Изготовление полипропиленовых труб и фитингов, необходимое оборудование для производства, какое сырье оптимально для работы
Содержание:
- Немного о полипропилене
- Сырьевой материал для работы
- Виды оборудования для изготовления
- Выбор сырья
- Процесс изготовления
- Главные проблемы и трудности производства
Рассматривать тему об изготовление полипропиленовых труб и фитингов для трубомагистралей водоснабжения и отопления, нужно с предварительной детальной характеристики материалов, используемых для производства.
Полипропиленовые трубы и фитинги имеют большое количество достоинств, которые выделяют их среди стальных аналогов:
- они намного легче;
- не поддаются влиянию коррозии;
- не зарастают внутри в процессе использования;
- не создают вибрации и урчания, а также остальных шумов;
- не лопаются, когда замерзает вода в системе;
- не проводят электрозаряд;
- не нуждаются в покраске;
- очень просты в работе.


Трубы и фитинги из полипропилена могут работать не один десяток лет. Это экологически чистая продукция, которую успешно используют для трубомагистралей любого уровня сложности. Поэтому их производство и изготовление широко налажено во всем мире.
Использование фитингов с хромированными и латунными вставками позволяет комбинировать эти заготовки со стальными трубами.
Конструкция из данных материалов выходит очень герметичной, и это применение приносит ощутимую экономическую выгоду.
Немного о полипропилене
Полипропилен является исходным продуктом полимеризации пропилена и этилена в конкретных количествах. Полученный материал назван рандом сополимер PPRC.
На отечественном рынке не сегодняшний день нет достойного аналога зарубежным полимерам. У нас для изготовления полипропиленовых труб применяют финский RA 130E BOREALIS и венгерский TIPPLEN CS4-8000 TVK.
Суть процесса изготовления труб простая, и он не очень трудоемкий. Говоря о нем нужно выделить следующие особенности:
Говоря о нем нужно выделить следующие особенности:
- небольшие энергетические затраты при изготовлении;
- экологическую безвредность;
- для производства, монтажа и использования одной комплектлинии по изготовлению полипропиленовых труб и фитингов не нужно много места (это приблизительно 100 м2);
Комплектлиния экструзии полипропиленовых трубопрокатов – это завершенный цикл экструзии, калибровки, охлаждений, вытяжек и т.д.
Сырьевой материал для работы
Они бывают следующих видов:
- Полимеры невысокого и высокого давления.
- Поливинилхлорид;
- Полипропилен;
- Полибутилен.
Виды оборудования для изготовления
Оборудование для производства полипропиленовых труб (эксрудеры) – это машины таких типов:
- Шнековые. Они функционируют подобно соковыжималке или мясорубке.
- Бесшнековые. Они применяются для выпуска заготовок из смешанных материалов. Главной деталью в данных механизмах становится диск.

- Комбинированные. В этих механизмах шнекувую часть сочетают с диском.
ВАЖНО! Шнековий вид машин считается самым распространенным оборудованием для производства изделий из пластика.
Линии по изготовлению труб из пластика кроме экструдера имеют и такое оборудование:
- Система, подающая сырье.
- Машина, которая нарезает заготовки.
- Емкость для калибровок и охлаждения.
- Вытягивающий механизм.
- Смеситель.
- Транспортирующая лента.
- Вакуумная формовка.
- Накапливающий механизм, который выполняет укладку заготовок.
Выбор сырья
При выборе сырья останавливают выбор на гранулированном полимере, но при этом нужно внимательно смотреть на срок его годности.
А полипропилен и полиэтилен этими показателями практически не ограничивают, что делает его более удобным для использования.
С экономичной точки зрения выгодный сополимер и ПНД.
ВАЖНО! При открытии собственного производства для изготовления полипропиленовых труб и фитингов, советуют поддерживать сотрудничество с одним поставщиком.
Потому, что смена сырья требует смены оборудования для выпуска полипропиленовой продукции.
Процесс изготовления
Главное оборудование, которое занимается обработкой сырья и превращает его в полипропиленовую трубу или фитинг, называется экструдер. А непосредственно само изготовление проходит в такой последовательности:
- Сырье для изготовления труб и фитингов подают в специальную камеру. Он является мелкими гранулами или идет в форме стружки. Также часто берут в работу вторичный сырьевой материал, прошедший предварительную обработку (измельчение). Вторичное сырье смешивают с основным.
- Используя электрический или газовый нагрев, засыпанную массу расплавляют. Показатели температуры при этом составляют от 230 до 250 градусов. Но он при этом не превращается в жидкость, а только становиться тягучим. Чтобы эта тягучая разогретая масса не приставала к стенкам аппарата, их покрывают тефлоном.
