гипсоварочный ТОС165.
В зависимости от предела прочности на сжатие готового продукта в котле гипсоварочном может быть получен гипс строительный следующих марок: Г-4, Г-5, Г-6, Г-7.
Регулируя технологические параметры варки гипса можно получить гипс быстротвердеющий с индексом А начало схватывания не ранее 2 мин, конец не позднее 15 мин, н нормальнотвердеющий Б начало схватывания не ранее 6 мин, конец не позднее 30 мин.
В зависимости от степени помола может быть получен гипс среднего помола с остатком на сите 0,2 мм не более 14 % и тонкого помола с остатком на сите 0,2 мм не более 2%.
При получении продукта с тонким помолом менее 2 % производительность оборудования уменьшается.
Производительность завода по производству строительного гипса при среднем помоле 5-8 % остатка на сите 0,2 составляет 8 т/час.

Оборудование завода по производству строительного гипса размещается на технологической этажерке внутри неотапливаемого производственного помещения.
При строительстве нового завода по производству гипсового вяжущего в качестве ограждающий конструкций производственного корпуса используют сендвич-панели.
Размеры в плане производственной этажерки могут отличаться в зависимости от технического задания заказчика и имеющихся свободных площадей. Стандартными являются габаритные размеры в плане 4,5 х 30 м и 9.0 х 18 м. Максимальная высота оборудования внутри производственного помещения 16 м.

За габариты производственного укрытия, как правило, выносят оборудования участка дробления и транспортировки гипсового камня и силосный банки предназначенные для хранения и томления готового гипсового вяжущего.

Требования к исходному материалу – гипсоввому камню
Производство строительного гипса происходит с использованием гипсового камня удовлетворяющий требованиям ГОСТ4013-82 1 сорта с содержанием СaSO4 х 2h3O не менее 95 % и гипсовый камень 2 сорта с содержанием СaSO4 х 2h3O не менее 90 %. Качественное вяжущее в гипсоварочном котле марки не менее Г4 может быть получено с использованием гипсового камня 3 сорта с содержанием СaSO4 х 2h3O не менее 80 % на твёрдом гипсовом камне.
Для получения гипсового вяжущего в гипсоварочном котле используется гипсовый камень фракции 60 – 300 мм. Камень крупной фракции является наиболее чистым без включений инородного материала. В мелком щебне фракции 0- 60 мм включений не гипсовой породы больше, что понижает при варке гипса свойства готового гипсового вяжущего.
Производство строительного гипса — основные параметры и характеристики |
|
| Исходный материал: | гипсовый камень 1,2 и 3 сорта ГОСТ 4013-82 фракции 60-300 мм |
| Производительность технологической установки, т/час | 8,0 |
| Производительность технологической установки, т/год | 56000 |
| Годовой расход сырья, т/год | 70000 |
| Готовый продукт: | гипсовое вяжущее марки Г4, Г5, Г6 и Г7 ГОСТ125 -79 |
| Характер работы установки | непрерывный, периодический |
| Установленная мощность электродвигателей, кВт, не более | 370 |
| Запылённость отходящих газов на выходе, мг/м3, не более | 30¸50 |
| Расход электроэнергии, кВт/час*тонну (полуводного гипса) | 35 |
| Расход газа, м3/час*тонну (полуводного гипса) | 27 |
| Расход сжатого воздуха, нм3/час*тонну (полуводного гипса) | 16 |
Технология производства строительного гипса
Технология производство строительного гипса с котлом гипсвоарочным ТОС165 состоит из трёх основных технологических переделов: 1- Дробления гипсового камня, 2-Сушка и помол гипсовой щебёнки, 3-Варка строительного гипса в гипсоварочном котле ТОС165.
Дробление гипсового камня
Дробление гипсового камня фракции 60 – 300 мм происходит в щёковой дробилке.
Камень загружается в приёмный бункер дробилки фронтальным или грейферным погрузчиком с накопительного склада.

Для бесперебойной работы гипсового производства на складе должен хранится 15 суточный запас сырья.
Подача гипсового камня в щёковую дробилку осуществляется качающимся питателем.
Размер фракции гипсовой щебенки после дробилки регулируется размером выходной щели дробилки. После дробилки гипсовая щебенка поступает на дальнейшую переработку в отделение помола и сушка по ленточному транспортёру.

Отделение дробления как правило находится за пределами закрытого производственного помещения, в котором осуществляется сушка, помол и варка гипса.
Сушка и помол гипсовой щебёнки
Измельчённый материал пройдя железоотделитель подаётся в молотковоую аксиальную мельницу.
Молотковая аксиальная мельница предназначена для тонкого помола гипсового щебня средней твёрдости с одновременной его подсушкой. Подача материала в мельницу осуществляется качающимся питателем из расходного бункера.

