Оборудование пенополиуретан Производство изготовление ППУ
ООО «Современные Технологии» (сокращённо «СовТех» или «СТ») имеет две торговых специализации и две производственных. Мы предлагаем всем заинтересованным частным лицам и организациям в Сибири и на Дальнем Востоке:
- оборудование и технологии для производства современных строительных материалов, а именно: пенополиуретан, пеноизол, жидкая резина и стеклофибробетон.
- различные системы ППУ-компонентов для производства любых изделий из пенополиуретана в цеху и нанесения утеплителя непосредственно на стройплощадке.
- различные изделия из пенополиуретана, полученные методом заливки в форму: скорлупы, плиты, панели термоклинкер, декор, трубы, улья, элементы мебели и многое другое, в т.ч. нетиповое, по эскизам заказчика.
- выполняем любые строительные работы (общестроительные, ремонтные, отделочные), в т.ч. используем современные технологии с использованием пенополиуретана, жидкой резины и стеклофибробетона.
Кровельные работы и технологии
Теплоизоляция кровель традиционными методами и новыми технологиями: напыление пенополиуретана (ППУ).
Утепление крыш ППУ – это надежный и эффективный способ теплоизоляции кровли, который применяется во всем Мире. Фирма «СовТех» с 2005 года успешно выполняет работы в различных городах Сибири по нанесению пенополиуретановой изоляции.
Гидроизоляция кровель, наплавляемыми и мембранными материалами. Возможность круглогодичного монтажа кровли. И бесшовная гидроизоляция жидкой резиной, которая наносится методом холодного напыления.
ООО «Современные Технологии» не только выполняет работы по теплоизоляции и гидроизоляции кровель, но также предлагает всем освоить эти технологии.
Фирма «СовТех» готова поставить Вам ППУ оборудование и установку для гидроизоляции жидкой резиной. Это современные отечественные машины фирмы «Новые Строительные Технологии» (Москва), которая с 1997 года проектирует, разрабатывает и производит оборудование для пенополиуретана и жидкой резины. Вместе с оборудованием для ППУ и жидкой резины мы готовы поставить Вам компоненты для пенополиуретана и бесшовной гидроизоляции.
 Для производства ППУ мы предлагаем оборудование под торговой маркой ПЕНА-98.
Для производства ППУ мы предлагаем оборудование под торговой маркой ПЕНА-98.
Это надежные, профессиональные, функциональные установки для пенополиуретана. Фирма СовТех в своей работе по ППУ использует именно это оборудование для пенополиуретана. Поэтому мы рекомендуем то, в чем уверенны сами.
ПЕНА-98 это установка, которая позволяет осуществлять не только напыление ППУ, но и заливку пенополиуретана на различных строительных объектах. Это пеногенераторы ППУ, которые позволяют плавно регулировать подачу компонентов пенополиуретана.
ППУ оборудование простое и удобное в использовании при ведении работ по производству пенополиуретана. ПЕНА-98 комплектуется специальным распылителем пенополиуретана модели ПРП.
Фирма «СовТех» – эксклюзивный и крупнейший дистрибьютор ППУ-сырья завода Владипур в Сибирском и Дальневосточном регионе. На складе в Новосибирске всегда в наличии оборудование для пенополиуретана модельного ряда ПЕНА-98 и различные марки сырья для ППУ.
Мы готовы предложить Вам ППУ компоненты для напыления пенополиуретана различных плотностей. У нас всегда имеется заливочное ППУ сырье для производства различных ППУ-изделий: теплоизоляционных скорлуп, сэндвич-панелей, предизолированных труб, элементов декора и пр.
 Для гидроизоляции ООО «Современные Технологии» предлагает оборудование и технологию ЖИДКАЯ РЕЗИНА. Установка для гидроизоляции модели RX-27 разработана фирмой НСТ. Оборудование позволяет наносить гидроизоляционную мембрану на основе жидкой резины методом холодного напыления.
Для гидроизоляции ООО «Современные Технологии» предлагает оборудование и технологию ЖИДКАЯ РЕЗИНА. Установка для гидроизоляции модели RX-27 разработана фирмой НСТ. Оборудование позволяет наносить гидроизоляционную мембрану на основе жидкой резины методом холодного напыления.
Получаемое покрытие отлично адгезирует к любой поверхности. Мембрана на основе жидкой резины позволяет получить бесшовное гидроизоляционное покрытие для поверхности любой сложности. Оборудование RX-27 для жидкой резины предназначено для гидроизоляции кровель, подвалов, фундаментов, бассейнов и пр. Для производства работ по гидроизоляции предлагаем компоненты Жидкая Резина различных марок.
Фасадные работы и технологии
Устройство вентилируемых фасадов с применением металлосайдинга, ПВХ сайдинга, профлиста, керамогранита, краспана, сэндвич панелей, рваного камня, дикого камня, с использованием утеплителей, в т.ч. пенополиуретана.