- Далее экструдер из густой смеси выдавливает заготовки по выставленному размеру.
 Обычно длина заготовки равняется двум с половиной метров. Все эти действия оборудование выполняет очень оперативно и абсолютно в автономном режиме. Человеческое вмешательство требуется только для установки нужных параметров для работы. Самое хорошее оборудование для производства полипропиленовых труб и фитингов способно выпускать до 200 кг изделий за час работы.
Обычно длина заготовки равняется двум с половиной метров. Все эти действия оборудование выполняет очень оперативно и абсолютно в автономном режиме. Человеческое вмешательство требуется только для установки нужных параметров для работы. Самое хорошее оборудование для производства полипропиленовых труб и фитингов способно выпускать до 200 кг изделий за час работы. - Дальнейший этап это охлаждение заготовок. Для этого их укладывают в емкость для охлаждения. Процесс остывания происходит за пару минут. Затем он превосходно держит заданные габариты. В емкости для охлаждения пластик поддается процессу формирования, в ходе процесса материал основательно округляется и набирает нужных форм.
- По окончании технологического процесса производства, на изделия наносится маркировка, которая отображает параметры эксплуатации изделий, здесь проставляют номер партии и дату производства изделия. Затем заготовки расфасовывают, упаковывают и направляют в складские помещения или к потребителям.

Видео
Экструзионная линия для производства труб, шлангов и др. изделий из ПВХ и ПВД
Смотрите это видео на YouTube
Кроме основных изделий (труб), нужно производить комплектующие детали. Зачастую их производят на тех предприятиях, что и трубы.
Только для производства полипропиленовых фитингов приходится ставить дополнительное оборудование (станок).
Он не занимает большое количество площади, зато дает возможность увеличить ассортимент продукции. Для компаний это становиться важным фактором, особенно в условиях высокой конкуренции.
Главные проблемы и трудности производства
Выпускают строительные материалы почти все страны мира. Это относиться и к полипропиленовым трубам и другой пластиковой продукции, изготовление которых превосходно наладили в России.
Основная проблема отрасли кроется в том, что отечественные инвесторы не очень активно финансируют приобретение нового современного оборудования.
Многим предприятиям приходиться действовать старым технологиям, которые теряют свою актуальность на данный момент.
Единоразовые капитальные затраты могли бы стать залогом получения высокой прибыли в будущем. Но, этого не делают. Поэтому отечественные трубопрокатные материалы не могут создать достойную конкуренцию зарубежным аналогам.
Внешних отличий, если сравнить наши и зарубежные полипропиленовые изделия, нет. Но, практическое использование показывает разные результаты.
Видео
Линия по производству полипропиленовых труб, Оборудование из Китая, станки из Китая
Смотрите это видео на YouTube
Отечественные заготовки не так переносят износ, не такие долговечные, и частенько имеют сюрпризы в виде брака, которые становятся причиной прорыва.
По выше изложенным причинам потребители чаще отдают предпочтение более дорогой, но качественной продукции немецких, чешских и турецких производителей.
Видео
Оборудование для производства полиэтиленовых труб
Смотрите это видео на YouTube
И в конце нужно добавить, что изготовление полипропиленовых труб превратили в автоматизированное производство, которое не требует огромных энергетических и трудовых затрат. Также это производство почти не имеет отходов и не приносит вред окружающей экологии.
Производство пластиковых труб ПВХ для канализации
Производство пластиковых труб из поливинилхлорида (нПВХ) NASHORN подразумевает изготовление труб различного диаметра и цвета. У нас в наличии всегда присутствуют трубы диаметром 63мм, 90мм, 110мм, 160мм и 200мм.
Гладкие пластиковые трубы NASHORN для безнапорной канализации изготавливаются двух видов: для наружной канализации и внутренней канализации.
Трубы для внутренней безнапорной канализации имеют серый цвет, а трубы для наружной канализации — оранжевый (или красно-кирпичный). Диаметры для обоих видов труб составляют 110 мм,160 мм, 200 мм.
Наше производство базируется в Московской области, в городе Подольск, микрорайон Климовск. Небольшая удаленность от Москвы позволяет доставлять любые позиции из нашего каталога продукции в кратчайшие сроки.
Все виды изготавливаемой продукции на нашем производстве пластиковых труб в г. Подольск, мкр. Климовск: гофрированные дренажные трубы ПНД/ПВД с геотекстилем, двустенные гофрированные трубы из полиэтилена, обсадные трубы нПВХ и ПНД, профили нПВХ, гладкие трубы нПВХ для внутренней и наружной канализации — прошли строгий контроль качества и имеют сертификаты соответствия стандартам качества, действующим на территории Российской Федерации.