Размолотый и подсушенный в мельнице гипсовый порошок в потоке горячих газов поступает в систему пылегазоочистки. Молотковые аксиальные мельницы относятся к группе быстроходных молотковых размольных машин. Подача щебня в мельницу осуществляется по направлению вращения ротора. В результате ударов бил щебень измельчается в порошок. Тонкость помола материала зависит от скорости подачи, объёма вентилирующего агента и от угла установки лопаток встроенного сепаратора. В качестве теплоносителя и вентилирующего агента используются отходящие дымовые газы гипсоварочного котла.
Температура дымовых газов при входе в мельницу, в зависимости от выбранного теплового режима обжига гипса в котле, может колебаться от 250 до 500 0С.
Измельчённый, высушенный и отсепарированный до остатка не более 5- 8 % на сите № 02 гипсопорошок выносится в пылевоздушном потоке в систему пылеосаждения. В качестве первой ступени очистки используются циклоны, в качестве второй ступени очистки двухсекционные рукавные фильтры ТОС 3.8. Для устранения зависания материала в бункере циклона устанавливаются пневмоударные устройства. Циклон и фильтр рукавный теплоизолируются.
Регенерация рукавного фильтра осуществляется с помощью обратной продувки рукавов сжатым воздухом при отключении системой автоматики одной из секций. В качестве ткани для рукавов используется ткань типа «Метаарамид». Ткань выдерживает рабочую температуру до 230 0С. В случае незапланированного повышения температуры отходящего теплоносителя выше указанной температуры, в автоматическом режиме открывается установленная перед фильтром заслонка разбавления и наружный воздух поступает в систему аспирации. Сжатый воздух подаётся с температурой превышающей температуру точки росы не менее чем на 5-10 0С.
В качестве тягового агрегата используется дымосос Дн.

Уловленный циклонами и фильтрами рукавными порошок конвейерами винтовыми системой транспортёров поступает в теплоизолированный бункер сырьевой мучки. Для устранения подсосов в циклонах и фильтрах рукавных применяются затворы шлюзовые.

Варка строительного гипса в гипсоварочном котле ТОС165
Варка строительного гипса- дегидратация гипсового порошка происходит в котле гипсоварочном топочными газами с температурой 600-950 0С, подаваемыми по наружным каналам созданным футеровкой котла и жаровыми трубам. Теплоносителем в этих проходах служат продукты сгорания газообразного топлива в примыкающей к футеровке топочной камере.
Теплоноситель, пройдя каналы в футеровке котла и жаровые трубы с температурой 250-500 0С, не соприкасаясь с материалом, выносятся из котла. Гипс в варочном котле непосредственно не соприкасается с газами, его температура составляет 121-160 0С. Процесс обжига гипса сопровождается интенсивным выделением кристаллизационной воды. В этот период наблюдается кипение гипсового порошка.
Гипсоварочный котёл представляет собой вертикальный стальной барабан, оборудованный мешалкой и закрытый сверху крышкой, снабжённый патрубками для загрузки порошка и отвода смеси пара с частицами гипса.
Длительность пребывания материала регулируется режимом загрузки и выгрузки в зависимости от требуемой температуры материала внутри котла. Подача материала в котёл осуществляется винтовым конвейером из бункера сырьевой мучки. Регулирование производительности по загрузке осуществляется изменением числа оборотов конвейера винтового. В непрерывном режиме загрузка сырого гипса осуществляется непрерывно выше уровня материала в котле через патрубок установленный на крышке котла. Вертикальный разгрузочный жёлоб, помещённый внутри котла, в нижней части открыт.

Разгрузка материала происходит непрерывно методом перелива с верхней части разгрузочного жёлоба. Для улучшения транспортировки гипса с нижней части разгрузочного жёлоба наверх, в нижнюю часть подают сжатый воздух давлением 2 атм
Разряжение в дымовых каналах котла создаётся за счёт дымососа, который одновременно является тяговым агрегатом мельницы молотковой аксиальной. Пары воды и частицы гипса образованные при гидратации гипса в котле, а также избыточная пылевоздушная смесь бункера томления удаляется из котла. Полученный в гипсоварочном котле полуводный гипс выгружается в бункер томления.

Автоматизированная система управления
производством строительного гипса
Автоматизированная система управления производством строительного гипса обеспечивает работу всех элементов технологического оборудования в автоматическом, полуавтоматическом и ручном режимах для обеспечения технологического процесса производства строительного гипса.
Система представляет собой комплекс аппаратных и программных средств, совместно выполняющих задачу по управлению технологическим процессом.
Архитектура системы
Система управления может быть условно разделена на три уровня:
Нижний (полевой) уровень представлен датчиками и исполнительными механизмами. В качестве датчиков в системе присутствуют датчики температуры, давления, сигнализаторы уровня, приборы контроля тока двигателя, индуктивные датчики, концевые сигнализаторы положения и дополнительные контакты, сигнализирующие о состоянии и режиме работы двигателей.
Исполнительными механизмами системы являются двигатели с контакторами для прямого пуска, двигатели с переменной частотой вращения, управляемые частотно-регулируемыми приводами, электромеханические позиционеры для управления дроссельными заслонками дымососов и переключателем направления подачи гипса в силоса.
