Производство пластиковых заглушек по чертежам и образцам заказчика в короткие сроки в Санкт-Петербурге
Производство заглушек из пластмасс выполняется методом литья под давлением на термопластавтоматах (ТПА). Именно эта технология позволяет получить максимально точную форму изделия при низких технологических затратах, так как одна и та же форма позволяет делать десятки тысяч отливок без снижения их качества. Важно соблюдение технологических режимов литья, это возможно только в условиях промышленной линии с современным техническим оснащением.
Оборудование для изготовления пластмассовых заглушек
Мы реализуем, как готовые типовые изделия (крышки пластмассовые различных размеров), имеющиеся на складах и выпускаемые в готовых формах, так и специальные варианты товара, производимые только на заказ. Стоимость партии таких изделий при литье на заказ рассчитывается с учетом цены пресс-формы. Чем больше партия — тем меньший процент стоимости формы в одном изделии. Объемы могут быть от одного изделия, до десятков тысяч.
Объемы могут быть от одного изделия, до десятков тысяч.
Изготовление пресс-формы для литья пластика
Используемые материалы для заглушек
Изготовление заглушки методом литья позволяет использовать любой полимерный материал. Самые высокопрочные изделия, от которых требуется стойкость к истиранию, отливаются из полиамида. Если важна низкая стоимость готового изделия, то оптимальный вариант — полиэтилен низкого давления (ПНД) или полиэтилен высокого давления (ПВД). Именно такая композиция используется для наверший. Полипропилен тоже обладает отличными характеристиками и имеет очень широкую сферу применения.
Отдельная группа — изделия из ПВХ, этот состав отличается отменной стойкостью к атмосферным воздействиям, ультрафиолету и низкой температуре. Производство из ПВХ идет на той же линии, что и из остальных полимерных материалов, настраивается только температура и другие технологические режимы.
Специальные изделия могут быть отлиты из LLDPE.![]()
- Все технические полимеры
- Все цвета по каталогу RAL
- Стандартная и нестандартная форма отливки
Широкий ассортимент продукции
Наши покупатели — строительные компании, производители мебели, торгового оборудования, подрядчики, осуществляющие строительство социальных объектов, например, детских площадок. Работаем с юридическими и физическими лицами по всей России и Санкт-Петербургу. Большой ассортимент изделий позволяет всегда найти вариант за лучшую стоимость под ваши задачи. Вот типовые примеры:
- Для металлоконструкций: пластиковая заглушка для профильной трубы, наконечник металлических ножек для мебели, стеллажей.

- Для пластмассовых изделий: соединение: пластик-пластик, сборно-разборные конструкции на резьбе, на защелках, под сварку (например на пластиковых трубах).
- Мебельные комплектующие из пластика: наконечники прямоугольные, круглые, фурнитура для торговой и офисной мебели. Любые цвета, фактуры.
- Для труб, сточных, отопительных и водопроводных систем с небольшим рабочим давлением.
Видео работы станка
Изготовление заглушек | ООО «ГлавКреп»
Закажите сейчас и получите скидку
10% за первый заказ!Производство
Компания «ГлавКреп» выполняет изготовление пластиковых заглушек в СПб на современных термопластичных автоматах. Заказывая нашу продукцию, вы получаете оптимально подходящий товар высокого качества по доступным ценам.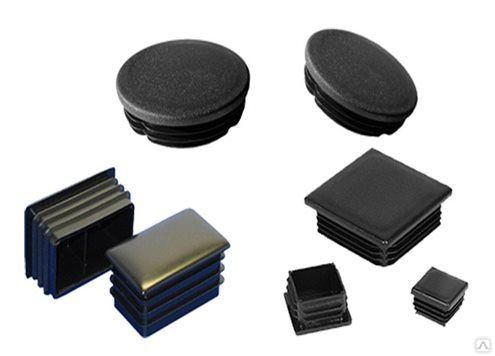
Производятся заглушки на заказ по чертежам, предоставленными клиентом, по любым (кастомным) параметрам, либо имеющимися у нас образцами (см. в каталоге).
Продукция в точности соответствует заявленным формам, размерам и показателям прочности.
Во время рабочего процесса учитывается температура пресс-формы и расплава пластиковой массы, скорость ее течения, сила давления и пр. показатели, требующие точности настройки. Даже небольшие погрешности при литье заглушек могут отразиться на качестве продукции и ее количественном выходе. Именно поэтому работу лучше доверить специалистам с большим опытом, которыми и являются наши сотрудники.
Для чего они нужны?
Заглушки из пластика – фитинги небольшого размера, предназначенные для закрытия отверстий в трубах и других изделиях.