Если Вам необходимо изготовить изделие из различных видов полимеров методом экструзии, мы поможем Вам получить необходимую деталь высочайшего качества по вашему образцу!
Компания Насхорн Полимер занимается производством пластиковых труб нПВХ с 2004 года и за эти годы достигла серьезного увеличения производственных мощностей и расширения штата сотрудников компании. В нашей компании работают профессионалы своего дела.
В нашей компании работают профессионалы своего дела.
За время работы в сфере производства пластиковых труб для водоотведения, гофротруб для прокладки дренажа и кабеля, мы заслужили отличную репутацию среди наших многочисленных клиентов. Благодаря высокому качеству нашей продукции и строгому соблюдению сроков поставки, большинство крупных заказчиков сотрудничает именно с нами. Производство пластиковых труб NASHORN высоко ценится на российском рынке.
Вследствие внедрения новых технологий и высокой квалификации наших специалистов, мы год за годом добиваемся улучшений. При производстве нашей продукции отсутствуют расхождения со стандартом качества на производство пластиковых труб в Российской Федерации.
Производство труб нПВХ в компании Насхорн Полимер является эталоном качества и надежности. Пластиковые трубы для канализации, благодаря усердному техническому надзору имеют наилучшее качество, радуя наших клиентов. Канализационные трубы ПВХ имеют отличные характеристики, что позволяет использовать их практически в любых условиях.
Компания Насхорн Полимер отличается от конкурентов следующими преимуществами:
- налаженное производство;
- высококлассные специалисты;
- строгий контроль качества продукции;
- использование самого качественного сырья;
- передовые технологии;
- наличие сертификатов качества;
- минимальные сроки поставки.
Производство пластиковых труб NASHORN — передовые технологии и отличное качество продукции!
Линия по производству труб PPR— Benk Machinery Co LTD Линия по производству труб PPR
— Benk Machinery Co LTD- WhatsApp
-
WhatsApp:+8615950962426
-
- Тел.

- Телефон: +86-512-583
- Электронная почта: [электронная почта защищена]
- Электронная почта: [email protected]
-
ТИП:
НАЗВАНИЕ: Линия по производству труб PPR
СООБЩЕНИЕ
- Описание продукта
- Технические параметры
- Видео
- Информация для заказа
Машина для производства экструзионных линий для производства пластиковых водопроводных труб PPR / PE специально разработана компанией Benk Machinery co., ltd. Его можно использовать для производства труб PPR, PE, PP на одной машине. Высокоскоростной дизайн позволяет ему выдавать более чем в два раза больше по сравнению с обычным типом с меньшей мощностью.
Технический паспорт производства труб PPR
- Одношнековый экструдер серии SJ
- Коэкструдер SJ 25/25
- экструзионная головка
- вакуум-формовочная емкость
- вытяжка
- Режущий блок без пыли Укладчик
- .
Гранулы PPR → вакуумный питатель → бункерная сушилка → одношнековый экструдер → коэкструдер с линией маркировки → форма и калибратор → бак для вакуумной калибровки → бак для охлаждения → принтер → тянущая машина → машина для резки → укладчик
Технические характеристики линии по производству труб PPR
- Производительность: высокоскоростной одношнековый экструдер новой конструкции, подходящий для переработки смолы PE / PPR с высокой производительностью, трубы диаметром 20-63 мм могут производиться с двойным выходом, который может производить две трубы одновременно с одной матрицей.
 Труба 20 мм может стабильно работать со скоростью 25 м/мин.
Труба 20 мм может стабильно работать со скоростью 25 м/мин. - Диаметр: от 16 до 2000 мм для трубы ПЭ, 16-160 мм для трубы ППР
- Принять разумный дизайн, использовать безопасные технологии производства, получить сертификат CE и ISO.
- Используйте электрические детали всемирно известных брендов, таких как SIEMENS, SCHNEIDER, ABB, CRYDOM и т. д.
| Тип | Спецификация трубы (мм) | Экструдер | Максимальная производительность (кг/ч) | Суммарная мощность (кВт) |
| КПМ-ППР-63 (одинарный) | 20 – 63 | СЖ 65/33 | 100-120 | 110 |
| КПМ-ППР-63 (двойной) | 20 – 63 | СЖ 60/38 | 250-350 | 150 |
| КПМ-ПЕРТ-32 (низкоскоростной) | 16 – 32 | СЖ 55/33 | 80-100 | 110 |
| КПМ-ПЕРТ-32 (высокоскоростной) | 16 – 32 | СЖ 65/33 | 180-220 | 140 |
Линия по производству труб из полипропилена Применение
Линия для производства труб из полипропилена широко используется в домах, торговых центрах, больницах, стадионах и сельском водоснабжении, а также в области теплового излучения.
