Организация гальванического производства
Гальваническое производство принято считать едва ли не самым опасным источником, негативно отражающимся на состоянии окружающей среды. Основная опасность грозит различным водоемам, как подземным, так и поверхностным. При таком производстве образуется много сточной воды, которая и представляют максимальный уровень угрозы. В этой воде содержится множество примесей с тяжелыми металлами, присутствуют щелочной состав и прочие высокотоксичные соединения.
Организация гальванического производства
Технология гальванического производства должна быть взаимно адаптирована с процессом, в ходе которого сточные воды будут очищаться. Такой процесс нельзя осуществлять без наличия качественных очистных схем сооружений. Планируя осуществлять данный вид деятельности, необходимо учесть затраты не только на оборудование для самого процесса производства, но и на отведение жидких отходов. Также требуется учитывать затраты на организацию размещения твердых отходов и обезвреживание стоков.

Далее производство гальванических линий должно быть утверждено необходимыми инстанциями. После этого следует заняться строительством цеха и закупкой или изготовлением оборудования. Когда, после монтажа оборудования, цех практически готов к началу процесса производства, нужно все тщательно перепроверить и провести пуско-наладочные работы. Завершающим этапом организации является получение лицензии и паспортизация оборудования.
Организация гальванического производства начинается с проектирования цеха или участка. До того, как непосредственно приступить к проектированию, следует получить соответствующее разрешение на размещение производства в желаемом месте. Место должно находиться на расстоянии не менее 150 м от детских учреждений, жилых домов и тому подобных объектов. После получения разрешения заказывается проект, в котором разрабатываются схемы технологических процессов. К этим операциям можно отнести самые различные расчеты: водоснабжения, вентиляции, электропитания и, конечно же, сооружений для очищения.

Производство гальванического оборудования может иметь разные направления. Так, все линии разделяются на полуавтоматические, автоматические и ручные. Это могут быть просто гальванические ванны или же отдельные производства. Зачастую в процессах используется старое, но модернизированное оборудование. Вся комплектация должна соответствовать определенным требованиям: иметь хорошее антикоррозийное покрытие, быть изготовленной из высококачественных материалов, соответствовать размерам помещения.
Производство гальванических ванн — это достаточно сложный процесс, требующий применения специализированного оборудования. Современные технологии позволяют наиболее часто использовать в качестве материала для таких ванн полипропилен. Ванны из полипропилена обычно имеют прямоугольную форму. В ходе рабочих операций они наполняются химическими растворами и щелочами. Именно здесь проходят гальваническую обработку все поверхности деталей, используемых затем для оборудования гальванических цехов.

Процесс очистки сточных вод
Сточные воды гальванического производства — неотъемлемая часть данного процесса. Зависимо от того, в какой фазе находится состояние вещества, делятся на четыре категории все загрязнения, оказывающиеся в стоках. Первая категория представляет собой растворенные соли, являющиеся по сути щелочами и разнообразными кислотами. Вторая категория – это растворенные вещества органического типа, третья – взвеси (тонкодисперсные эмульсии/суспензии), а четвертые представлены высокомолекулярными соединениями и коллоидами.
Вода для гальванического производства — это жидкость, наполняющая промывные ванны. Зависимо от типа покрытия, эта вода должна соответствовать определенным показателям. Так, ее солесодержание не должно превышать 1 – 5 мг/л. Стоит заметить, что данную жидкость следует постоянно обновлять. Чтобы обеспечить обновление промывных ванн часто применяются установки обратного осмоса. Основным показателем, который наиболее тщательно контролируется при подготовке воды, используемой в гальваническом производстве, считается удельная электропроводность.

Очистка стоков гальванического производства — едва ли не самая важная составная процесса. Для отдельной конкретной категории загрязнений практикуется собственный тип очистки. Взвешенные вещества часто подвергаются очистке способами, которые создаются с помощью сил флотации, адгезии, гравитации. Коллоиды отделяются с помощью коагуляции. Установки нанофильтрации, как и сорбционные фильтры используются для удаления органических веществ. Реагентным методом устраняются неорганические загрязнения.