Области использования:
- для герметизации концевых отверстий пластикового трубопровода для систем отопления, канализации (безнапорной), водопровода;
- при изготовлении мебели с каркасом или элементами из стальных профильных труб – для предупреждения повреждения пола и окружающих предметов острыми металлическими кромками;
- пластиковые предохранители для торцов труб исключают попадание вовнутрь влаги, грязи и мусора, которые могли бы вызвать коррозию металла;
- заглушки также необходимы для защиты от механических повреждений в процессе транспортировки, монтажа и эксплуатации;
- пластиковыми заглушками можно воспользоваться для придания законченного вида изделию и декоративности, скрытия огрехов, допущенных в процессе монтажа.

Особенности:
Выпускаются заглушки различных форм – круглые, треугольные, прямоугольные, овальные, плоские (для надевания на стальные полосы), с фетровыми подкладками.
Изделия отлично герметизируют систему при запаивании, не ржавеют, легко монтируются и демонтируются, имеют низкую стоимость.
Недостатками является невысокая прочность пластиковой детали и склонность к истиранию – заглушки разрушаются под нагрузкой с течением времени, невозможность использовать в системах с давлением выше 1,6 Мпа.
Наша компания производит пластиковые изделия любых форм и размеров. Задать вопросы, получить помощь в выборе и оформить заявку можно по телефону.
Раскрыть текст
Мы перезвоним Вам!
Оставьте заявку и наш специалист перезвонит в течении 5-ти минут.
Нажимая кнопку «Отправить», я даю свое согласие на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных.
Производство свечей зажигания | Как производятся свечи зажигания?
июль 2019 г.
Свечи зажигания имеют долгую и дорогостоящую историю разработки. По мере продолжения исследований производители производят еще более долговечные свечи зажигания.
В течение многих лет производители протестировали около 2000 электродных материалов и 25000 комбинаций изоляторов, чтобы изготовить свечи зажигания высочайшего качества.
В настоящее время большинство производителей используют серебро, золото или платину для изготовления электродов с медным центром.
Каждый металл имеет свои преимущества. В то время как серебро обладает отличной теплопроводностью, платина особенно устойчива к коррозии.
Силлиманит и жаростойкая керамика на основе оксида алюминия часто используются в производстве изоляционных материалов для эффективного уменьшения перекрытий и электрических утечек.
Производство свечей зажигания: компоненты
Свечи зажигания различаются по конструкции, но все они производятся с использованием следующих компонентов.
- Центральный электрод : толстая металлическая проволока, которая вставляется в штекер по всей длине. Электрод проводит электричество от кабеля зажигания к электродному промежутку на противоположном конце свечи зажигания.
- Боковой электрод : короткая толстая проволока из никелевого сплава, которая прикрепляется к корпусу и центральному электроду, создавая искровой разрядник. Зазор обычно составляет от 0,020 до 0,080 дюйма.
- Изолятор : керамический кожух, покрывающий большую часть центрального электрода, при этом верхний и нижний концы электрода остаются открытыми.
- Корпус : шестигранный металлический корпус с резьбой, позволяющий производителям устанавливать свечи зажигания в головку блока цилиндров двигателя.
Производство свечей зажигания: технологический процесс
Каждый основной компонент свечи зажигания изготавливается в процессе непрерывной сборки.
Производители внедряют стандарты и методы контроля качества на протяжении всего процесса, чтобы обеспечить точность и безопасность производства, чтобы свечи зажигания могли выполнять свои функции.
Производители проверяют входящие детали и инструменты – проверки и испытания под давлением гарантируют, что каждая свеча зажигания соответствует проектным спецификациям.
Вот пошаговое описание процесса изготовления свечи зажигания.
Шаг первый
Корпус свечи зажигания обычно изготавливается одним из трех способов.
Один из методов заключается в использовании производителями стальной проволоки холодной штамповки, которую они формуют при низких температурах.
В качестве альтернативы производители могут экструдировать сталь. Этот процесс включает в себя нагрев металла и проталкивание его через штамп (фасонное отверстие) для формирования полой конструкции оболочки.
Третий метод заключается в изготовлении оболочек путем подачи стальных стержней в автоматические винтовые станки. Машины формируют оболочки, просверливают в них отверстия и расширяют их.
Машины формируют оболочки, просверливают в них отверстия и расширяют их.
Шаг второй
Формованные/экструдированные оболочки проходят второй процесс: либо механическую обработку, либо накатку.
Механическая обработка включает в себя резку наружной части оболочки с помощью станков для создания форм и контуров, а накатка включает пропускание оболочки через фигурные ролики для формирования гребней.
Шаг третий
Производители производят боковые электроды из никелевых сплавов. Они подают сплавы в электросварочный аппарат, чтобы выправить их и приварить к оболочке. Затем производители обрезают электроды до нужной длины.
Производители формируют каждый боковой электрод так, чтобы он имел небольшой изгиб (он усиливается после завершения сборки свечи зажигания).
Шаг четвертый
Производители наматывают нити на оболочки. Корпуса подвергаются электролитическому процессу, чтобы придать им защитный вид. Этот процесс включает замачивание раковин в растворе кислот, щелочей и солей.
