Автомат резьбонакатный c плоскими плашками К09.219.80
- Главная /
- Справочник
- КПО советское, российское, импортное — справочная информация
- КПО советское, российское, импортное — справочная информация
- Автомат резьбонакатный c плоскими плашками К09.219.80
Автомат предназначен для холодного накатывания резьбы любого вида, а также других профилей на деталях стержневого типа. Обычно это накатное оборудование используется вместе с автоматом для производства шурупов и саморезов модели К09.135.05.
Технические характеристики станка К09.219.80
| Параметр | Значение |
|---|---|
| Наибольший диаметр резьбы, мм | 8 |
| Длина стержня изделия, мм | 90 |
| Длина резьбы изделия, мм | 60 |
| Производительность, шт/мин | 250 |
| Размеры стола: ширина, длина, мм | — |
| Мощность двигателя главного движения / мощность суммарная, кВт | 8. 5 5 |
| Габариты, мм | 1700_1665_1725 |
| Масса, кг | 2640 |
| Начало серийного выпуска, год | |
| Завод-производитель | Азовский завод кузнечно-прессовых автоматов, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Автомат резьбонакатный c плоскими плашками К09.219.80 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели К09.219.80 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Автомат резьбонакатный c плоскими плашками К09.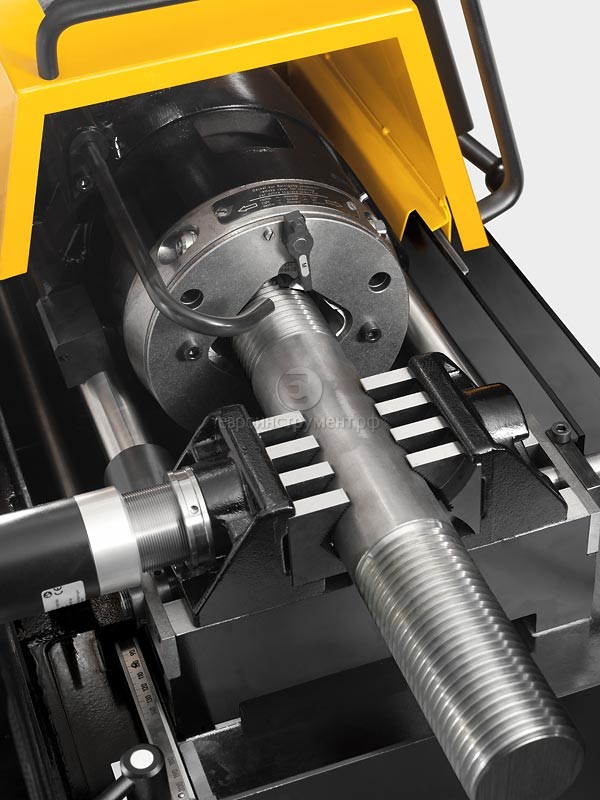 219.80 составляет:
219.80 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Автомат резьбонакатный c плоскими плашками К09.219.80 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Автомат резьбонакатный c плоскими плашками К09.219.80 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
-
Не производится
Оборудование для накатки резьбы на болты, винты и заклепки
Преимущества станка:
- Все направляющие станка, включая направляющие ползуна сделаны из легированной (латунной) стали для обеспечения точности накатки резьбы и продления срока службы резьбонакатных плашек.

- Простота настройки блока неподвижной плашки по горизонтали и вертикали
- Шаг резьбы может быть быстро и точно отрегулирован с помощью синхронизации работы эксцентриков с перемещением накатных плашек.
- Механизм подачи заготовок может бысть остановлен вручную или с помощью электрического устройства отвода толкателя (опция). (входит в стандартную комплектацию станков с номером более, чем CPR-20L).
- Направляющий жёлоб может быть отрегулирован по высоте. Для станков с порядковым номером более, чем CPR-25L данная настойка осуществялется с помощью электродвигателя, для остальных – вручную.
- Защитный чехол направляющего жёлоба может быть легко демонтирован в при необходимости доступа в данную область.