Очистка сточных вод гальванического производства проводится на разнообразнейшем оборудовании с применением различных методов. Все используемые методы можно разделить на мембранные, сорбционные, физическо-механические, электрохимические, коагуляционно-флотационные и химические. Мембранный метод подразумевает нано- и ультрафильтрацию, а также электродиализ и обратный осмос. Для сорбционного метода понадобятся фильтры.
Экологически безопасное гальваническое производство — отрасль, в которой постоянно ведутся исследования и опыты. Такой процесс можно осуществить, только учитывая множество параметров. Для этого нужно учитывать экологические характеристики материалов и веществ, исследовать базовые составы электролитов и растворов.

Современное гальваническое производство, вредность которого для окружающей среды весьма велика, предполагает разработку соответствующих нормх относительно организации производственного процесса. В данных нормах указана минимальная необходимая отдаленность гальванических цехов от жилых и общественных объектов, а также многие другие требования.
Отходы гальванического производства могут быть вовлечены в некоторые современные технологии. Они активно используются в роли добавки к шихте. Такая добавка актуальна при изготовлении керамзита, кирпичей или, к примеру, керамической плитки. Также отходы применяют в виде добавок во время приготовления гальванических растворов.
Очистные сооружения для гальванического производства — самое необходимое оборудованием. Современные очистные схемы обеспечивают высокую эффективность очистки от ионов тяжелых металлов и снижают общее солесодержание в стоках. Дополнительное преимущество использования современных очистных сооружений при гальваническом производстве — возможность применения стоков в оборотном водоснабжении предприятия.

promplace.ru
Гальваническое производство, оборудование, емкости, линии, ванны

Гальваническое производство и другие технологии обработки и защиты поверхности металлических изделий являются той областью современной промышленности, где для изготовления технологического оборудования особенно широко применяются инженерные термопласты.
Обычно выделяют следующие стадии физико-химического процесса обработки поверхности:
- Промывка и травление
- Гальваническое производство (нанесение защитного покрытия)
В дополнение к этому необходимыми элементами гальванического производства являются:
- Системы вентиляции
- Системы водоочистки
При строительстве этих систем также широко используются инженерные термопласты. В частности, особенно широко применяются такие материалы как листовой полипропилен и полиэтилен высокой плотности (HDPE, ПЭНД).
В отечественной и зарубежной практике сваренные из полипропиленовых листов ванны для гальванических процессов в настоящее время активно вытесняют стальные ванны, футерованные различными материалами (резиной, мягким ПВХ и т.д.).
Гальваническое производство образует сточные воды, характеризующиеся высокой концентрацией ионов тяжелых металлов. Для их удаления используют отстаивание, фильтрование, нейтрализацию, химическое осаждение, коагуляцию, сорбцию и т.д. Емкости для обработки сточных вод цехов, также целесообразней всего изготавливать из инженерных листовых полимеров, таких как полипропилен, полиэтилен и поливинилхлорид.
ООО СибМашПолимер специализируется на разработке, производстве, поставки и монтаже оборудования из термопластов и стали для гальванических производств. Наше оборудование отличается высоким качеством работы и большим сроком эксплуатации. Изготавливается в соответствии с пожеланиями Заказчика по индивидуальным эскизам, чертежам, ТЗ.
www.sibmashpolymer.ru
Гальваническое оборудование
Обработка металлических изделий гальваническим методом является одним из наиболее распространенных и востребованных способов нанесения покрытий. С его помощью наносятся защитные или декоративные покрытия. В частности это хромирование, никелирование, меднение, серебрение. Преимуществами гальванического метода нанесения покрытий являются простота, экономичность процесса, стойкость и долговечность покрытий.
В настоящее время в промышленности используется несколько основных типов гальванического оборудования, каждый из которых выполняет свой спектр задач. К ним относят:
- Гальванические ванны;
- Гальванические линии;
- Барабаны или роторные установки;
- Дополнительное оборудование.