На среднем уровне система представлена программируемым логическим контроллером (ПЛК) с модулями ввода-вывода аналоговых и дискретных сигналов. ПЛК отвечает за прием сигналов от датчиков и выдачу управляющих сигналов на исполнительные механизмы в соответствии с заложенной в него программой.
На верхнем уровне система представлена устройством человеко-машинного интерфейса. Это компьютер, соединенный с контроллером промышленной сетью, и с установленным на нем специализированным программным обеспечением.
Контроллерное оборудование, коммутационная и пускорегулирующая аппаратура поставляются смонтированными в шкафы промышленного назначения. КИП поставляется отдельно в заводской упаковке.

Вся пускорегулирующая аппаратура, автоматы защиты, контакторы и ЧРП производства Siemens.
Программируемый логический контроллер
В качестве ПЛК в системе применен контроллер Siemens Simatic S7 300 с набором дискретных и аналоговых входов и выходов, в количестве, достаточном для подключения всех датчиков и исполнительных механизмов, и с резервом, определяемым на этапе проектирования.
Контроллер должен быть смонтирован в шкаф, который должен быть установлен в щитовой комнате с температурным режимом 0-50 оС.
Краткое описание заложенных в контроллер алгоритмов будет рассмотрено ниже.
Человеко-машинный интерфейс
В качестве системы человеко-машинного интерфейса применена операторская станция (ОС) с установленной операционной системой Microsoft Windows XP и SCADA-системой Siemens Simatic WinCC. Данная станция связана с ПЛК промышленной сетью MPI для получений информации о протекании технологического процесса.
Основными функциями ОС являются:
- Отображение состояния технологического процесса и оборудования в виде мнемосхем, таблиц, трендов и сообщений на маниторе компьютера.
- Предоставление оператору возможности для настройки технологических режимов работы установки.
- Ручное управление некоторыми элементами установки.
- Показ и архивирование аварийных и служебных сообщений.
- Хранение исторических данных о процессе с возможностью их просмотра.

tobis50.ru
Технология производства строительного гипса — часть 4
На заводах вяжущих веществ, в том числе и гипсовых, применяют: автоматический контроль технологических параметров централизованное дистанционное управление электроприводами основных и вспомогательных механизмов, а также переключающими и регулирующими устройствами автоматическое регулирование работы отдельных технологических установок и линий.
В настоящее время при изготовлении полуводного гипса осуществляется автоматическое управление работой дробилок, заполнением бункеров гипсовым щебнем, шахтных и других мельниц для помола двуводного гипса, обжигом гипса в варочном котле или вращающейся печи и др.
Схема автоматизации работы периодически действующего варочного котла предусматривает автоматическое отключение винтовых конвейеров для подачи порошка двуводного гипса в котел в тот момент, когда в нем достигнут установленный верхний уровень материала. Это обеспечивается с помощью индикатора уровня соответствующих реле, воздействующих на подачу тока к электродвигателям. В дальнейшем, при достижении заданной температуры с включением соответствующих электродвигателей открываются выпускные затворы варочного котла, и продукт выпускается в бункер выдерживания. После выпуска гипса индикатор нижнего уровня включает соответствующее.
Гипсокартон
Гипсокартон — это строительно-отделочный материал, применяемый для облицовки стен, устройства межкомнатных перегородок, подвесных потолков, огнезащитных покрытий конструкций, а также для изготовления декоративных и звукопоглощающих изделий.
Торцевые кромки листов имеют прямоугольную форму и при устройстве шва с них необходимо снимать фаску (примерно на 1/3 толщины листа).
Условное обозначение гипсокартонных листов состоит из: буквенного обозначения вида листа; обозначения группы листа; обозначения типа продольных кромок листа; цифр, обозначающих номинальную длину, ширину и толщину листа в миллиметрах; обозначения стандарта.
Пример условного обозначения обычного гипсокартонного листа группы А, с утоненными кромками, длиной 2500 мм, шириной 1200 мм и толщиной 12,5 мм: ГКЛ-А-УК-2500×1200×12,5 ГОСТ 6266-97.
Прочность
Оценка прочности гипсокартона при изгибе проводится по результатам испытаний нескольких образцов (3 продольных и 3 поперечных) от партии. Испытания проводятся на образцах шириной 400 мм, установленных на опорах с пролетом L = 40×S, где S — толщина листа. Результаты испытаний (среднее арифметическое) должны соответствовать данным таблицы.
Прочность листов, выпускаемых, превышает минимально допустимые значения. Например, для листов толщиной 12,5 мм разрушающая нагрузка для продольных образцов иногда составляет 730 Н.
минеральный вяжущий гипс обжиг
Масса обычного листа, размерами 2500×1200×12,5 мм (3 м²) составляет около 29 кг.
Пожарно-технические характеристики
Гипсокартонные листы ГКЛ, ГКЛВ, ГКЛО, ГКЛВО относятся к группе горючести Г1 (по ГОСТ 30244), к группе воспламеняемости В3 (по ГОСТ 30402), к группе дымообразующей способности Д1 (по ГОСТ 12.1.044), к группе токсичности Т1 (по ГОСТ 12.1.044).