Электрический ток проходит через раствор для создания тонкого металлического покрытия, которое производитель наносит на каждую оболочку.
Шаг пятый
Производители производят изоляторы, заливая жидкую керамику в резиновые формы. Производитель применяет гидравлическое давление для создания необожженных изоляционных заготовок.
Затем прессованные заготовки изолятора формируют на контурно-шлифовальных станках. Они обжигают изоляторы в туннельной печи при температуре выше 2700°F. Изоляторы становятся прочными, плотными и влагостойкими. На них часто наносят идентификационную маркировку и глазуруют, а затем снова обжигают.
Шаг шестой
Производители изготавливают центральные электроды из никелевых сплавов. Они электрически приваривают сплавы к основной стальной контактной шпильке (провод, идущий от центра к нижней части свечи зажигания).
Шпилька клеммы соединяется с гайкой, которая крепится к кабелю зажигания. Этот кабель подает электрический ток на вилку.
Шаг седьмой
Производители зажимают узел центрального электрода и клеммной шпильки в изоляторе под большим давлением. Затем они помещают узел изолятора в металлическую оболочку, закрепляя его под давлением в 6000 фунтов.
Восьмой этап
Изготовители рассверливают сборку до нужной глубины и угла и обжимают край кожуха ( фланец ) для образования газо- и воздухонепроницаемого уплотнения.
Шаг девятый
Производители обжимают стандартные прокладки свечей зажигания поверх корпуса каждой свечи для максимальной безопасности.
Десятый шаг
Производители обрезают центральный электрод и повторно отливают заземляющий электрод, формируя соответствующий зазор свечи зажигания.
После изготовления свечей зажигания
После того, как свечи зажигания изготовлены, компания «Сделай сам» продает эти свечи различных известных брендов по лучшим ценам.
Наши клиенты находят свечи зажигания, вводя свои номерные знаки в наш инструмент поиска автомобилей. Инструмент сообщает им, какие свечи зажигания подходят для их автомобилей, они выбирают свечи, которые им нужны, и мы отправляем их в тот же день, когда это возможно.
Инструмент сообщает им, какие свечи зажигания подходят для их автомобилей, они выбирают свечи, которые им нужны, и мы отправляем их в тот же день, когда это возможно.
Чтобы узнать, какие свечи зажигания вам нужны, введите свой номерной знак в инструмент поиска автомобиля.
Поиск по моему номерному знаку для свечей зажигания
Все автозапчасти, сделанные своими руками, производятся надежными и высококачественными брендами. Вот лишь некоторые из брендов, которые у нас есть.
Информация о запчастях для самостоятельного ремонта автомобиля
Независимо от того, заменяете ли вы запчасти для собственного автомобиля или экономите средства, предоставляя их в местный гараж, раздел «Запчасти для самостоятельного ремонта автомобиля» — это идеальное место, где можно легко найти нужные вам запчасти для автомобиля.
Запчасти для автосервиса своими руками — это не только доступ к автозапчастям лучших брендов по самым низким ценам. Обладая более чем 35-летним опытом работы в автомобильной промышленности, мы являемся экспертами в области автомобильных запчастей. Наша команда специалистов всегда готова ответить на любые ваши вопросы и дать ценный совет, чтобы вы могли больше узнать о том, как работает ваш автомобиль, и разобраться под капотом.
Наша команда специалистов всегда готова ответить на любые ваши вопросы и дать ценный совет, чтобы вы могли больше узнать о том, как работает ваш автомобиль, и разобраться под капотом.
Производственные процессы и материалы для 3-контактной вилки — 3350 слов
Краткое содержание
Для производства трехконтактной вилки производитель сначала проанализировал свойства различных материалов, экономическую эффективность различных методов производства и рентабельность. линии проектирования и сборки для оптимизации производства и сбыта 3-контактной вилки. Формальдегид мочевины был лучшим материалом, используемым для изготовления крышки и основания пробки, а латунь подходила для изготовления штифтов. Мочевиноформальдегид обладает хорошими диэлектрическими свойствами, хорошей термостойкостью, не разрушается легко и дешевле, чем другие смолы из семейства аминосмол. С другой стороны, из-за недостатков предыдущей схемы изготовления процесс был трудоемким и очень дорогим, необходимо было сделать новую компоновку взамен старой. Автоматизация новой конструкции сделала сборку частей вилки лучше, дешевле и проще, чтобы обеспечить выпуск двух миллионов вилок в год. Исследование показало, что, когда срок службы вилки подходит к концу, большая часть материалов, используемых для производства вилки, будет переработана и повторно использована для создания новых продуктов для других целей.
Автоматизация новой конструкции сделала сборку частей вилки лучше, дешевле и проще, чтобы обеспечить выпуск двух миллионов вилок в год. Исследование показало, что, когда срок службы вилки подходит к концу, большая часть материалов, используемых для производства вилки, будет переработана и повторно использована для создания новых продуктов для других целей.