Гальванические ванны – установки, предназначенные для нанесения покрытий методом погружения заготовок в емкость с рабочим раствором с дальнейшей гальванической обработкой. Конструктивно представляют собой емкости, в которых содержится рабочий раствор и проводятся все стадии процесса: подготовительный, основной и процесс дополнительной обработки. В зависимости от типа обрабатываемых деталей производятся в виде наливных ванн, наливных колоколов, ванн для анодирования и травления. Отдельно стоит отметить ванны для обезжиривания, промывки и сушильные ванны, которые используются на подготовительных и финишных стадиях процесса.
Несмотря на то, что выпускается большое разнообразие гальванических ванн все они должны отвечать требованиям гидро- и электроизоляции, обеспечивать свободный доступ к обрабатываемым деталям, а также иметь системы электроснабжения и подачи воздуха. В настоящее время большинство всех производимых гальванических ванн изготавливаются из химически инертной пластмассы с дополнительным покрытием.
По методу загрузки заготовок ванны делятся на оборудование с ручной или автоматической подачей.
Гальванические линии
Гальванические линии – это промышленные установки, которые объединяют серию ванн и дополнительно оснащены манипуляторами или конвейерными установками для подачи заготовок. Такие линии оборудуются на производствах с большими объемами обрабатываемой продукции. Преимущества использования гальванических линий заключается в том, что они обеспечивают автоматизацию процесса и высокую производительность. Кроме того, в гальванических линиях за счет использования автоматических манипуляторов возможен доступ к ваннам с различными растворами в произвольном порядке. Это расширяет ассортимент наносимых покрытий и обрабатываемых деталей.
Роторные установки – специфический тип промышленного гальванического оборудования, которое используется для обработки мелких деталей. В основном применяется для гальванической обработки метизной продукции. По конструкции, роторные установки представляют собой ванну закрытого типа, выполненную в форме барабана и устройства привода. Процесс проходит при непрерывном вращении барабана. Это обеспечивает равномерный доступ рабочего раствора ко всем обрабатываемым деталям.

Дополнительное оборудование – служит для обеспечения основного рабочего процесса. В эту группу оборудования выделяют установки фильтрации и регенерации основного рабочего раствора, системы автоматической подачи заготовок, оборудование для предварительной фильтрации воды и вентиляции рабочего пространства, системы дозирования и подачи реагентов.
Гальваническое оборудование любой производительности требует оснащения дополнительным оборудованием в обязательном порядке. С одной стороны оно обеспечивает правильность прохождения процесса и качество нанесения покрытия, а с другой безопасность производства.
promplace.ru
Гальваническое производство
Наше предприятие не только производит различные изделия: эллиптические днища, заглушки, фланцы и многое другое. На участке гальванических покрытий возможно нанесение металлического поверхностного слоя на детали из самых разных материалов. Металлическая пленка, образующаяся на обрабатываемом изделии, может иметь различную толщину, но она не способна оказать существенное влияние на размеры детали. В то же время устойчивость изделия после такой обработки к коррозии и другим негативным воздействиям существенно увеличивается.
Виды покрытий в гальванике
В результате электрохимической реакции можно получать самые разнообразные покрытия. Их выбор зависит от назначения изделия и условий его эксплуатации:
- для повышения устойчивости стали, чугуна, других сплавов и металлов к коррозии чаще всего используется цинкование и лужение, но также высокими антикоррозийными свойствами обладает гальваническое покрытие из хрома и свинца;
- сделать изделие более устойчивым к истиранию помогает хромирование и железнение;
- очень часто гальванические покрытия применяются для придания изделию привлекательного вида и особой декоративности. Красивый блестящий цвет можно получить в результате хромирования, меднения, серебрения, золочения, а также анодирования алюминия;
- металлические покрытия, полученные электрохимическим способом, часто применяются в технических целях. Серебро и никель повышают электропроводимость, покрытия из них используют для контактов в электронной промышленности. Медь и кадмий прекрасно поддаются пайке, поэтому их наносят на отдельные части деталей, которые потом соединяются в единое целое. Медь и хром часто используют при проведении реставрации автомобильных деталей или частей трущихся механизмов.
Используя гальванические покрытия, можно полностью изменить свойства поверхностного слоя изделия. Например, изделия из пластика могут служить проводником тока, а чугун приобретает красивую блестящую поверхность.