Транспортировка и хранение.
Транспортируют гипсокартон всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, в пакетированном виде. Пакет формируется из листов одной группы, типа и размера, уложенных плашмя на поддоны или прокладки, изготавливаемые из дерева или гипсокартонных полос и других материалов, как правило, с обвязкой стальной или синтетической лентой и упаковкой в термоусадочную полиэтиленовую пленку.
Транспортировка и хранение гипсокартона требует соблюдения некоторых правил:
· габариты транспортного пакета (с поддоном или прокладками) не должны превышать 4100×1300×800 мм, масса — не более 3000 кг;
· штабель, сформированный из пакетов, при хранении должен быть не выше 3,5 метров;
· при перевозке транспортных пакетов в открытых железнодорожных и автомобильных транспортных средствах пакеты должны быть защищены от увлажнения;
· при погрузочно-разгрузочных, транспортно-складских и других работах не допускаются удары по листам;
хранить ГКЛ следует в закрытом сухом помещении с сухим или нормальным влажностным режимом раздельно по видам и размерам.
Производство и состав.
Технологический процесс изготовления гипсокартона включает формирование на конвейере непрерывной плоской полосы с сечением заданной формы (требуемой толщины и типа боковых кромок), шириной 1200 мм, состоящей из двух слоев специального картона с прослойкой из гипсового теста с армирующими добавками, при этом боковые кромки полосы завальцовываются краями картона (лицевого слоя). После «схватывания» гипса, происходит резка полосы на отдельные листы, а также сушка, маркировка штабелирование и упаковка готовой продукции.
Для формирования сердечника применяется гипс, который обладает в качестве стройматериала исключительными физическими и техническими свойствами. Материалы на основе гипса обладают способностью дышать, то есть поглощать избыточную влагу и выделять ее в окружающую среду при недостатке. Гипс — это негорючий, огнестойкий материал, он не содержит токсичных компонентов и имеет кислотность, аналогичную кислотности человеческой кожи, его производство и использование не оказывает вредного влияния на окружающую среду. Для достижения необходимых показателей гипсового сердечника, характеризующих его прочность, плотность и т. д., в него добавляются специальные компоненты, повышающие его эксплуатационные свойства.
Другим важнейшим компонентом гипсокартона является облицовочный картон, сцепление которого с сердечником обеспечивается за счет применения клеящих добавок. Картон играет роль армирующей оболочки, и наряду с этим является прекрасной основой для нанесения любого отделочного материала (штукатурка, обои, краска, керамическая плитка и др.). По своим физическим и гигиеническим свойствам картон идеально подходит для жилого помещения.
Описание материала.
Гипсокартон — это композитный материал в виде листов, длина которых 2,5-4,8м, ширина 1,2-1,3м и толщина 8-24мм. Гипсокартон производится из строительного гипса, а гипсовый сердечник оклеен с двух сторон специальным картоном. Из общей массы листа примерно 93% составляет двуводный гипс, 6% — на картон, и последний 1% массы образован за счет влаги, крахмала и органического поверхностно-активного вещества. По своим физическим и гигиеническим свойствам гипсокартон идеально подходит для жилых помещений. Он экологически чист, не содержит токсических компонентов и не оказывает вредного воздействия на окружающую среду, что подтверждают гигиенические и радиационные сертификаты. Гипсокартон — энергосберегающий материал, обладающий еще и хорошими звукоизоляционными свойствами. Негорючий и огнестойкий. Кроме того, гипсокартон “дышит”, то есть поглощает влагу при ее избытке в воздухе и отдает ее, если воздух слишком сухой. Это очень важное, можно сказать неоценимое качества материала, применяемого внутри помещения. Плюс — он имеет кислотность, аналогичную кислотности человеческой кожи. Последние два свойства позволяют гипсокартону регулировать микроклимат помещений естественным путем и в значительной степени способствовать созданию гармоничной атмосферы. Гипсокартон имеет малый вес. При его использовании исключаются неудобные “мокрые” процессы, создающие на объекте некомфортные условия, значительно возрастает производительность труда.
Панели гипсобетонные для перегородок
Технические требования.
1.1 Панели следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам и технологической документации, утвержденным в установленном порядке.
1.2 Основные параметры и размеры
1.3 Панели подразделяют в зависимости от конструктивного решения на типы:
1.4 ПГ-без проемов;
1.5 ПГП- с премами;
1.6 ПГВ- с вырезами.
1.7 Форма и размеры панелей должны соответствовать указанным в рабочих чертежах.
1.8 Панели должны иметь отверстия для пропуска инженерных коммуникаций, замоноличенные трубки, каналы, штрабы или пазы для скрытой электропроводки, гнезда и закладные цилиндры для ответительных коробок, выключателей и штепсельных розеток, если это предусмотрена проектом конкретного здания.
1.9 Условные обозначения панелей – по ГОСТ23009. марка панели состоит из буквенно-цифровых групп, разделенных дефисами.