- Основание станка обеспечивает максимальную прочность и защиту от деформаций, что приводит более точной накатки резьбы.
- Опционно станок может быть оснащён системой контроля «плавающей резьбы», устройством отвода деффектных изделий,
устройством, таймером отключения питания, устройством циркуляции смазочного и охлаждающего масла, защитным кожухом с
шумоизоляцией и отводом дыма.
|
|
| Модели станков начиная сCPR-12L по CPR-42L оснащены системой загрузки элеваторноготипа, станки для болтов М20 Х150мм и ниже оснащаются виброзагрузчиком. Модели, начиная с CPR-3 по CPR-16L, доступны вместе с узлом монтажа шайб. Максимальная длина заготовки для болтов с размером М2-М8 составляет 75мм |
Вибрационное загрузочно-подающее устройство является снадартным для моделей с CPR-3 по CPR-12S. Сепаратор стружки роликового типа является опцией.
Сепаратор стружки роликового типа является опцией.
| Модели станков, начиная с CPR-3 по CPR-12S, | Защитный кожух является опцией |
Внешний вид станка CPR-30L
Спецификация на резьбонакатные станки CPR серии
| Серийный номер станка | Величина | CPR-3 | CPR-6S | CPR-8L | CPR-8LL | CPR-10L | CPR-12S | CPR-12L | CPR-16S | CPR-16L | CPR-20S | CPR-20L | CPR-25L | CPR-25LL | CPR-30L |
| Мин.и макс. диаметр резьбы | мм | 2~3 | 3~6 | 4~8 | 4~8 | 4~10 | 8~12.7 | 8~12. 7 7 | 10~16 | 10~16 | 10~20 | 10~20 | 12~25.4 | 12~25.4 | 20~31.75 |
| Мин.и макс. диаметр резьбы для саморезов | мм | #2-#4 | #4-#10 | #6-#14 | #6-#14 | #6-#14 | |||||||||
| Мин.и макс. длина резьбы | мм | 3~22 | 8~50 | 12~50 | 20~102 | (M10*70) 14~102 | 20~75 | 20~75 | 20~100 | 20~100 | 30~100 | 30~100 | 30~102 | 30~250 | 30~102 |
| Мин. И макс. длина изделия под шляпкой | мм | 3~22 | 8~50 | 12~100 | 20~102 | 14~102 | 20~100 | 20~300 | 20~150 | 20~300 | 30~150 | 30~300 | 30~300 | 30~350 | 30~300 |
| Производительность | шт./мин | 400 | 400 | 320 | 200 | 190 | 150 | 75 | 130 | 75 | 90 | 70 | 70 | 50 | 47 |
| Размеры неподвижной/подвижной плашек | мм | 58/66 * 20 * 25 | 95/105 * 25 * 54 | 110/130 * 25 * 55 | 127/140 * 25 * 110 | 180/200 * 35 * 110 | 200/230 * 38 * 85 | 200/230 * 38 * 85 | 230/260 * 40 * 105 | 230/260 * 40 * 105 | 280/310 * 50 * 105 | 280/310 * 50 * 105 | 400/450 * 65 * 110 | 400/450 * 65 * 110 | 500/550 * 65 * 155 |
Мощность гл. двигателя двигателя | ЛС | 2 | 7.5 | 10 | 15 | 15 | 20 | 20 | 25 | 25 | 30 | 30 | 50 | 60 | 60 |
| Вес станка | кг | 550 | 1800 | 2200 | 3600 | 3600 | 4000 | 5000 | 6000 | 6000 | 7000 | 7000 | 15000 | 20000 | 22000 |
| Габариты | мм | 1420 * 800 * 1200 | 2012 * 850 * 1505 | 2202 * 1035 * 1535 | 2845 * 1200 * 1680 | 2845 * 1200 * 1680 | 3200 * 1442 * 1800 | 3200 * 1442 * 1800 | 4100 * 2100 * 2000 | 4100 * 2100 * 2000 | 4300 * 2100 * 2000 | 4300 * 2100 * 2000 | 6200 * 2900 * 2300 | 6200 * 2900 * 2300 | 6560 * 2900 * 2500 |
Преимущества накатанной резьбы | Atlanta Rod and Manufacturing
Преимущества накатанной резьбы
ПРЕИМУЩЕСТВА НАКАТНОЙ РЕЗЬБЫ
Накатанная резьба имеет улучшенные физические характеристики, большую точность и высокую степень чистоты поверхности. Они равномерно производятся с высокой производительностью без потерь материала. Эти шесть основных преимуществ объясняют более широкое использование накатывания резьбы.