Особенности процессов
Гальванические процессы протекают в растворах электролитов после пропускания через них электрического тока. В качестве оборудования используются специальные емкости различных размеров – гальванических ваннах. На производстве участок гальванических покрытий чаще всего представляет собой ряд емкостей, в которых все изделия проходят поэтапную обработку.
Нанесение защитного покрытия электрохимическим способом состоит из таких основных этапов:
- предварительная подготовка изделия включает в себя механическую очистку, полировку (при необходимости), а также химическое обезжиривание и удаление остатков масляной пленки. От качества подготовки поверхности изделия во многом зависит надежность и прочность готового покрытия;
- перед попаданием изделия в раствор электролита, его несколько раз промывают водой, чтобы удалить все следы использованных для обезжиривания веществ;
- электрохимические процессы проводятся в подготовленных растворах электролитов. Если процесс требует нескольких реакций, то они происходят последовательно, с изменением режима или используемого раствора;
- большинство гальванических процессов требуют проведения пассирования изделий после нанесения основного покрытия. В зависимости от наносимого металла, для этих целей может быть применена горячая вода или хроматирование;
- завершающая стадия включает в себя промывку изделия и сушку горячим сжатым воздухом.
После нанесения гальванических покрытий, изделия приобретают красивый внешний вид и поверхность, которая не требует дальнейшей обработки и полировки.
prodnisha.ru
Процесс,технология, метод и устройство гальваники
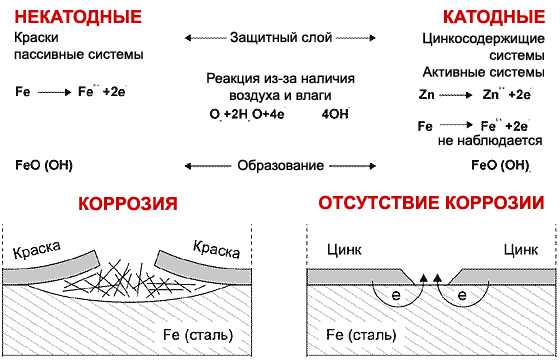
Процесс гальваники позволяет наносить на металлические поверхности высококачественные напыления, которые эффективно защищают изделия от коррозии. Изоляция металлических деталей от воздействия окружающей среды может быть сделана при помощи различных материалов. Наиболее распространенными считаются металлические покрытия, которые бывают анодными и катодными. Гальваника – технология, при помощи которой можно наносить как катодные, так и анодные защитные напыления.


Катодные покрытия и анодные покрытия
- Катодный защитный материал отличается тем, что имеет более положительный стандартный электродный потенциал, чем само изделие. Если верхний слой остается целостным, то оно хорошо защищает деталь от электрохимической коррозии. Когда катодный слой нарушается, то он не только не ограждает металл от коррозии, но и способствует его разрушению. Примером такого изделия может служить луженое железо, в котором в качестве изоляционного материала применяется слой олова, нанесенный на железное изделие.
- Анодные покрытия также наносятся при помощи гальваники, технология заключается в том, что на металлическое изделие наносится тонкий слой другого металла, более электроотрицательного. В таком случае при возникновении условий для коррозии разрушается защитный материал, а не основное изделие. Верхний слой выполняет роль анода и называется анодным, например, хромированное железо.
Преимущество анодных материалов заключается в том, что они защищают металлические изделия от механического воздействия агрессивной среды. Технология гальванического цинкования – наиболее распространенный способ нанесения анодных материалов. При применении данной методики обработка металла производится электролитическим способом. В процессе гальваники на поверхности изделия осаждается тонкий цинковый слой. В результате деталь приобретает идеальный внешний вид, а также этот метод позволяет сохранить форму и размеры изделия.
Цинковое покрытие
Цинкование позволяет сделать анодный защитный слой высокого качества. Такой вариант применяется во многих отраслях промышленности потому, что цинк стоит относительно не дорого. Для цинкования применяют различные виды электродов, но во всех случаях используют соли цинка.