Введение и общая информация
В документе обсуждаются производственные процессы и материалы, используемые для изготовления 3-контактной вилки. Важно использовать относительно дешевые материалы для производства различных компонентов для производства стандартной 3-контактной вилки питания, чтобы убедиться, что полученный продукт дешев, чтобы обеспечить конкурентное преимущество на рынке (Dodiuk & Goodman, 2013). В исследовании рекомендуется использовать термореактивные смолы, представляющие собой пластиковые материалы, которым легко придать любую форму, подходящую для пластиковой крышки вилки. Пенополистирол или пенопласт — это коммерческий пластик, рекомендуемый для использования, поскольку он легкий и обладает хорошими тепло- и электроизоляционными свойствами (Wiyaratn & Watanapa, 2010). Согласно Додюку и Гудману (2013), пластик не захлопывается, когда падает или падает. В документе также обсуждается новый и более совершенный производственный процесс, который заменит старый производственный процесс.
Согласно Додюку и Гудману (2013), пластик не захлопывается, когда падает или падает. В документе также обсуждается новый и более совершенный производственный процесс, который заменит старый производственный процесс.
Производственный процесс
3-контактная вилка состоит из трех частей, включая крышку, активный штифт, натуральный штифт, зажим для шнура, основание и винты для захвата. Ниже приводится обсуждение каждой детали и предложения по правильному выбору материалов для изготовления деталей.
Крышка
Здесь крышка изготовлена из материала с хорошими изоляционными свойствами для защиты людей от поражения электрическим током. К материалам-кандидатам относится древесина, которую нельзя использовать в таком виде, поскольку ее использование приводит к разрушению окружающей среды. С другой стороны, нельзя использовать такие металлы, как медь, поскольку они являются хорошими проводниками электричества. Тем не менее, пластик, обладающий отличными изоляционными свойствами, является лучшим материалом для использования. Рекомендуемый пластик включает семейство ацеталей и акрилов. Ацетали легко воспламеняются, прочны, жестки, эластичны и обладают хорошими тепло- и электроизоляционными свойствами. Однако ацетали подходят для изготовления подшипников и шестерен. С другой стороны, акрилы подходят для солнцезащитных очков, фотоаппаратов и биноклей, потому что они легко окрашиваются и подвержены повреждению от бытовых химикатов, таких как бензин.
Рекомендуемый пластик включает семейство ацеталей и акрилов. Ацетали легко воспламеняются, прочны, жестки, эластичны и обладают хорошими тепло- и электроизоляционными свойствами. Однако ацетали подходят для изготовления подшипников и шестерен. С другой стороны, акрилы подходят для солнцезащитных очков, фотоаппаратов и биноклей, потому что они легко окрашиваются и подвержены повреждению от бытовых химикатов, таких как бензин.
Лучше всего использовать термореактивные смолы, относящиеся к классу мочевиноформальдегидных смол. Несмотря на то, что термореактивные смолы непривлекательны с эстетической точки зрения, их свойства позволяют использовать их для изготовления изоляционных медных кабелей, а также для изготовления крышки и основания трехштырьковой вилки питания. Смолы представляют собой полимеры с высокой молекулярной массой, что позволяет легко отливать и экструдировать их с помощью уже имеющихся формовочных и прессовочных машин. Пластмассы имеют экономические и химические преимущества, а также превосходят их по термической и электрической стойкости.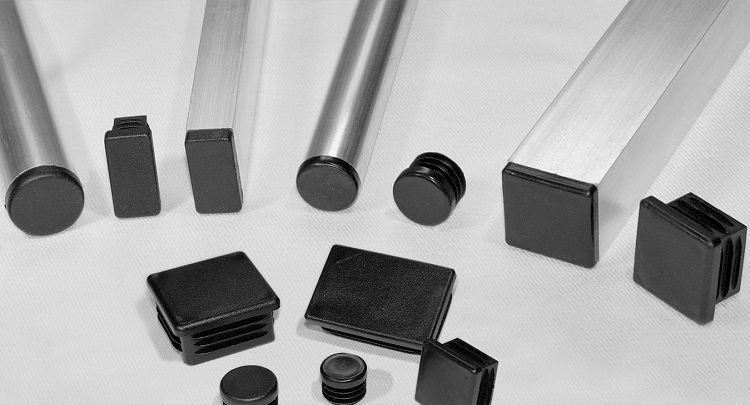 Ниже приводится список альтернативных материалов для вилки.
Ниже приводится список альтернативных материалов для вилки.