Они равномерно производятся с высокой производительностью без потерь материала. Эти шесть основных преимуществ объясняют более широкое использование накатывания резьбы.
ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Холодная ковка, которую получают нити в процессе прокатки, упрочняет их при растяжении, сдвиге и усталости.
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ
Холодная обработка поверхности увеличивает прочность на растяжение обрабатываемого металла, и статические испытания на растяжение часто регистрируют увеличение прочности деталей на разрыв порядка 10%.
ПРОЧНОСТЬ НА СДВИГ
При накатывании резьбы волокна материала не разрываются, как при других методах изготовления резьбы, как показано на рис. 3, а переформировываются в непрерывные непрерывные линии, повторяющие контуры резьбы. резьбы, как в любой хорошей поковке, как показано на рис. 4. Накатанные нити сопротивляются зачистке, потому что разрушения при сдвиге должны происходить поперек, а не поперек волокон.
СОПРОТИВЛЕНИЕ УСТАЛОСТИ
Накатка резьбы повышает сопротивление детали усталостному разрушению несколькими способами. Прокатка между гладкими фильерами оставляет резьбу с гладкими полированными корнями и боковыми сторонами, без разрывов, вибраций или следов резания, которые могут служить очагами напряжения и, следовательно, исходными точками усталостных разрушений.
Прокатка между гладкими фильерами оставляет резьбу с гладкими полированными корнями и боковыми сторонами, без разрывов, вибраций или следов резания, которые могут служить очагами напряжения и, следовательно, исходными точками усталостных разрушений.
Прокатка также оставляет поверхностные слои резьбы, особенно те, которые находятся в корнях, напряженными при сжатии. Эти сжимающие напряжения должны быть преодолены, прежде чем могут возникнуть растягивающие напряжения, которые сами по себе могут вызвать усталостные разрушения. Это увеличение твердости корня, до 30%, значительно повышает устойчивость деталей к усталости.
Неоднократно было продемонстрировано, что любой крепеж, который правильно затянут при установке и остается затянутым в течение всего срока службы, с меньшей вероятностью выйдет из строя из-за усталости, чем тот, который собран неплотно или ослабляется. в сервисе.
Резьба, полученная любым методом нарезания, имеет состояние поверхности, состоящее из частично оторванных частиц, которые постепенно давят в процессе эксплуатации, позволяя крепежному элементу ослабнуть. Катаные нити, напротив, уплотняются и полируются во время нарезания резьбы, менее склонны к ослаблению и, таким образом, обычно имеют более длительный усталостный ресурс.
Катаные нити, напротив, уплотняются и полируются во время нарезания резьбы, менее склонны к ослаблению и, таким образом, обычно имеют более длительный усталостный ресурс.
Накатанные нити не теряют усталостной прочности при нагреве в течение нескольких часов до температуры до 500° по Фаренгейту; тогда как усталостная прочность нитей, изготовленных другими способами, снижается на целых 25% при той же обработке.
Сообщается, что улучшенная усталостная прочность в результате всех вышеперечисленных факторов составляет порядка 50-75%. На термообработанных болтах твердостью от С36 до 40 по Роквеллу с накатанной резьбой после термообработки испытания показали повышенную усталостную прочность в 5-10 раз по сравнению с нарезанной резьбой.
ТОЧНОСТЬ
Производство точной резьбы обычно требует тщательного контроля за делительным диаметром, углом резьбы, шагом, конусностью, округлостью и опьянением.