В атмосферных условиях цинковый слой является анодным по отношению к железу. Именно цинк становится растворимым электродом в замкнутом микрогальваническом элементе. Если повреждается защитный материал, к примеру, на нем появляются забоины или царапины, то в разрушенную полость проникает влага.
Причем получается гальваническая пара, в ней оба электрода непосредственно соединены. В данном случае электролитом становится водный солевой раствор.
В процессе работы микрогальванического элемента сохраняется основа, а разрушается цинк. Для защиты от коррозии стальных деталей цинковые материалы применяются очень часто. Помимо цинка, для создания антикоррозийных слоев методом гальваники используют также и другие материалы, такие как никель, хром, свинец, кадмий и т.д.
Преимущества металлических покрытий, выполненных при помощи гальванического метода
Метод гальваники широко применяется для создания антикоррозийного покрытия изделий в разных отраслях промышленности. Потому, что такие покрытия надежно защищают основной металл от коррозии и обладают также следующими преимуществами:
- придают поверхности изделия износостойкость и твердость;
- покрытия улучшают декоративный вида изделий;
- с их помощью восстанавливают размеры и форму изношенных элементов.
Сегодня существует несколько способов нанесения защитных металлических материалов на поверхность основных металлических деталей: горячий, термомеханический, химический и другие.
По сравнению с другими методами гальванический способ нанесения защитных материалов обладает многими преимуществами:
- данные верхние слои устойчивы по отношению к коррозии;
- гальванические материалы отличаются отличными механическими и физико-химическими характеристиками;
- они имеют высокую твердость и износостойкость, малую пористость.
Кроме того, в процессе обработки металлов гальваническим способом существует возможность очень точно регулировать толщину верхнего слоя. Эта методика получила такое широкое распространение еще и потому, что только гальваническим способом.
Принцип нанесения гальванического покрытия
Давайте рассмотрим более подробно как сделать гальванику. При нанесении гальванического защитного материала применяется метод электролиза, в основе которого лежит электролитическая диссоциация. В процессе растворения какой-либо соли в электролите образуются ионы, которые в растворе хаотически движутся. Когда к электродам, находящимся в растворе, подключают источник тока, то заряженные ионы начинают двигаться направленно.
К катоду, отрицательному электроду, движутся положительные ионы. Данные частицы получили название катионы. К аноду, положительному электроду, движутся анионы – отрицательные ионы.
Если при подключении электрического тока к металлическим проводникам электроны движутся в одном направлении, то в электролитах положительные ионы движутся к катоду а отрицательные к аноду.
В этом видео, доступным языком, показан непосредственно сам процесс гальваники
Подготовка поверхности деталей для гальванического покрытия
Устройство гальваники требует предварительной подготовки поверхности базового металла. Гальванический верхний слой любого типа прочно соединится с основой только при условии, что обрабатываемая поверхность хорошо подготовлена. Она должна быть очищена от окисных пленок, жира и грязи. Участкам подготовки металлических деталей для гальванического покрытия следует уделять большое внимание. Чтобы верхний слой был надежным и долговечным, нужно чисто обработать поверхность, обеспечить отсутствие раковин, сбоев, пор и других дефектов.
Вывод: если сравнивать анодные и катодные покрытия, то наиболее эффективными считаются анодные материалы. Так как они защищают изделие из металла даже когда нарушается целостность изоляционного слоя. Гальванический метод – одна из самых востребованных в различных отраслях промышленности технологий. Данная методика позволяет осуществлять прочную и надежную защиту от коррозии разных металлических деталей.
ООО «Автоград-Д» предлагает быстрое решение вашей проблемы – услуга гальваническое цинкование, которое является одним из наиболее результативных методов в металлообработке.
auto-grad73.ru
Лекция 15. Технология гальванических производств
Цель гальванической обработки – защита металлических изделий от коррозии, а также придание требуемого декоративного вида или необходимых свойств поверхностному слою деталей (твердость, износостойкость, электропроводность и т.д.). Покрытия бывают не только гальванические, а также физические, химические. Однако гальванические покрытия являются наиболее распространенными.