Table 2: Bill of Candidate Materials for Plug Cover and Base
| Material | Properties | Usage | Cost | |||
| Amino Resins | Urea formaldehyde | Easy to heat and mold, твердые или жидкие, с высоким качеством поверхности, отличными диэлектрическими свойствами | Склеивание, несминаемый пресс, электроприборы, выключатели, крышки, ручки | Дешевые | ||
| Меламиноформальдегид | Легко нагревается и формуется, существует в жидкой или твердой форме, легко дает усадку, | Многоразовые товары, кухонная утварь и ручки | Дешевые | |||
| Эпоксиды | Высокая износостойкость, высокая износостойкость отличные диэлектрические свойства Ламинирование, нанесение покрытий, литье конструкционных элементов, изоляторы высокого напряжения, аэронавтика. | Дорого | ||||
| Фурановые смолы | Легко в формировании | Связь с литейным песком. Силиконы | Могут быть отлиты под давлением | Сложные в производстве | Дорогие | |
Особенности конструкции
Крышка должна отвечать следующим требованиям:
- Обеспечивать электрический путь от электроприбора к розетке
- Защищать пользователя от поражения электрическим током
- Не должна выходить из строя или ломаться при падении
- Устойчива к воздействию окружающей среды, например, к влаге
- Быть эстетичным
- Правильно подходить к месту применения
Изготовление корпуса и основания заглушки
Формальдегид мочевины, представляющий собой термореактивный пластик, который можно легко экструдировать, прессовать, резать, фрезеровать и сверлить, как показано на рисунке 2.
Рисунок 1: Этапы производства крышки и основания пробки Производственный процесс включает измельчение карбамидоформальдегида в порошок и горячее прессование материала с использованием кузнечного станка для изготовления крышки. Процессы проиллюстрированы на рисунке 1 и рисунке 2.
Процессы проиллюстрированы на рисунке 1 и рисунке 2.
Полученные продукты показаны на рисунке 3 ниже.
Рисунок 3: Крышка и основание 3-контактного разъема Перед началом процесса изготовления крышки и основания 3-контактного разъема производитель оценивает качество и рабочие характеристики материалов, чтобы определить их пригодность. Кроме того, производитель задает важные вопросы дизайна, такие как функциональные требования, принцип работы покрытия, существующие методы производства и альтернативные материалы, доступные для использования (Kalpakjian et al., 2008). В данной ситуации лучшим материалом для использования является формальдегид мочевины, поскольку он сохраняет требуемую форму и размер после обработки. Правильные решения по конструкции 3-контактной вилки принимаются на основе правильных спецификаций, предоставленных разработчиком, что включает в себя способность удовлетворять британским стандартам производства 3-контактных вилок. Собранная 3-контактная вилка, показанная на рис. 3, состоит из всех частей после сборки вилки. Основные геометрические аспекты, использованные при проектировании крышек, показанных на рис. 4, включают в себя правильное течение пластика и усадку пластика при использовании сливных отверстий. Чтобы убедиться, что пластиковая крышка сохраняет необходимую прочность, необходимую для предотвращения поломок, толщина поперечного сечения поддерживается минимальной.
3, состоит из всех частей после сборки вилки. Основные геометрические аспекты, использованные при проектировании крышек, показанных на рис. 4, включают в себя правильное течение пластика и усадку пластика при использовании сливных отверстий. Чтобы убедиться, что пластиковая крышка сохраняет необходимую прочность, необходимую для предотвращения поломок, толщина поперечного сечения поддерживается минимальной.
Геометрия исходного поперечного сечения крышек, показанная на рисунке 4, показывает, как можно управлять силами прогиба и напряжением, чтобы не допустить разрушения пластика.
Кабельные провода
Провода, используемые для изготовления кабелей и зажимов, были импортированы от других производителей, поскольку они были относительно дешевле при получении на внешнем рынке, чем при их собственном производстве.
Зажимы для предохранителей
Зажимы для предохранителей были куплены у других поставщиков, поскольку их покупка была дешевле, чем их собственное производство.
Вставные штифты
Производственный процесс включает:
- Штамповка исходного материала – потому что он прост в использовании и дешев в установке
- Контурная резка – облегчает использование формы
- Покрытие – предотвращает коррозию
- Полировка окраска – улучшает внешний вид
- Очистка – удаление грязи
На рис. 5 показан станок, используемый для изготовления булавок. Материалы штырей штекера включают медь, мягкую сталь и латунь. Материалы легко поддаются формованию, фрезерованию, сверлению и рисованию. Тем не менее, латунь является лучшим кандидатом, потому что ее легко отлить в песчаные формы, отлить под давлением и отлить с низким содержанием воска без разрушения.
Рисунок 5: Машина для производства штифтов Латунь дешевле железа и меди и не ржавеет под воздействием влаги или воды. Латунь легко фрезеруется, шлифуется, режется и сверлится, что облегчает сварку, крепление и пайку. Штыри вилки изготовлены из латуни, которая представляет собой сплав цинка и меди, смешанных в различных количествах. Каждый сплав имеет разную температуру плавления из-за разного соотношения материалов в составе, и в целом температуры плавления сплавов колеблются в пределах 700- 0 C и 1000 0 C. Штифты изготовлены из железа и имеют промежуточный вес, поскольку сделаны из латуни. Штифты изготовлены из хороших проводников электричества, что обеспечивает им хорошую тепло- и электропроводность. Кроме того, латунь хороша тем, что обладает некоторыми важными техническими свойствами материалов, к которым относятся высокая пластичность, стойкость к износу, истиранию и коррозии. Еще одно качество, которое делает бюстгальтеры хорошим материалом, заключается в том, что их легко паять и паять при изготовлении булавок (Wiyaratn & Watanapa, 2010).