Список литературы
1. Ю.М. Бутт, М.М. Сычев, В.В. Тимашев «Химическая технология вяжущих материалов». — Москва ВШ 1980 г.
2. А.В. Волженский, А.В. Ферронская «Гипсовые вяжущие и изделия». — Москва 1974 г.
3. А.В. Волженский «Минеральные вяжущие вещества». — Москва 1986 г.
4. М.Я. Сапожников, Н.Е. Дроздов Справочник по оборудованию вводов строительных материалов. — Москва 1970 г.
mirznanii.com
Производство гипса
В зависимости от природных горно-геологических факторов производство и добыча гипса производится подземным или открытым способом.
Производство гипса, а точнее процесс переработки природных пород до соответствующего техническим параметрам гипсового материала ведется квалифицированным персоналом на специальных предприятиях. Как правило, промышленные объекты возводятся в районе месторождений гипса.
Открытый способ добычи и производства гипса
Открытый способ добычи отличается высокой производительностью труда, что на фоне минимизации потерь гипсового сырья является неоспоримым преимуществом процесса. Технологическая направленность производства основана на добыче, транспортировке и измельчении гипсового камня.
Технологию производства гипса обеспечивают работы в несколько этапов:
- Дробления гипсовых пород. На сегодняшний день на этой стадии работ применяется взрывной метод.
- Помол. Достигается путем измельчения гипса до требуемой консистенции, что способствует удобному использованию материала в дальнейшем.
- Сушка и обжиг. Заключительный этап производства, связанный с термической обработкой материала.
Открытая добыча материала ведется с помощью карьерных комбайнов непрерывного действия, обеспечивающих дробление гипса вращающимся режущим барабаном. Механизм устройства представляет собой сегменты, зафиксированные болтами и держателями со встроенными резцами, которые снабжены прочными вставками из твердого сплава.
Подача добытого гипсового камня в комбайн с последующей транспортировкой материала на первичный конвейер обеспечивают сегменты, расположенные в форме шнека. Регулировку размера загружаемых кусков породы, величина которых не должна превышать 300 мм, осуществляется благодаря конструктивным особенностям барабана карьерных комбайнов.
Работа механизма основана на принципе свободного расположения сегментов, вкупе с различной конфигурацией и размером зубцов. Лидером среди производителей карьерных комбайнов является немецкий машиностроительный концерн Wirtgen.
Размеры гипсового камня после первого этапа дробления составляют 30-50 мм. В дальнейшем материал измельчается до состояния крупы. Стоит отметить, что в последнее время широкое применение получили молотковые дробилки, благодаря которым процесс измельчения гипса осуществляется в одну стадию.
Последующий этап производства гипса – превращение гипсовой щебенки в порошок, происходящий в роликомаятниковых мельницах. Из-за невозможности обработки влажного гипса, на этой стадии происходит сушка материала. Регулируемая скорость газового потока из дымовых котлов позволяет измельчать гипс с высокой точностью. При этом увеличение скорости потока делает материал более грубым и наоборот. Гипс подвергается термической обработке в течение 1-3 часов при температуре 130-160 °С.
Подземный способ добычи и производства гипса
Несмотря на то, что разработка открытым способом ведется на большинстве месторождений гипсовых пород, более половины общего объема полученного материала обеспечивают предприятия, деятельность которых основана на подземном методе добычи.
Технология подземного способа при добыче и производстве гипса основана на извлечении автономными камерами из пласта породы полезного ископаемого с поддержанием кровли. Очистные мероприятия обеспечиваются колонковыми перфораторами, скреперными лебедками, станками глубокого бурения, экскаваторами-бульдозерами, самосвалами и самоходными вагонетками. Выработанные полости используются для хранения различных материалов.
Как правило, полезный пласт гипсовых месторождений представляет собой неоднородный по качеству и разносортный слой, нередко содержащий различные примеси глинистых, песчаных или карбонатных пород. Поэтому в процессе обработки необходимо обогащать материал. Метод представляет собой вариант селективного измельчения, который основан на разной степени дробления прочных и слабых компонентов.
Наибольшая эффективность процесса селективного измельчения происходит в мельницах ударного действия и дробилках. Преимущество подобного метода – обеспечение максимальной разницы между затратами энергии на дробление слабых минеральных компонентов и прочных измельчаемых материалов. Главным параметром процесса избирательного дробления является скорость рабочего ротора дробилки или мельницы.
Погрузка сырого гипса в котел осуществляется с помощью винтового конвейера. Пары воды выводятся через специальные трубы. В результате измельчения и обсушки гипс поступает в бункер. Конечный и готовый к последующему применению материал представляет собой вяжущее вещество, которое используется в качестве компонента при производстве строительных материалов.
Важным фактором производства гипса является монтаж многоступенчатой системы очистки. Это обязательное требование для любого завода, персонал которого работает в условиях вредной для легких человека пыли, выделяемой в процессе обработки материала.