Существует ряд причин, по которым легче достичь точности диаметра делителя, угла резьбы, шага и конусности путем прокатки, чем с помощью других процессов, и, что часто не менее важно, поддерживать эту точность в течение длительного времени. Контроль над округлостью и опьянением, хотя с помощью перекатывания не легче поддерживать, чем с помощью других процессов, обычно находится в пределах возможностей среднего оператора
Контроль над округлостью и опьянением, хотя с помощью перекатывания не легче поддерживать, чем с помощью других процессов, обычно находится в пределах возможностей среднего оператора
УГОЛ РЕЗЬБЫ И ХОД
Точность получаемого угла резьбы и шага, как показано на рис. 6, почти полностью зависит от точности штампов. В большинстве случаев угол резьбы и шаг резьбы на плашке точно воспроизводятся на прокатываемом материале.
Точность производимого свинца также может зависеть от настройки штампов и прокатываемого материала. Некоторые типы более твердых и жестких материалов имеют тенденцию «отскакивать» после прокатки, в результате чего свинец на заготовке может сжаться на очень небольшую величину. В таких случаях можно использовать гребенки с расширенным шагом, которые будут равномерно производить резьбу с правильным шагом.
ОПЬЯННОСТЬ
Борьба с опьянением зависит от использования плашек с правильными углами опережения, а также от тщательного подбора и правильной подачи и позиционирования заготовки по отношению к плашкам. См. рис. 7.
См. рис. 7.
КРУГЛОСТЬ
Круглость зависит от округлости и однородности твердости заготовки, а также от скорости приложения и сброса давления пресс-формы. Если штампы спроектированы и настроены для постепенного и равномерного приложения и сброса давления, могут постоянно поддерживаться жесткие допуски на круглость. См. рис. 8.
ОДНОРОДНОСТЬ
При достаточной осторожности можно нарезать чрезвычайно точную резьбу любым из распространенных методов нарезания резьбы, но накатка уникальна своей способностью сохранять точность первоначальной насадки во время длительные циклы высокоскоростного производства.
Форма резьбы комплекта резьбонакатных плашек точно воспроизведена на деталях и не меняется
заметно в течение всего срока службы плашек. Резьбонакатные плашки не изнашиваются так, как другие инструменты для нарезания резьбы. Износ вместо того, чтобы концентрироваться на острой режущей кромке, распределяется по широкой поверхности, а качение происходит относительно свободно от трения. Таким образом, форма резьбы накатного штампа не изменяется в результате эрозии, а также не может воспроизвести себя из-за притупления или прилипания. Его нельзя изменить неправильной заточкой, так как заточка никогда не требуется.
Таким образом, форма резьбы накатного штампа не изменяется в результате эрозии, а также не может воспроизвести себя из-за притупления или прилипания. Его нельзя изменить неправильной заточкой, так как заточка никогда не требуется.
Разработка процесса накатывания резьбы и оборудования для накатки резьбы еще не завершена. Наоборот, интерес и активность в этом процессе сейчас выше, чем когда-либо в его истории. Постоянно разрабатываются новые типы машин и навесного оборудования, и этот процесс ежедневно находит новые применения, где его скорость, точность, однородность и прочность, которую он добавляет к прокатываемым деталям, могут быть использованы для снижения затрат и улучшения качества. бесконечное количество резьбовых частей.
ПРОЦЕСС НАКАТКИ РЕЗЬБЫ
Накатка резьбы и профилей – это простой процесс холодной ковки, который почти полностью ограничивается внешней резьбой. Этот процесс называется холодной ковкой, потому что большая часть прокатки производится на холодных заготовках. Однако накатка резьбы или нагревание заготовок оказались полезными в некоторых случаях. Сегодня резьба и фасонная прокатка признаны во многих отраслях промышленности предпочтительным методом производства однородной гладкой и точной резьбы с превосходными физическими свойствами.
Однако накатка резьбы или нагревание заготовок оказались полезными в некоторых случаях. Сегодня резьба и фасонная прокатка признаны во многих отраслях промышленности предпочтительным методом производства однородной гладкой и точной резьбы с превосходными физическими свойствами.