Каждый сплав имеет разную температуру плавления из-за разного соотношения материалов в составе, и в целом температуры плавления сплавов колеблются в пределах 700- 0 C и 1000 0 C. Штифты изготовлены из железа и имеют промежуточный вес, поскольку сделаны из латуни. Штифты изготовлены из хороших проводников электричества, что обеспечивает им хорошую тепло- и электропроводность. Кроме того, латунь хороша тем, что обладает некоторыми важными техническими свойствами материалов, к которым относятся высокая пластичность, стойкость к износу, истиранию и коррозии. Еще одно качество, которое делает бюстгальтеры хорошим материалом, заключается в том, что их легко паять и паять при изготовлении булавок (Wiyaratn & Watanapa, 2010).
Легирование серебра медью делает его более дешевым, но не таким дешевым, как латунь, у которой температура плавления 992 0 С. Серебро пригодно для использования, потому что оно «имеет промежуточный вес. Серебро можно паять, сваривать, отливать, катать, ковать, подвергать механической обработке (резать), прясть, гнуть, прессовать и экструдировать. Материал хорошо обрабатывается, повышая эстетику» (Додюк и Гудман, 2013, стр. 2).
Материал хорошо обрабатывается, повышая эстетику» (Додюк и Гудман, 2013, стр. 2).
Винты
Винты необходимы, поскольку они используются для соединения компонентов. Для изготовления винтов используются различные методы, и наиболее рекомендуемым является метод холодной накатки резьбы. Как правило, процесс холодной обработки позволяет производителю использовать специальную машину для обвязки лентой.
Рисунок 6: Спецификации винтов Этот процесс не приводит к потере материалов, но это правильный метод изготовления более дешевых винтов с короткой резьбой, используемых для сборки 3-штыревого штекера. Процесс накатки резьбы осуществляется между двумя матрицами, состоящими из одной неподвижной матрицы и другой, которая накатывается на неподвижной матрице (Jahangirian et al., 2010). Винт, сделанный таким образом, позволяет демонтировать и снова собрать заглушку, чтобы компоненты не образовывали неразъемное соединение. Навыки и машины для изготовления компонентов являются важными капитальными затратами для производственного процесса, если этот процесс должен выполняться на месте, а не импортировать винты.
Утилизация по окончании срока службы
Медные провода, использованные для изготовления проводников, и латунь для изготовления контактов могут быть переработаны для других целей, когда срок службы вилки подходит к концу. Тем не менее, пластик, используемый для изготовления крышек и основания, следует тщательно утилизировать из-за последствий для здоровья, которые он может оказать на человека при попадании в окружающую среду. Как правило, пластик нельзя реформировать или переработать, и поэтому правильная утилизация очень важна. Кроме того, пластмассы содержат добавки, которых следует избегать, поскольку они могут негативно влиять на окружающую среду. Добавки необходимы, поскольку они улучшают свойства пластмасс, такие как снижение себестоимости производства и улучшение рабочих свойств, облегчающих обработку пластиковых крышек.
Анализ вопросов затрат
Производственный процесс потребляет ресурсы, что делает вопрос рентабельности важным фактором. Кроме того, правильный технологический процесс позволяет производителю производить большое количество контактных штырей по относительно более низкой цене. По сравнению с экструзией механическая обработка стоит дорого, потому что она дает низкую окупаемость инвестиций (ROI). Однако другие доступные варианты изготовления штифтов включают литье под давлением, ковку и экструзию. Однако сравнительный анализ затрат на изготовление штифтов для определения наиболее подходящей технологии изготовления проводится следующим образом.
По сравнению с экструзией механическая обработка стоит дорого, потому что она дает низкую окупаемость инвестиций (ROI). Однако другие доступные варианты изготовления штифтов включают литье под давлением, ковку и экструзию. Однако сравнительный анализ затрат на изготовление штифтов для определения наиболее подходящей технологии изготовления проводится следующим образом.
Здесь производственный процесс состоит из текущих затрат, материалов и начальных затрат. Здесь можно использовать производственные данные для сравнения производственных процессов, чтобы определить наилучший вариант изготовления штифтов, показанных в таблице 2.
Таблица 2: Почасовая производительность
зависит от различных факторов, таких как длина и размер штифтов. Чтобы производить 2 000 000 булавок размером 10 миллиметров каждая в час, необходимо экструдировать 20 000 метров материала, чтобы получить производственную мощность в 2 000 000 булавок. Однако анализ данных о стоимости каждого штифта, приведенных в таблице 2, дает наилучшие цифры для принятия решения.