Если у вас есть какие-либо вопросы, чтобы задать
, пожалуйста, сообщите нам.
Последние продукты
Свяжитесь с нами
300 метров к западу от эстакады Луюань в городе Луюань, город Чжанцзяган
+86-15950962426
[электронная почта защищена]
Открыть чат
1
Машина для экструзии пластиковых труб, Производитель экструдеров для пластиковых труб
Экструзионная машина для пластиковых труб: полное руководство для импортеров в 2018 году
Вы хотите заняться производством труб из ПВХ, ПЭВП, ППР или гофрированных пластиковых труб?
Вот именно то, что вы искали.
Сегодня я хочу показать вам, как купить лучшую машину для экструзии пластиковых труб для вашего бизнеса.
Сначала я расскажу вам об основах процесса экструзии пластиковых труб. Затем я расскажу вам о компонентах / деталях, принципе работы, классификации и технических характеристиках экструзионной машины для пластика.
К концу этого вы станете экспертом в этой области.
Продолжайте читать, чтобы узнать больше:
- Что такое машина для экструзии пластиковых труб?
- Основы экструзии пластика
- Детали машины для экструзии пластиковых труб
- Принцип работы машины для экструзии пластиковых труб
- Классификация машин для экструзии пластиковых труб
- Технические характеристики машины для экструзии пластиковых труб
- Линия экструзии пластиковых труб BENK
Что такое машина для экструзии пластиковых труб?
Прежде всего это относится к электромеханической машине, предназначенной для формирования однородного куска трубы.
Тип трубопровода, который создает эта машина, обычно длинный, поэтому вы можете установить его без необходимости добавления насадок или пар.
Бывает, что эта машина производит трубы в больших объемах путем плавления необработанного пластика, что приводит к формированию непрерывного профиля.
Опять же, эта машина состоит из различных компонентов и частей, которые работают как единое целое для обеспечения эффективности.
По сути, эта машина работает на основе высокого давления и высокой температуры, что приводит к качественному и прочному отрезку трубы.
Кроме того, вы всегда можете отрегулировать различные параметры по мере необходимости, чтобы получить нужный размер материала трубопровода.
Пластиковые трубыИ поэтому очень важно, чтобы эта машина была одним из ведущих инструментов в производстве деталей трубопроводов.
Короче говоря, этот тип оборудования жизненно важен для производственного процесса, направленного на производство пластиковых труб.
Но вы также должны иметь в виду, что в других случаях вы можете использовать эту машину для экструдирования других предметов, кроме пластиковых труб.
Таким образом, это подразумевает, что этот тип оборудования доступен в широком диапазоне вариантов, включая размер и дизайн.
Но вам не стоит беспокоиться об этом прямо сейчас, так как мы обсудим все варианты дизайна, доступные позже в этом руководстве.
Прежде всего, давайте посмотрим на некоторые основы, связанные с этим конкретным экструзионным инструментом;
Основы экструзии пластмасс
По сути, экструзия пластмасс включает в себя довольно широкую перспективу. Что вы должны знать, так это то, что все пластиковые трубы, будь то соломинки или большие трубы, основаны на процессе экструзии.
Процесс экструзии пластикаПомимо самого процесса, вам необходимо получить несколько основных элементов, которые обеспечат облегчение и последующий успех процесса.
Например, вам нужно оборудование, которое содержит все детали и компоненты, что упрощает экструзию.
Вам также требуется сырье, которое в данном случае часто представляет собой пластиковые гранулы, порошок и полимерные смолы, среди прочего.
Затем вам также понадобится штамп, который обязательно является компонентом, формирующим конечный продукт в соответствии с ожиданиями клиентов.
Итак, давайте сначала кратко опишем процесс экструдирования пластиковых труб, чтобы вы могли получить общее представление;
Экструзия пластмасс относится к крупносерийному производственному методу, при котором сырые пластмассовые ингредиенты плавятся и превращаются в непрерывный профиль.
Это, в частности, процедура создания двухмерных форм по длине, обеспечивающая трехмерное литье ограждения, кромок и трубок и т. д.
Изделия из пластмассы методом экструзии секционный профиль. Именно это и происходит при производстве пластиковых труб.Между прочим, неважно, труба-труба на сто метров или несколько сумасшедших соломинок. Все они являются продуктами, которые подвергаются экструзии.
На самом деле, этот процесс стал обычным в последние дни благодаря доступности, а также относительной простоте работы.
Процесс экструзии пластика, как правило, включает плавление пластика и принудительное прессование его в форму, чтобы он мог принять требуемую форму.