Матрицы из закаленной стали используются для накатки резьбы. Резьбовые поверхности этих матриц прижимаются к периферии гладких цилиндрических заготовок и преобразуют поверхность заготовки в резьбу по мере того, как заготовка катится по граням матриц 9.0007
(рис. 1). Рабочие поверхности плашек имеют форму резьбы, противоположной резьбе, которая должна быть изготовлена. Проникая в поверхность заготовки, гребенки вытесняют материал, образуя основание резьбы, и выталкивают смещенный материал в радиальном направлении наружу, формируя гребни резьбы. Заготовка имеет диаметр, находящийся между большим и меньшим диаметром резьбы.
Сравнение нарезанной и накатанной резьбы показано на рис. 2. В отличие от других процессов нарезания резьбы, материал не удаляется и, следовательно, не образуется стружка.
Нажмите на ссылку под изображением, чтобы открыть файлы PDF
Преимущества ROLLED VS CUT
. , производство, импорт, экспорт, тенденции, прогнозы, размер рынка и продажи
Весь мир
Мир
Афганистан
Албания
Алжир
American Samoa
Andorra
Angola
Anguilla
Antigua and Barbuda
Argentina
Armenia
Aruba
Australia
Austria
Azerbaijan
Bahamas
Bahrain
Bangladesh
Barbados
Беларусь
Бельгия
Белиз
Бенин
Бермуды
Бутан
Боливия
Бонэйр
Bosnia and Herzegovina
Botswana
Brazil
British Indian Ocean Territory
British Virgin Islands
Brunei Darussalam
Bulgaria
Burkina Faso
Burundi
Cabo Verde
Cambodia
Cameroon
Canada
Каймановы острова
Центральноафриканская Республика
Чад
Нормандские острова
Чили
Китай
Christmas Island
Cocos (Keeling) Islands
Colombia
Comoros
Congo
Cook Islands
Costa Rica
Cote d’Ivoire
Croatia
Cuba
Curacao
Cyprus
Czech Republic
Корейская Народно-Демократическая Республика
Демократическая Республика Конго
Дания
Джибути
Доминика
Доминиканская Республика
Ecuador
Egypt
El Salvador
Equatorial Guinea
Eritrea
Estonia
Ethiopia
Falkland Islands (Malvinas)
Faroe Islands
Fiji
Finland
France
Free Zones
French Гвиана
Французская Полинезия
Французские Южные территории
Габон
Гамбия
Грузия
Германия
Гана
Gibraltar
Greece
Greenland
Grenada
Guadeloupe
Guam
Guatemala
Guinea
Guinea-Bissau
Guyana
Haiti
Holy See
Honduras
Hong Kong SAR
Hungary
Исландия
Индия
Индонезия
Иран
Ирак
Ирландия
Остров Мэн
Израиль
Italy
Jamaica
Japan
Jordan
Kazakhstan
Kenya
Kiribati
Kosovo
Kuwait
Kyrgyzstan
Lao People’s Democratic Republic
Latvia
Lebanon
Lesotho
Liberia
Libya
Лихтенштейн
Литва
Люксембург
Макао САР
Мадагаскар
Малави
Малайзия
Maldives
Mali
Malta
Marshall Islands
Martinique
Mauritania
Mauritius
Mayotte
Mexico
Micronesia
Moldova
Monaco
Mongolia
Montenegro
Montserrat
Morocco
Мозамбик
Мьянма
Намибия
Науру
Непал
Нидерланды
Новая Каледония
New Zealand
Nicaragua
Niger
Nigeria
Niue
Norfolk Island
North Macedonia
Northern Mariana Islands
Norway
Oman
Pakistan
Palau
Palestine
Panama
Papua Новая Гвинея
Парагвай
Перу
Филиппины