Ниже на фото представлена подмосковная гипсовая штольня. Объем выработки настолько велик что все тоннели штольни в несколько раз превышают московское метро.
promplace.ru
«Производство строительного гипса» — Сандинский гипсоперерабатывающий комбинат
Производство строительного гипса
Компания «Тобис» занимается разработкой и изготовлением оборудования для производства строительного гипса с 2005 г. Первая установка производства строительного гипса марок Г4-Г7 была запущена в Ульяновской области осенью 2006 г. В дальнейшем технологическая схема установки и оборудование постоянно совершенствовалась и модернизировалась. Запуск установки производства строительного гипса в Казахстане и в Новосибирске в 2007 г. показал, что направления, по которым проводилась модернизация, были выбраны правильно.
В декабре 2008 г. на ООО «Сандинский гипсоперерабатывающий комбинат» (ООО «СГПК») (Республика Башкортостан) введена в эксплуатацию новая установка производства строительного гипса. Ее производительность в периодическом режиме составляет 120 т/сут; в непрерывном режиме до 170 т/сут.
Компания ООО «САНДИН» с 2003 г. является одним из крупнейших поставщиков гипсового камня для предприятий строительной индустрии, цементной промышленности и сельского хозяйства. В 2007 г. было принято решение о необходимости запуска предприятия для производства гипсового порошка.
В декабре 2008 г. производство было запущено. В настоящее время объемы выпуска гипсового порошка на ООО «СГПК» растут, отрабатываются технологические режимы выпуска продукции для производителей сухих строительных смесей, гипсокартона, пазогребневых блоков. В конце 2009 г. планируется запуск второй технологической установки производства строительного
Технология производства
Технология производства строительного гипса на базе гипсоварочных котлов состоит из трех основных переделов: дробления исходного сырья; помола и сушки: варки гипсовой мучки в гипсоварочных котлах.
Технологический передел № 1
Гипсовый камень фракции 60-300 мм поступает с помощью фронтального (грейферного) погрузчика и транспортной системы, состоящей из питателей и транспортеров, в щековоую дробилку где дробится до фракции 20-60 мм. Размер фракции регулируется размерам выходной щели дробилки. Для изменения производительности питатель снабжен peгулируемым приводом и шиберной заслонкой.
Технологический передел № 2
Измельченный материал после прохождения железоотделителя подается в молотковоую аксиальную мельницу, предназначенную для тонкого помола и одновременного подсушивания гипсового щебня, так как в мельнице материал измельчается и нагревается.
Молотковые аксиальные мельницы относятся к группе быстроходных молотковых размольных машин и состоят из корпуса, ротора с билами, привода и встроенною сепаратора. Подача щебня в мельницу осуществляется по направлению вращения ротора. В результате ударов бил щебень измельчается в порошок. Тонкость помола материала зависит от скорости подачи, объема вентилирующего агента и угла установки лопаток встроенного сепаратора.
В качестве теплоносителя и вентилирующего агента используются отходящие дымовые газы гипсоварочных котлов. Температура дымовых газов при входе в мельницу в зависимости от выбранного теплового режима обжига гипса в котлах может колебаться от 200 до 500°С.
Измельченный, высушенный и отсепарированный до остатка не более 2-10% на сите № 02 гипсопорошок осаждения.
Технологический передел № 3
Варка гипсового порошка происходит в гипсоварочном котле топочными газами с температурой данным футеровкой котла и жаровым трубам. Теплоносителем в этих проходах служат продукты сгорания природного газа (жидкого светлого топлива) в специальной топке. Гипс в варочном котле непосредственно не соприкасается с дымовыми газами, его температура составляет 100-150°С. В процессе варки он интенсивно перемешивается и равномерно нагревается, что обеспечивает получение однородного продукта высокого качества.
Сжигание газообразного (жидкого) топлива происходит в печи обогрева.
Гипсоварочный котел представляет собой вертикальный стальной барабан, оборудованный мешалкой и закрытый сверху крышкой, снабженный патрубками для загрузки порошка и отвода смеси пара с частицами гипса.
Процесс варки гипса сопровождается интенсивным выделением кристаллизационной воды. В этот периоднаблюдается кипение гипсового порошка. Из патрубка, расположенного на крышке котла, интенсивно выделяется смесь пара с частицами гипса. Дымовые газы с температурой 200-500°С, не соприкасаясь с материалом, выносятся в молотковую мельницу. Разрежение в дымовых каналах котлов создается за счет дымососа, который одновременно является тяговым агрегатом молотковой сепараторной мельницы. Пары воды и частицы гипса, образованные при дегидратации гипса в котле, а также избыточная пылевоздушная смесь бункера томления удаляются из котла. Полученный в гипсоварочном котле полуводный гипс выгружается в бункер томления.
печах, гипс после гипсоварочных котлов выхолит стабильного качества, с высокими прочностными характеристиками.
Физико-химические процессы твердения гипса согласно теории академика А.А. Байкова протекают следующим образом. Полуводный гипс, частично растворяясь в воде, переходит в менее растворимый двуводный гипс и создаст перенасыщенный раствор. Ввиду недостатка воды весь гипс перейти в раствор не может и, гидратируясь, выделяется в виде мелкодисперсной массы, подобной коллоиду. Образовавшийся коллоид быстро кристаллизуется. Выделяющиеся игольчатые кристаллы двуводного гипса, переплетаясь между собой, образуют прочный кристаллический сросток. Процесс коллоидизации и кристаллизации продолжается до тех пор, пока весь полуводный гипс не перейдет в двуводный.