Матрица — это, по сути, то, что позволяет конечному изделию формировать непрерывный профиль перед его нарезкой по длине.
Этот процесс, по-видимому, начинается с помещения определенного сырья, которое проходит через машину для производства подходящей пластиковой трубы.
Итак, если у вас есть все требования, к тому времени, когда вы закончите этот процесс, у вас будет готовый продукт высокого качества.
Прежде чем вы даже подумаете об экструзии пластмасс, важно понять, какую пользу это приносит вам в целом.
В данном случае я имею в виду, что вам нужно выяснить преимущества, которые вы можете получить от всего процесса.
Чтобы не тратить зря время и ресурсы.
1. Идеальный выбор для производства пластика с постоянным поперечным сечением
Во-первых, процесс экструзии пластика является подходящим выбором для тех случаев, когда требуется конечный продукт с постоянным поперечным сечением.
Важность этого в том, что вы не будете заморачиваться на ненужные нужды по креплению труб другими надстройками или муфтами.
2. Экономичный способ производства пластиковых компонентов
Второе преимущество заключается в том, что экструзия пластика относительно доступна.
Прежде всего, когда вы начнете этот процесс, вы заметите, что он связан с относительно низкой стоимостью, но высоким уровнем производства.
Короче говоря, вы получаете больше, чем теряете, когда сравниваете стоимость входных и выходных данных.
3. Возможность изготовления пластиковых материалов сложной формы
С помощью этого процесса вы можете довольно легко создавать довольно сложные поперечные сечения.
Так что вам не потребуются соединители, как я упоминал ранее.
Конечный продукт, получаемый в процессе экструзии пластиковых труб, обычно является хрупким. По этой причине вы сможете производить трубы с первоклассной обработкой поверхности.
Что ж, с другой стороны, было бы очень важно обратить внимание на некоторые недостатки этого конкретного процесса.
1. Вам может потребоваться внести существенные изменения для производства пластиковых труб желаемого качества
Но время от времени вы будете понимать, что вам может потребоваться внести значительное количество изменений в процесс для получения желаемых результатов.
Это может быть сложно, поэтому ограниченная возможность вносить необходимые изменения за один шаг после начала процесса является явным недостатком.
2. Иногда после начала процесса необходим интенсивный надзор
Другой недостаток этого процесса заключается в том, что после его начала требуется интенсивный надзор.
Конечно, машины автоматизированы, но вы также должны контролировать другие параметры, относящиеся к общему производству.
Так что это может быть немного сложно, учитывая высокие температуры в окружении этого оборудования.
Кроме того, вы также должны лучше знать, как управлять этой машиной.
Помните, что в большинстве случаев вам время от времени потребуется настраивать различные элементы для достижения лучших результатов.
Например, вы должны знать, как правильно контролировать температуру на разных этапах этого процесса.
Ответ на этот вопрос очень важен, потому что в нем четко изложены конкретные причины, по которым вы покупаете именно этот инструмент.
Пластиковые трубыВ частности, экструдер для пластиковых труб имеет основополагающее значение для обработки высококачественных пластиковых труб и других сопутствующих материалов.
Дело в том, что именно это оборудование играет неотъемлемую роль в различных аспектах жизни в целом. Поэтому иметь его неизбежно необходимо.
Поэтому иметь его неизбежно необходимо.
a) Для производства медицинских принадлежностей
Видите ли, эта машина жизненно необходима, когда речь идет о производстве пластиковых трубок и профилей медицинского назначения.
Медицинские пластиковые трубкиТакие устройства способствуют более быстрому выздоровлению больного человека, поскольку они используются для доставки жидкостей в организм и из него.
Суть этого в том, что он не позволяет кому-то сильно терпеть боль или даже потерять жизнь из-за проблемы, с которой можно справиться.
b) Простота производства строительных материалов
Другая важная причина, по которой вам понадобится экструдер для пластиковых труб, — это создание различных строительных инструментов.
Обычно вы обнаружите, что в наши дни инженеры-строители часто включают множество профилей пластиковых труб в свои различные конструкции.
Детали пластиковой сантехники Пластиковые экскурсии стали неотъемлемыми составляющими нескольких строительных элементов.
Некоторые из этих продуктов включают кабельные каналы, сантехнические профили, защитные ограждения, декоративные элементы и корпуса электрических блоков и т. д.
c) Это помогает улучшить сельскохозяйственное производство
именно этот инструмент. Пластиковые трубы для орошенияПродвижение сельского хозяйства даже на мелкомасштабном уровне за счет строительства теплиц требует использования изделий из экструзионного пластика.