Острова Питкэрн
Польша
Португалия
Пуэрто-Рико
Qatar
Reunion
Romania
Russia
Rwanda
Saint Helena, Ascension and Tristan da Cunha
Saint Kitts and Nevis
Saint Lucia
Saint Maarten (Dutch part)
Saint Pierre and Miquelon
Сент-Винсент и Гренадины
Сен-Мартен (французская часть)
Самоа
Сан-Марино
Сан-Томе и Принсипи
Саудовская Аравия
Сенегал
Serbia
Seychelles
Sierra Leone
Singapore
Slovakia
Slovenia
Solomon Islands
Somalia
South Africa
South Korea
South Sudan
Spain
Sri Lanka
Sudan
Суринам
Свазиленд
Швеция
Швейцария
Сирийская Арабская Республика
Тайвань (китайский)
Таджикистан
Tanzania
Thailand
Timor-Leste
Togo
Tokelau
Tonga
Trinidad and Tobago
Tunisia
Turkey
Turkmenistan
Turks and Caicos Islands
Tuvalu
Uganda
Ukraine
Объединенные Арабские Эмираты
Соединенное Королевство
Соединенные Штаты
Малые отдаленные острова Соединенных Штатов
Виргинские острова Соединенных Штатов
Uruguay
Uzbekistan
Vanuatu
Venezuela
Vietnam
Wallis and Futuna Islands
Western Sahara
Yemen
Zambia
Zimbabwe
Africa
Africa
Algeria
Angola
Benin
Ботсвана
Буркина-Фасо
Бурунди
Кабо-Верде
Камерун
Центральноафриканская Республика
Чад
Comoros
Congo
Cote d’Ivoire
Democratic Republic of the Congo
Djibouti
Egypt
Equatorial Guinea
Eritrea
Ethiopia
Gabon
Gambia
Ghana
Guinea
Guinea -Бисау
Кения
Лесото
Либерия
Ливия
Мадагаскар
Малави
Мали
Мавритания
0006 MauritiusMorocco
Mozambique
Namibia
Niger
Nigeria
Reunion
Rwanda
Sao Tome and Principe
Senegal
Seychelles
Sierra Leone
Somalia
South Africa
South Sudan
Судан
Свазиленд
Танзания
Того
Тунис
Уганда
Западная Сахара
Замбия
Zimbabwe
ASEAN
ASEAN
Brunei Darussalam
Cambodia
Indonesia
Lao People’s Democratic Republic
Malaysia
Myanmar
Philippines
Singapore
Thailand
Vietnam
Asia
Asia
Афганистан
Армения
Азербайджан
Бахрейн
Бангладеш
Бутан
Бруней-Даруссалам
Cambodia
China
Cyprus
Democratic People’s Republic of Korea
Georgia
Hong Kong SAR
India
Indonesia
Iran
Iraq
Israel
Japan
Jordan
Kazakhstan
Кувейт
Кыргызстан
Лаосская Народно-Демократическая Республика
Ливан
Малайзия
Мальдивы
Монголия
Myanmar
Nepal
Oman
Pakistan
Palestine
Philippines
Qatar
Saudi Arabia
Singapore
South Korea
Sri Lanka
Syrian Arab Republic
Taiwan (Chinese)
Tajikistan
Таиланд
Тимор-Лешти
Турция
Туркменистан
Объединенные Арабские Эмираты
Узбекистан
Вьетнам
Yemen
Asia-Pacific
Asia-Pacific
Afghanistan
American Samoa
Australia
Bangladesh
Bhutan
Brunei Darussalam
Cambodia
China
Cook Islands
Democratic People’s Republic of Korea
Фиджи
Французская Полинезия
Гуам
САР Гонконг
Индия
Индонезия
Япония
Кирибати
Lao People’s Democratic Republic
Malaysia
Maldives
Micronesia
Myanmar
Nauru
Nepal
New Caledonia
New Zealand
Pakistan
Papua New Guinea
Philippines
Samoa
Singapore
Соломоновы острова
Южная Корея
Шри-Ланка
Тайвань (Китай)
Таиланд
Тимор-Лешти
Tokelau
Tonga
Tuvalu
Vanuatu
Vietnam
Wallis and Futuna Islands
Asia-Pacific (excl.