Нарастание прочности гипса происходит вследствие процесса сращивания кристаллов двуводного гипса. Происходящее при высыхании гипсового изделия выпадение гипса, находящегося в растворе, способствует сращиванию игольчатых кристаллов двугидрата.
Принципиальная технологическая схема производства строительного гипса с использованием гипсоварочных котлов и молотковых мельниц не является новой, но компактная технологическая линия, снабженная современной автоматизированной системой управления, позволяет обеспечить выпуск строительного гипса постоянной высокой марки, обеспечить контроль режимов варки и гибкое изменение параметров гипса в зависимости от требований.
Автоматизированная система управления установкой по производству строительного гипса (далее система) предназначена для обеспечения работы всех элементов технологического оборудования в автоматическом и ручном режимах. Система представляет собой комплекс аппаратных и программных средств. совместно выполняющих задачу по управлению техно-бытъ условно разделена на три уровня.
Нижний (полевой) уровень представлен датчиками и исполнительными механизмами. В качестве датчиков в сигнализаторы уровня, приборы контроля тока двигателя и дополнительные контакты, сигнализирующие о состоянии и режиме работы двигателей.
Исполнительными механизмами системы являются двигатели с контакторами для прямого пуска, двигатели с переменной частотой вращения, управляемые частотно-регулируемыми приводами, и электромеханические позиционеры для управления дроссельными заслонками.
На среднем уровне система представлена программируемым логическим контроллером (ПЛК) с модулями ввода-вывода аналоговых и дискретных сигналов. ПЛК отвечает за прием сигналов от датчиков и выдачу управляющих сигналов на исполнительные механизмы в соответствии с заложенной в него программой.
На верхнем уровне система представлена устройством человеко-машинного интерфейса. Это компьютер, соединенный с контроллером промышленной сетью и с установленным на нем специализированным программным обеспечением.
Практически все оборудование и ПО, применяемое для системы автоматизации, произведено компанией Siemens AG.
Компоновочные и технологические решения
Все технологическое оборудование смонтировано па металлической строительной этажерке, размеры которой в плане составляют 15×10 м. Максимальная высота оборудования 16 м. Технологическая установка монтируется в крытом производственном помещении и не требует многоярусных железобетонных строительных конструкций.
Для уменьшения мест погрузки и зависания гипсового материала компоновка технологической установки выполнена таким образом, чтобы количество и длина транспортеров и подъемников были минимальны. В качестве транспортеров используются винтовые конвейеры длиной не более 5 м и один ленточный элеватор. Для уменьшения мест отложения гипсового продукта внутри газоходов и воздуховодов длина, количество и число поворотов выбрано минимальным.
В качестве основного агрегата обжига в технологической установке используется жаротрубный гипсоварочный котел. Жаровые трубы расположены в три яруса по две на каждом ярусе. Полный объем котла 25 м3, рабочий объем 20 м3. Скорость вращения мешалки 20 об/мин. Увеличенный объем котла по сравнению с применяемыми па многих российских предприятиях обжиговыми агрегатами позволяет увеличить производительность установки, производить варку гипсового продукта как в периодическом, так и в непрерывном ре-Гипсоварочный котел монтируется на строительной этажерке за верхнюю часть. Он не опирается днищем на металлические опоры и футеровку котла, что позволяет облегчить обслуживание днища и футеровки.
Для помола гипсовой щебенки применяется молотковая мельница с диаметром ротора 1300 мм и длиной 1300 мм. Для улучшения вентиляции мельницы и соответственно увеличения ее производительности по гипсовому продукту топочные газы подводятся к мельнице с боковых сторон аксиально сверху вниз. Гипсовая щебенка подается тангенциально.
Для аспирации мельницы применяется двухступенчатая система очистки — с помощью циклонов и рукавных фильтров. Пары гипса, образованные при его дегидратации в гипсоварочном котле, не направляются в общую аспирационную систему, а удаляются собственным вентилятором после обеспыливания в рукавном фильтре. Парогазовый факт выполняется коротким, не более 2 м, для уменьшения возможности отложения материала на входе в рукавный фильтр. Регенерация рукавного фильтра осуществляется с помощью обратной продувки сжатым воздухом при отключении системой дух перед подачей в рукавный фильтр подогревается.
Для сжигания топлива используется горелка немецкой фирмы WETSHAUPT. Горелка имеет ряд преимуществ: компактна, надежна в эксплуатации, имеет свою систему управления, которую можно связать с контроллером системы автоматизации гипсоварочной линии. Это позволяет регулировать температуру топочных газов непосредственно с операторской стойки.
С 2007 г. большой опыт по варке гипса был накоплен ТОО «Гипсо Газ Синтез» (г. Текели, Республика Казахстан). За это время на комбинате перерабатывался гипс различных месторождений, в том числе синтетический, полученный при нейтрализации серной кислоты известняком.