Кстати, это более характерно для садоводства, где большинство садовых инструментов, используемых здесь, изготовлены из пластиковых профилей.
Например, трубы, защитные кожухи спирали и защитные кожухи триммера являются одними из основных элементов экструзии пластика, широко используемых в садоводстве.
Таким образом, это означает, что с этой машиной можно многое сделать даже с современной сельскохозяйственной точки зрения.
d) Научные исследования и разведка
Ну, вы можете в это не верить, но правда в том, что вы можете производить различные пластиковые трубы для исследований и экспериментов.
Различные специалисты предпочитают использовать широкий спектр пластиковых труб для облегчения своих конкретных предприятий, особенно в области исследований и разведки.
А в последнее время в таких сферах стали широко применяться изделия из экструзии пластмасс.
Конечно, это важно, потому что показывает, что такие материалы очень нужны, когда речь идет о сложных конструкциях.
В основном, как вы можете видеть из большинства этих заявлений, наличие пластикового профиля важно по разным причинам.
Мы также можем констатировать, что обладание именно этим оборудованием — один из способов сделать жизнь более комфортной.
Это потому, что у вас есть возможность производить множество ценных и основных продуктов для различных областей.
До сих пор мы видели довольно много убедительных аспектов, касающихся машины для экструзии пластиковых труб.
Но у нас еще есть много других неотъемлемых областей, связанных с этой машиной.
Поэтому, не теряя много времени, давайте сразу перейдем к делу и рассмотрим ключевые компоненты пластикового экструдера.
Детали машины для экструзии пластиковых труб
Позвольте мне сказать вам правду;
С виду эта машина выглядит довольно простой и понятной, пока вы не начнете ею управлять.
Однако эта машина состоит из разных типов деталей и компонентов, которые работают вместе и выполняют разные роли.
И вы можете заметить это только в тот момент, когда начнете им пользоваться и когда время от времени возникнет необходимость корректировки его настроек.
Пластиковая экструзионная машинаИнтересно, что все эти различные детали имеют решающее значение в процессе производства пластиковых труб.
Итак, прежде чем вы даже подумаете об импорте этой машины, уместно только иметь представление о некоторых ее основных частях. Это полезно, так как делает операцию довольно простой.
Кроме того, он также позволяет вам узнать, чего ожидать, особенно в отношении замены и ремонта таких деталей и компонентов.
Итак, давайте сразу перейдем к делу и кратко изучим некоторые из этих важных компонентов;
i.
 Бункер
БункерБункер в форме воронки, который позволяет подавать сырье в машину для начала обработки. Иногда вы также можете называть его кормушкой.
Как вы увидите позже в принципе работы этой машины, вы заметите, что трубы исходят из порошка или пластиковых гранул в качестве сырья.
БункерИтак, в основном, это сырье чаще всего доступно в виде гранул или мелких частиц, которые засыпаются в машину в бункере.
И роль бункера или питателя заключается, прежде всего, в подаче материалов или ингредиентов в экструдер.
Размер бункера варьируется от одной машины к другой в зависимости от множества факторов, но в основном от конструкции экструдера.
ii. Блок управления
Блок управления экструдера состоит из различных частей, включая электрический шкаф, электрические компоненты и другие системы управления.
Во-первых, все элементы блока управления идеально регулируют различные системы и параметры этой машины.
Блок управления Как оператор, это то, на чем вы часто сосредотачиваетесь большую часть времени, когда используете эту машину. Причина в том, что все остальные функции этой машины получают сигналы от этого компонента.
Причина в том, что все остальные функции этой машины получают сигналы от этого компонента.
Он оснащен кнопками, которые передают сигналы для конкретной задачи при нажатии и, следовательно, позволяют ему работать без проблем.
В некоторых высокотехнологичных экструдерах некоторые блоки управления оснащены ЖК-дисплеем. Это, очевидно, позволяет легко и эффективно синхронизировать операции этой машины.
Специалисты всегда рекомендуют использовать электрические компоненты известных брендов, таких как LG, Schneider, ABB, Omron и Crydom.
iii. Шнек
Несомненно, это самый важный компонент всей экструзионной линии.
Понятно, что имеется в виду металлический стержень с острыми закругленными краями, вращающийся с чрезвычайно высокой скоростью внутри экструдера.
Это в основном помогает загнать материалы или пластиковые шарики в бочку, которая заметно нагревается.