Гальванические покрытия могут быть заданной толщины от единиц до сотен микрон. Кроме того покрытия имеют высокие эксплуатационные свойства. Расход металла в данном случае намного меньше, чем при использовании других покрытий. Однако у этого метода есть и недостатки: значительный разброс толщины покрытия на сложно-профильных деталях, образование большого количества токсичных сточных вод, плохие санитарно-гигиенические условия труда.
Подготовка деталей к нанесению гальванических покрытий
Перед нанесением покрытий поверхность деталей должна быть определенным образом подготовлена. Детали подвергаются механической обработке, обезжириванию и травлению.
Механическая подготовка
Механическая подготовка состоит в удалении с поверхности деталей окалины, раковин и придании поверхности деталей требуемой шероховатости. Для механической обработки используют шлифование и полирование.
Обезжиривание
Обезжиривание – это удаление жиров и масел с поверхности изделий. Жировые загрязнения бывают двух видов: жиры животного и растительного происхождения (сложные эфиры глицерина и жирных кислот) и минеральные масла (смесь углеводородов в основном предельных).
Жиры животного и растительного происхождения способны омыляться.
В результате омыления образуются растворимые соединения: натриевые соли жирных кислот и глицерин.
Минеральные масла не омыляются. Их можно удалить только органическими растворителями или с помощью поверхностно-активных веществ.
Существует три основных метода обезжиривания: обезжиривание органическими растворителями, химическое и электрохимическое обезжиривание.
Обезжиривание органическими растворителями
Обезжиривание органическими растворителями применяется для удаления минеральных масел и полировальных паст. После обезжиривания органическими растворителями на поверхности детали все-таки остается очень тонкая пленка жиров, которая препятствует прочному сцеплению покрытия с деталью. Для ее удаления используют обычно электрохимическое обезжиривание.
Практически все органические растворители токсичны. Поэтому их можно использовать только при наличии специального оборудования. Горючие органические растворители (бензин, керосин) для обезжиривания обычно не используют. Используют негорючие хлорированные или фторированные углеводороды (хлороформ, четыреххлористый углерод и т.д.)
К недостаткам этого метода можно отнести высокую стоимость органических растворителей и их токсичность. Фторированные углеводороды менее токсичны, но они еще более дороги и дефицитны.
Химическое обезжиривание
Химическое обезжиривание обеспечивает растворение жиров под воздействием щелочи и эмульгирование минеральных масел под воздействием поверхностно-активных веществ. Вещества, входящие в состав обезжиривающих растворов должны хорошо удалять жировые пленки, не вызывать коррозии, хорошо смываться водой.
В состав обезжиривающих растворов обычно входят следующие компоненты:
— щелочи или сода;
— поверхностно-активные вещества;
— фосфаты;
— силикаты.
Щелочи обеспечивают растворение жиров в результате реакции омыления. Оптимальная концентрация щелочи зависит от материала детали, ее загрязненности, наличия ПАВ и составляет 50-100 г/л.
Поверхностно-активные вещества обеспечивают эмульгирование минеральных масел При выборе ПАВ необходимо учитывать возможность последующего обезвреживания отработанных обезжиривающих растворов. Поэтому лучше использовать так называемые «мягкие» ПАВ, например, синтанол ДС-10 или синтамид-5. Оптимальная концентрация ПАВ – 2-8 г/л.
Фосфаты создают щелочную среду в результате гидролиза, а также уменьшают жесткость воды, связывая ионы кальция и магния в труднорастворимые соединения. Оптимальная концентрация фосфата натрия составляет 15-35 г/л.
Силикаты также как и фосфаты способствуют созданию щелочной среды. Кроме того они оказывают ингибирующее и эмульгирующее действие. Оптимальная концентрация – 5-10 г/л.