Теплоизоляция домов пеноизолом
Заполнение полостей стен пеноизолом: к кирпичной стене крепится декоративная панель и заливается между стеной и панелью пеноизол. Преимущества: качество, скорость, дешевизна.


Пеноизол – это одновременно теплоизоляция и звукоизоляция. Пенопласт «ПЕНОИЗОЛ» – легкий, пористый, хорошо удерживает тепло, простой в использовании утеплитель. Теплоизоляция пеноизолом – это экономично и технологично. Для производства пеноизола требуется оборудование типа ПЕНА-2000, разработанное фирмой «Новые Строительные Технологии». Последняя модификация оборудования для пеноизола – это установка ПЕНА-2000/10УМ. В первые 15 мин после получения пеноизол представляет суфлеобразную массу, которая легко закачивается через небольшие отверстия и щели и заполняет пустотелые конструкции.
Заливка в закрытые полости идеально для утепления старых конструкций, в которых утеплителя либо не было, либо осыпался. При строительстве нового дома пеноизол удобен и хорош тем, что можно сначала возвести стены и потолок, а потом сразу закачать теплоизоляцию через отверстия.
Теплоизоляция домов пенополиуретаном
Утепление любых зданий и сооружений пенополиуретаном методом напыления. В результате образуется прочная, монолитная теплоизоляционная шуба. Утепление пенополиуретаном может применяться практически везде: стены, фасады, полы, перекрытия, чердаки, фундаменты, трубопроводы. Пенополиуретан можно не только НАПЫЛЯТЬ на поверхность, но и как пеноизол ЗАЛИВАТЬ в стены – заполнять полости.Пенополиуретан расширяется при заливке и напылении – он забивает все трещины. ППУ адгезирует к любой поверхности. ППУ – легкий, но вместе с тем и прочный материал. Пенополиуретан – идеально подходит для реконструкции старых зданий или сооружений, где требуется минимизировать нагрузку на стены и перекрытия.
Мы предлагаем Вам технологии, которые освоили и применяем сами с 2005 года. Мы накопили богатый и уникальный опыт по использованию ПЕНОПОЛИУРЕТАНА и ЖИДКОЙ РЕЗИНЫ в Сибирском регионе. И мы готовы поделиться с Вами нашими знаниями. Мы приветствуем каждого, кто готов применять и внедрять в Сибири новые строительные технологии теплоизоляции и гидроизоляции: пенополиуретан, пеноизол и жидкая резина.
Подробный перечень, предлагаемых в Новосибирской области и других регионах Сибири, строительных услуг тут.
Производство пенополиуретана по технологии заливки
Помимо работ и услуг по теплоизоляции пенополиуретаном на стройплощадке, ООО «Современные Технологии» с 2008 года открыло собственное производство методом заливки пенополиуретана.
Мы производим и реализуем:
- ППУ-скорлупы теплоизоляционные;
- Термопанели фасадные с ППУ-утеплителем и клинкерной плиткой;
- ППУ-плиты;
- Предизолированные ППУ-трубы;
- И пр. ППУ-продукцию.
Фирма «СовТех» готова поставить оборудованеи для заливки ППУ производства фирмы НСТ – заливочные ППУ-машины на базе пеногенератора ППУ типа ПЕНА-98 и Заливочной Головки ППУ модели ЗГ-016.



На складе в Новосибирске всегда в наличии оборудование и компонентны для пенополиуретана. Обучим технологии. В кратчайшие сроки изготовим для Вас любые ППУ-изделия методом заливки. Выполним утепление пенополиуретаном стен и кровель.
На любой Ваш вопрос о пенополиуретане у нас есть ответ.
ООО «СТ» это оборудование + сырье + производство + знания = ПЕНОПОЛИУРЕТАН В СИБИРИ
www.sovte.ru
Производство сэндвич-панелей ППУ
Как производят сэндвич панели ППУ
В Западной Европе самыми распространенными из сэндвич панелей являются конструкции с пенополиуретаном или ППУ, они занимают на европейском рынке неоспоримо большую долю, порядка 90-95%. В России пока ситуация другая, до таких рекордных результатов нам еще далеко, но, как показывает статистика, процесс идет, и доля сэндвич панелей ППУ на отечественном рынке увеличивается с каждым годом. А чем популярнее становится материал, чем больше к нему интереса и у проектировщиков, и у строителей, и у населения, тем и вопросов возникает больше. О том, что материал из себя представляет, какими свойствами обладает, как производится, мы и поговорим в этой статье.
Строительный «бутерброд»