Винт Винт совмещен со стволом, что позволяет проталкивать пули по мере того, как они образуют закругленные кусочки.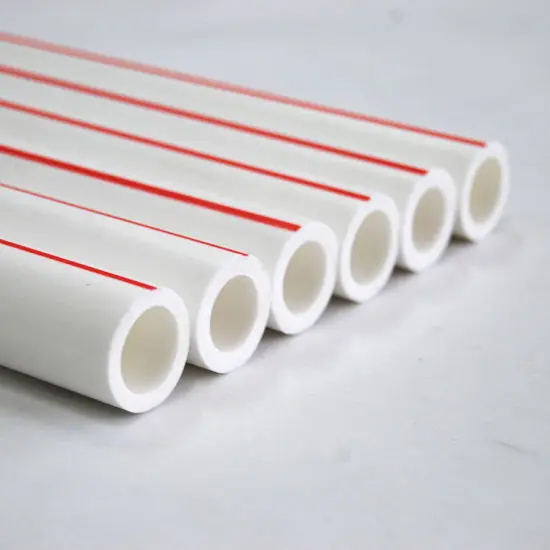
Кроме того, он бывает разных форм, дизайнов и размеров, в зависимости от множества факторов.
Самое главное, однако, понимать, что этот компонент в значительной степени определяет долговечность всей экструзионной линии.
Из доступных вариантов вы можете выбрать один в зависимости от ваших идеальных потребностей и возможностей машины.
Например, некоторые из них подходят для высокой производительности, но имеют низкое энергопотребление. Таким образом, это зависит от того, что, по вашему мнению, вам подходит.
iv. Цилиндр
Это компонент, в котором происходит экструзия пластиковых труб.
Он состоит из различных контролируемых зон нагревателя, которые обеспечивают тепло разной температуры в зависимости от конкретных настроек.
БочкаВысокая температура в этом компоненте позволяет плавить материал, когда они перемещаются внутри контролируемым образом.
Суть, по-видимому, в том, чтобы предотвратить какие-либо чрезвычайные случаи перегрева, которые могут привести к ухудшению качества полимерного материала.
Высокие температуры внутри ствола также возникают из-за интенсивного трения и высокого давления.
Подробнее рассмотрим принцип работы экструдера.
v. Приводной двигатель
Приводной двигатель в экструдере для пластиковых труб в основном представляет собой устройство, которое преобразует электроэнергию в энергию для работы машины.
ДвигателиОн отвечает за выработку достаточной энергии для выполнения всех жизненно важных операций, которые требуются для этой конкретной машины.
Конечно, размер и мощность двигателя для любого экструдера варьируются в основном в зависимости от размера и объема производства машины.
Таким образом, чем больше объем производства, тем больше и мощнее должен быть двигатель экструдера.
И, если возможно, обратитесь за советом или рекомендацией к профессионалу.
Вы обнаружите, что в большинстве случаев приводной двигатель Siemens всегда рекомендуется.
vi. Подающая труба
Относится к полому компоненту, который соединяет фильтрующий элемент с головкой.
Расплавленный пластиковый материал из бочки вытекает по этой трубе, попадая в форму для придания формы и профилирования.
Подающая трубаРасплавленный материал постепенно попадает в головку пресс-формы через подающую трубу для точного достижения заданного профиля пресс-формы.
vii. Штамповочная головка
Эта деталь также известна как пресс-форма. Это, безусловно, основная часть экструзионной линии для пластиковых труб, поскольку она в значительной степени определяет качество конечного продукта.
По сути, штамповочная головка — это то, что придает конечному продукту профиль, что позволяет расплавленному пластику течь и принимать необходимую форму.
Штамповочная головкаШтамповочная головка может помочь формировать широкий диапазон форм, ограничивая расплавленный профиль непрерывными профилями.
В большинстве случаев резьбонарезные головки изготавливаются по индивидуальному заказу в зависимости от формы готового компонента.
По этой причине вам может потребоваться некоторое необходимое время, прежде чем приступить к фактическому процессу экструзии.
viii. Вакуумный калибровочный бак
Этот конкретный компонент отвечает за обработку пластиковых профилей в зависимости от гибкости или жесткости материалов.
В некоторых случаях вы можете называть его резервуаром для калибровки профиля, и он доступен с различными коллекторами и вариантами охлаждения.
В идеале подходящая вакуумная калибровочная емкость значительно улучшает внешний вид конечного продукта.
Набор вакуумных резервуаров, который вам потребуется, зависит от типа машины и диаметра трубы, которую вы производите.
Вакуумный калибровочный резервуарix. Резервуар водяного охлаждения
Роль резервуаров охлаждения заключается в дальнейшем снижении температуры трубы даже после того, как она пройдет через вакуумный калибровочный резервуар.
Как правило, после выхода из матрицы труба часто бывает очень горячей, поэтому для ее охлаждения вам понадобится охлаждающий бак.