Обезжиривание обычно проводят при температуре 70-900С. В этих условиях омыление и эмульгирование происходит наиболее интенсивно.
studfiles.net
Гальваническое производство — Большая Энциклопедия Нефти и Газа, статья, страница 1
Гальваническое производство
Cтраница 1
Гальваническое производство в этом процессе играет значительную роль, так как сильно отстало от требований времени как по решаемым задачам, так и по экологической безопасности процессов. При выборе технологии гальванического производства практически не учитываются экологические требования и последствия. Действующие в стране гальванические производства, насчитывающие более 5000 цехов и участков, построены по одной технологии и решают только задачу нанесения покрытий или обработки поверхности металла, практически не учитывая процессов переработки и утилизации гальванических отходов и защиты окружающей среды. [1]
Гальваническое производство яв-ется крупным потребителем раз-чиых химических препаратов — створптелей, щелочей, кислот солей. [2]
Гальваническое производство связано с выделением вредных для человеческого организма паров, газов и пыли различных химических веществ. Кроме того, ванны для гальванических операций, промывные ванны с горячей и холодной водой создают повышенную влажность атмосферы цеха. [3]
Гальваническое производство связано с выделением большого количества вредных для организма человека паров, газов и пыли. Особенно вредны процессы, связанные с применением ядовитых веществ, шлифующих и полирующих материалов. [4]
Гальваническое производство сопряжено с выделением большого количества вредных для организма человека паров, газов и пыли, а также с повышенной температурой и повышенной влажностью воздуха в помещении. Особенно вредны процессы, связанные с применением ядовитых веществ, шлифующих и полирующих материалов и др. Одни из этих материалов действуют отравляюще на организм человека, другие вызывают болезни кожного покрова или дыхательных путей. [5]
Гальваническое производство относится к разряду весьма опасных источников загрязнения окружающей среды. Поэтому в перспективе необходимо рассматривать варианты бессточных систем водопользования с максимально возможным сокращением расхода свежей воды на промывку деталей. [6]
Гальваническое производство является крупным потребителем различных химических препаратов — растворителей, щелочей, кислот и солей. [7]
Гальваническое производство является крупным потребителем воды. В настоящее время оно интенсивно развивается на машиностроительных предприятиях. [8]
Гальваническое производство является одним из наиболее опасных источников загрязнения окружающей среды, главным образом поверхностных и подземных водоемов, ввиду образования большого объема сточных вод, содержащих вредные примеси тяжелых металлов, неорганических кислот и щелочей, поверхностно-активных веществ и других высокотоксичных соединений, а также большого количества твердых отходов, особенно от реагентного способа обезвреживания сточных вод, содержащих тяжелые металлы в малорастворимой форме. [9]
Гальваническое производство тесно связано с потреблением воды в качестве технологического сырья. Основным потребителем воды, как было отмечено выше, являются промывочные операции. [10]
Современное гальваническое производство значительно отстало от требований времени как в области технологии, так и в области экологии. При выборе технологии гальванического производства практически не учитываются экологические требования. Действующие в стране гальванические производства, которые насчитывают более 5000 цехов и участков, построены по одной технологии, рассчитанной на решение только одной задачи — нанесение покрытий или обработка поверхности металла — без учета процессов переработки и утилизации гальванических отходов, а также проблем зашиты окружающей среды. [11]
Современное гальваническое производство отстало от требований времени как в области технологии, так и в области экологии. При выборе технологии гальванического производства практически не учитываются экологические требования. Действующие в стране гальванические производства, которые насчитывают более 5000 цехов и участков, построены по одной технологии, рассчитанной на решение только одной задачи — нанесение покрытий или обработка поверхности металла — без учета процессов переработки и утилизации гальванических отходов, а также проблем зашиты окружающей среды. [12]
Экологически безопасное гальваническое производство. [13]
Совершенствование гальванического производства осуществляется путем внедрения отдельных единиц механизированного оборудования, поточно-механизированных и автоматических линий. В связи с повышенными требованиями к качеству продукции финишной обработке уделяется все большее внимание, и в настоящее время усиленно изыскиваются возможности для укрепления гальванических производств, повышения их рентабельности. Гальваническая обработка основана на групповой технологии, формирование групп деталей самых разных наименований и типоразмеров особых проблем не вызывает. Поэтому на предприятиях с большим общим объемом выпуска изделий или при крупносерийном характере производства основным путем технического перевооружения гальванических цехов является внедрение автоматических линий. [14]
Страницы: 1 2 3 4
www.ngpedia.ru