Таблица 3: Эксплуатационные расходы
Таблица 4: Сравнение затрат
Таблица 4 показывает, что общая стоимость собственного производства штифтов методом ковки составляет 57,5 пенсов, а общие затраты на изготовление штифтов с использованием метода экструзии составляет 61,1 пенса за то же количество единиц, однако стоимость импорта штифта составляет 71,3 пенса. Самый дешевый процесс также можно определить, нарисовав график общей стоимости каждого процесса в зависимости от размера партии 7. На рис. 7 показан график сравнения общей стоимости каждого процесса для разных партий и количества штифтов.
Рисунок 7: Ковка по сравнению с экструзией Стоимость импорта по сравнению с собственным производством Как показано на рисунке 7 выше, экономически эффективным процессом производства более 10 000 штифтов является экструзия. С другой стороны, стоимость импорта 10 000 булавок все еще выше по сравнению с наименьшей стоимостью производства булавок. Целью данного исследования было производство большого количества булавок с использованием наиболее эффективного производственного метода. Согласно Wiyaratn and Watanapa (2010), процесс экструзии является правильным для использования, когда стоимость производства единицы продукции сравнивается со стоимостью покупки штифтов. Кроме того, поскольку оборудование для производства штифтов уже установлено, покупка их из других источников может просто сделать оборудование излишним. Тем не менее, некоторые из факторов, которые следует учитывать при выборе наилучшего процесса, включают: защиту окружающей среды, поиск квалифицированных технических специалистов, спрос со стороны клиентов и наличие оборудования.
Целью данного исследования было производство большого количества булавок с использованием наиболее эффективного производственного метода. Согласно Wiyaratn and Watanapa (2010), процесс экструзии является правильным для использования, когда стоимость производства единицы продукции сравнивается со стоимостью покупки штифтов. Кроме того, поскольку оборудование для производства штифтов уже установлено, покупка их из других источников может просто сделать оборудование излишним. Тем не менее, некоторые из факторов, которые следует учитывать при выборе наилучшего процесса, включают: защиту окружающей среды, поиск квалифицированных технических специалистов, спрос со стороны клиентов и наличие оборудования.
Расчет стоимости других деталей
Зажим для предохранителя, зажим для шнура и предохранитель можно купить у других поставщиков, так как оборудование для их изготовления отсутствует на фирме-производителе. Стоимость установки производственных машин и срок службы машин анализируются в таблице 4 ниже. Таблица 4: Анализ затрат и 4,5 пенса за аутсорсинговый пин, что делает аутсорсинговый пин дешевле.
Таблица 4: Анализ затрат и 4,5 пенса за аутсорсинговый пин, что делает аутсорсинговый пин дешевле.
Обеспечение качества
Качество является фундаментальным компонентом, который учитывается при разработке продукта для продажи на конкурентном рынке. Обеспечение качества гарантируется на каждом этапе производства, чтобы убедиться, что продукт соответствует потребностям и ожиданиям клиента, путем внедрения мер контроля качества на всех уровнях производства. Контроль качества осуществляется:
- Внедрение систематических производственных процессов, обеспечивающих соответствие назначению и безошибочность пробок.
- Материалы были проверены на качество, чтобы проверить, соответствуют ли они стандартам качества.
- Испытания заглушек на соответствие стандартам, такие как проверка размера корпуса и внедрение процедур контроля качества литейных машин.
- Обеспечение соблюдения правил контроля качества, таких как разработка вилки таким образом, чтобы ее можно было переработать в конце срока службы, чтобы обеспечить устойчивое управление ресурсами.

Шаги, необходимые для обеспечения требуемого качества трехконтактной вилки, включают:
- Проверка качества сырья;
- Обеспечение контроля качества во избежание производственных проблем;
- Использование эффективных процессов сборки с минимальными проблемами;
- Автоматизация производственного процесса там, где это возможно.
3.0 Возможный перепроектирование для снижения затрат и автоматизации производства
Производство и сборка 3-контактной вилки в значительной степени зависят от трудоемких машин, что является очень важным фактором производства, поскольку способствует увеличению себестоимости продукции. и время, из-за чего конечный продукт становится дорогим.
По сравнению с предыдущей конструкцией некоторые компоненты, такие как кабельная оболочка, холодное крепление, контакты и корпус предохранителя, легко монтируются к основанию вилки. Новая конструкция позволяет изготавливать штифты таким образом, чтобы они позволяли вставлять другие детали в основание корпуса, чтобы избежать использования многих деталей, таких как винты. Кроме того, конструкция может быть изменена таким образом, что большинство деталей просто вставляются друг в друга, образуя целостную сборку без использования винтов. Кроме того, крышка может быть сконструирована таким образом, чтобы вмещать другие детали, вставляя их в основание с помощью машины, а не соединяя их вместе вручную. Новый дизайн показывает, что некоторые компоненты больше не нужны и могут быть удалены с конвейера, включая винты со штифтами, винты-заглушки и винты со штифтами шнура.