За период промышленного освоения и эксплуатации на заводе перерабатывался: гипсовый камень месторождения Бурултау Жамбыльской области с содержанием основного вещества 72—76 мас. %; синтетический брикетированный гипс с содержанием основного вещества 76-82 мас. %; гипсовый камень одного из месторождений Узбекистана с содержанием основного вещества 90-96 мас. %.
Цикл дробления и измельчения обеспечил получение гипсовой муки около 70 % с остатком на сите № 02 не более 2%, около 30 % с остатком на сите № 02 не более 8 %. Варка производилась в периодическом режиме, время варки для всех сырьевых материалов в среднем составляло около 2 ч 15 мин со средней производительностью 6 т/ч, или 144 т/сут. Средняя температура выгрузки материала из гипсоварочного котла для жамбыльского гипса 125-135°С, для узбекского гипса 140-155°С, для синтетического гипса 135—145°С.
За время эксплуатации в среднем выпускался гипс марки Г5- 80%; ниже Г5 — 10%; выше Г5 — 10%.
По опыту работы установки производства строительного гипса на ООО «СГПК» можно отметить, что установка позволяет гибко регулировать технологию и получать на выходе продукт с нужными физико-химическими свойствами.При отработке технологического режима на установке был внедрен ряд инженерно-технических решений, который позволил оптимизировать затраты тепла и электроэнергии и уменьшить количество обслуживающего персонала. Специалистами ООО «СГПК» предложены определенные технологические решения, что должно привести к увеличению производительности в периодическом режиме до 150 т/сут.
Современные теплоизоляционные материалы, система аэрации помогают управлять точкой росы, что помогает избегать появления гидратированных комочков.
На установке ООО «СГПК» был опробован и запущен скребковый тарельчатый конвейер. Транспортировка готового продукта из-под бункера томления скребковым тарельчатым конвейером вместо пневмотранспорта дала экономию электроэнергии, а также, избежав соприкосновения горячего гипса с большим объемом воздуха, удалось повысить прочностные качества продукта.
При отладке системы автоматизации были определены оптимальные места установки всех датчиков (температуры, уровня, давления). Оператор руководствуется более точными данными, что позволяет своевременно реагировать на изменения в технологическом процессе.
Температурные показания в гипсоварочном котле снимаются трехзонным датчиком, в связи с чем точность данных колеблется в пределах ±1°. На данном этапе ведутся совместные работы конструкторов ООО «Тобис» и инженеров ООО «СГПК» над системой помола гипсового камня с целью увеличения производительности помола гипсового камня на мельнице до 12 т/ч.
Система фильтрации гипсоварочного котла очищает отходящие пары от пыли до требуемого уровня по существующим санитарным нормам, а уловленная пыль возвращается обратно в технологический процесс, благодаря чему практически нет выбросов в окружающую среду и технологических потерь материала.
На основании вышеизложенного можно сделать вывод, что данная производственная линия более совершенна по сравнению с другими аналогичными установками по производству гипсового вяжущего. Дальнейшее совершенствование автоматизации линии и постоянная модернизация технологических узлов оборудования позволит еще более оптимизировать данное производство.
Планы дальнейшего производства
Как уже отмечалось выше, запуск второй технологической установки на ООО «СГПК» запланирован в конце 2009 г. В настоящий момент специалисты ООО «СГПК» ведут строительные работы для подготовки площадки под монтаж оборудования. Поставка технологического оборудования для второй очереди намечена на август 2009 г.
В 2008 г. ООО «Тобис» принимало участие в расширении завода «Майкопгипсстрой». Совместно со специалистами ООО «Майкопгипсстрой» решались вопросы подбора оборудования для модернизации действующего производства. В 2010 г. предполагается ввод в эксплуатацию новых производственных мощностей. Основное технологическое оборудования для новой установки уже поставлено.
В стадии изготовления находятся две технологические линии производства строительного гипса для ООО «Планета Гипс» (Майкоп, Республика Адыгея). Эти линии будут работать на гипсовом камне Шушукских месторождений с высоким содержанием CaSO4 . 2h3O (более 95%), что соответствует 1 сорту.
Фирма «Тобис» совместно с украинской компанией ООО «Строительное управление 77» планировали запуск в 2009 г. на Украине установки производства строительного гипса из отхода промышленного производства — фосфогипса. Украинские партнеры на технологической установке производительностью до 1 т/ч добились получения гипсового продукта из фосфогипса, удовлетворяющего технологическим требованиям и санитарным нормам к строительному гипсу. Поставка основного технологического оборудования промышленной установки получения строительного гипса из фосфогипса была осуществлена ООО «Тобис» летом 2008 г., но из-за сложных экономических условий монтаж и запуск технологического производства откладываются. Несмотря на это, планируется в 2009-2010 гг. изготовить полупромышленную установку малой производительности; на собственных производственных площадях произвести подбор оборудования и отработать технологический режим производства гипса строительного из фосфогипса.
sandin.ru