Система охлажденияОднако следует также отметить, что, как и в вакуумном калибровочном резервуаре, размер трубы определяет потребность в этом компоненте.
Например, при производстве труб из ПВХ диаметром от 20 до 200 мм охлаждающий бак не нужен.
Но если вы производите изделие диаметром более 200 мм, наличие охлаждающих баков становится важным.
х. Блок вытягивания
Относится к устройству, которое обязательно тянет трубу по мере ее продвижения вперед.
Этот компонент очень важен, потому что он определяет скорость проходящих через него труб, что влияет на общее производство.
Тяговое устройствоДоступны различные модели, которые в первую очередь сортируются по количеству гусеницы.
xi. Загрузочное отверстие
Отверстие, соединяющее бункер и цилиндр, которое обычно позволяет материалу соприкасаться с вращающимся шнеком.
Это важный компонент, так как он позволяет определить количество материалов, попадающих в экструдер.
Таким образом, вы также можете отрегулировать его в соответствии с конкретными потребностями, в частности, с объемом гранул или пеллет.
Загрузочное отверстие также играет роль подачи материала на начальном этапе экструзии пластиковых труб.
xii. Пластина прерывателя
Относится к относительно толстой металлической шайбе, в которой имеется несколько перфорированных отверстий. Иногда вы также можете называть его пакетом экранов.
В равной степени играет важную роль в создании противодавления внутри ствола. Как вы узнаете позже, противодавление имеет жизненно важное значение для обеспечения однородного плавления и надлежащего перемешивания полимера.
Узел пластины прерывателя также определяет объем давления, создаваемого внутри ствола.
xiii. Укладчик
Это часть машины, которая собирает трубы после завершения процесса.
Он расположен в конце машины и открыт для дальнейшего охлаждения и удобного сбора готовой продукции.
Итак, в основном, это основные части и компоненты обычного экструдера для пластиковых труб, с которыми вы всегда будете сталкиваться при его эксплуатации.
Однако этот инструмент также имеет некоторые другие детали, которые также играют существенную роль в общем процессе производства труб.
Теперь, когда вы знаете все ключевые детали, давайте изменим мелодию и сосредоточимся на принципе работы этой машины.
Принцип работы машины для экструзии пластиковых труб
Правда в том, что понимание того, как работает это оборудование, дает вам возможность определить широкий спектр факторов, включая эффективность.
И теперь, когда вы знаете некоторые основные части и компоненты, становится еще проще понять, как это работает.
Таким образом, принцип работы этой машины в данном случае просто относится к процессу экструзии.
Процесс экструзии пластиковых трубИтак, позвольте мне представить вам пошаговый процесс для облегчения понимания;
- Процесс начинается с подачи смолы, сырьевых термопластичных материалов или гранул из бункера в бочку под действием силы тяжести.

На этом этапе вы можете добавить соответствующие добавки, такие как ингибиторы УФ-излучения, а также красители. Эти добавки могут быть жидкими или полутвердыми в зависимости от типа экструдируемой трубы.
Суть добавления добавок заключается в создании уникальных приложений.
- Далее происходит то, что сила тяжести втягивает материалы глубже в экструдер через загрузочное отверстие.
На этом этапе материал вступает в непосредственный контакт со шнеком только с заднего конца ствола.
А поскольку шнек вращается с чрезвычайно высокой скоростью, он заставляет сырье поступать в нагретую бочку.
В этом случае бочка уже достигла высоких температур, идеально подходящих для плавления смолы в зависимости от ее природы.
Итак, смола постепенно плавится, продолжая двигаться вперед по стволу.
- Когда материал полностью расплавится, он выходит из шнека в передней части ствола.
В то же время расплавленная смола проходит через усиленный сетчатый фильтр, чтобы избавиться от любых присутствующих загрязнений.
Между прочим, в данном случае суть пластины-отбойника заключается в усилении экранов, так как давление здесь может быть невероятно сильным.
- После прохождения разделительной плиты расплавленный материал поступает в головку пресс-формы, широко известную как пресс-форма.
Как вы теперь знаете, штамповочная головка определяет профиль или форму конечного продукта.
Поэтому его конструкция должна обеспечивать равномерный поток расплавленного пластика из цилиндрического профиля в профиль изделия.
Если на этой фазе возникает неравномерный поток, это может нанести ущерб, поскольку может вызвать ненужное напряжение в некоторых точках профиля.
Результатом этого эффекта является возможное коробление трубы при окончательном остывании.
Опять же, имейте в виду, что вы можете создать трубу любой формы, если это непрерывный профиль.
- Теперь следующий этап — охлаждение продукта. Это часто достигается путем протягивания экструдата через резервуар для воды.