Кроме того, конструкция может быть изменена таким образом, что большинство деталей просто вставляются друг в друга, образуя целостную сборку без использования винтов. Кроме того, крышка может быть сконструирована таким образом, чтобы вмещать другие детали, вставляя их в основание с помощью машины, а не соединяя их вместе вручную. Новый дизайн показывает, что некоторые компоненты больше не нужны и могут быть удалены с конвейера, включая винты со штифтами, винты-заглушки и винты со штифтами шнура.
В новой конструкции, показанной на рис. 10, показаны некоторые детали, которые были удалены, поскольку они не нужны для полной сборки штифта. 3.1 Новая конструкция сборки
Компоновка на рис. 9, представляющая собой старый метод изготовления штифта, имеет существенные недостатки. Например, приемная и отдел контроля качества расположены за зоной обработки, что создает неудобства для клиента при входе в офис для справок. Кроме того, следует удалить зону холодного хранения, чтобы освободить больше места, потому что она больше не нужна, поскольку здесь не нужны некоторые компоненты, для которых требовались машины, которые использовали охлаждающую жидкость при производстве.
Взято из Dodiuk and Goodman (2013)
Однако предлагаемая конструкция, показанная на рисунке 10, используется для преодоления недостатков, присущих рис. 9.
Рисунок 10: Предлагаемая новая схема расположенияФакторы, которые были приняты во внимание для обоснования компоновки на рис. 12, включают:
- Объем производства 2 млн пробок в год;
- Обеспечение эффективных стратегий обработки материалов;
- Способность эффективно использовать доступное пространство;
- Близость формовочной машины к местам сборки изделий;
- Помещение для хранения готовой продукции;
- В заключение отметим, что предлагаемая конструкция будет экономичной и позволит производителю оптимизировать имеющееся пространство.
Заключение
В заключение следует отметить, что для изготовления 3-контактной вилки используется несколько методов, поскольку для изготовления разных частей вилки применяются разные процессы. Латунь является хорошим кандидатом для изготовления булавок, но проволочные зажимы отдаются на аутсорсинг, чтобы снизить затраты на инвестиции в новое оборудование и наем квалифицированных людей для запуска нового производственного процесса. Формальдегид мочевины является лучшим термореактивным пластиком из-за таких свойств, как простота обработки, устойчивость к истиранию и износу, отличные тепловые и диэлектрические свойства, а также более низкие затраты на производство по сравнению с другими пластиками. Для нарезки шурупов производитель использовал специальный лентопротяжный станок. Анализируя вопросы стоимости и качества, легко определить лучшие методы производства, которые являются рентабельными и эффективными. Тем не менее, автор рекомендует провести дальнейшие исследования, чтобы определить более дешевые методы и материалы для использования в производстве более дешевых, но высококачественных вилок.
Латунь является хорошим кандидатом для изготовления булавок, но проволочные зажимы отдаются на аутсорсинг, чтобы снизить затраты на инвестиции в новое оборудование и наем квалифицированных людей для запуска нового производственного процесса. Формальдегид мочевины является лучшим термореактивным пластиком из-за таких свойств, как простота обработки, устойчивость к истиранию и износу, отличные тепловые и диэлектрические свойства, а также более низкие затраты на производство по сравнению с другими пластиками. Для нарезки шурупов производитель использовал специальный лентопротяжный станок. Анализируя вопросы стоимости и качества, легко определить лучшие методы производства, которые являются рентабельными и эффективными. Тем не менее, автор рекомендует провести дальнейшие исследования, чтобы определить более дешевые методы и материалы для использования в производстве более дешевых, но высококачественных вилок.
Ссылки
Додюк, Х., и Гудман, С.Х. (2013). Справочник по термореактивным пластикам . Лондон: Уильям Эндрю.
Лондон: Уильям Эндрю.
Джахангириан, М., Эльдаби, Т., Насир, А., Стергиулас, Л.К., и Янг, Т. (2010).
Моделирование в производстве и бизнесе: обзор. Европейский журнал операционных исследований , 203 (1), 1-13.
Калпакджян, С., Шмид, С. Р., и Кок, К. В. (2008). Производственные процессы для технические материалы . Лондон, Великобритания: Пирсон-Прентис Холл.
Вияратн В. и Ватанапа А. (2010 г.). Улучшение компоновки предприятия с помощью систематического планирования компоновки (SLP) для повышения производительности. Всемирная академия наук, инженерии и технологии , 72 (36), 269-273.
Приложение
- Факторы, которые следует учитывать при проектировании 3-контактной вилки:
- Влияние утилизации на окружающую среду из-за изменений температуры;
- Простота сборки вилки;
- Автоматизация для снижения стоимости рабочей силы;
- Возможность повторного использования деталей заглушки после окончания срока службы;
- Изоляционные свойства;
- Наличие сырья;
- Аутсорсинг по сравнению с затратами на собственное производство.