Даже тот, кто с сэндвич панелями ППУ дела никогда не имел, может легко представить себе, что это такое. Уже из названия становится понятно, что сэндвич панели представляют собой многослойную конструкцию: обычно по краям металлические листы, а в середине утеплитель. Впрочем, вместо металла могут быть другие материалы.
Утеплители тоже бывают разные, в основном вариантов три: минеральная вата, пенополистирол, ППУ (подробнее о каждом из вариантов мы поговорим чуть ниже).
Разновидности «сердцевины»
Конечно, у каждого материала есть свои достоинства и недостатки, просто у кого-то их больше, а у кого-то меньше. И не всегда нам известна вся правда про тот или иной утеплитель, а она может быть очень неприглядной. Впрочем, давайте по порядку.
Пенополистирол
Полистирол знают многие, чаще в «модификации» пенопласт. Основное преимущество материала – невысокая цена. А мы, надо признаться, любим, «чтобы подешевле», часто не задумываясь о том, что, приобретая дешевую продукцию, впоследствии можем столкнуться с непредвиденными проблемами.
Например, полистирол может оказаться недолговечным. А еще – привлекательным для грызунов. Но главное в другом – если материал подвергается воздействию пламени, он начинает выделять очень едкий дым, опасный для здоровья.
Минеральная вата
Минеральная вата считается экологичным и негорючим материалом. Почему считается? Да потому, что в жизни иногда бывает и по-другому. Известно много случаев, когда минеральная вата горела, причем интенсивно.
С экологичностью все вообще иногда бывает очень серьезно, так как в составе волокон могут оказаться канцерогенные составляющие (это зависит от выбора сырья и порядочности производителя), а в качестве связующего материала могут использовать фенолформальдегидную смолу, выделяющую вредный фенол, который для здоровья человека опасен.
Кроме того, минеральная вата гигроскопична, то есть сильно впитывает воду и водяные пары, после чего набухает и теряет форму, а вместе с ней и свои теплоизоляционные качества.
Пенополиуретан
Наконец, есть и еще один материал, пенополиуретан или, сокращенно, ППУ. Как уже упоминалось выше, на Западе самый популярный. Популярность ППУ объясняется именно наличием многих полезных характеристик.
- Это и очень низкий уровень теплопроводности, то есть способности удерживать температуру в помещении, например, тепло в морозы. По показателям теплопроводности ППУ в полтора раза эффективнее, чем полистирол и в два, чем минеральная вата.
- ППУ не страшна влага, а также плесень, бактерии, грибки и пр.
- Не боится материал и перепадов температур. Хотя пенополиуретан и относится к категории горючих веществ, является умеренно горючим и самозатухающим, то есть, горение не поддерживает. PIR, одна из разновидностей ППУ, выдерживает 140°С благодаря особой структуре, при которой пламя не попадает во внутренние слои.
Как удается достигнуть таких свойств? Как производят сэндвич панели ППУ?
Производство сэндвич панелей ППУ
Сэндвич панели ППУ – продукт высокотехнологичный. При его производстве жестко соблюдаются все необходимые требования – только так можно получить продукт высокого качества.
Давайте проследим, как протекает процесс производства сэндвич панелей ППУ. Наблюдать будем на примере завода ПрофХолод, одного из лидеров отрасли.

Непрерывная линия по производству стеновых и кровельных сэндвич панелей из пенополиуретана, установленная на заводе, позволяет получать 2 500 000 квадратных метров сэндвич панелей в год.
В качестве поставщика оборудования выбран итальянский концерн Pu.Ma., один из мировых лидеров. Непрерывная автоматизированная линия Pu.Ma позволяет почти полностью исключить человеческий фактор при производстве сэндвич панелей ППУ.
Линия имеет длину свыше 180 метров, на ней можно производить панели толщиной от 40 до 200 мм, выпуская до 15 метров продукции в минуту.
Линия разделяется на несколько участков.
Все начинается с подготовки производства. Входящее сырье обязательно проходит лабораторный контроль. Также строго отслеживается соблюдение всех входящих параметров и технологических режимов. Только так можно выпускать продукцию неизменно высокого качества.
Металл поступает на завод в рулонах, а значит, прежде чем приступить к непосредственной работе по производству сэндвич панелей, рулоны нужно размотать. Для этого требуются специальные размотчики, то есть система непрерывной подачи металлического листа, обеспечивающая непрерывность и высокую скорость работы.
Чтобы металлические листы лучше соединились с полиуретановой пеной, то есть, для улучшения адгезии, необходимо снять с металлического листа электричество. Это делается при помощи коронарного разряда.
Следующий этап – участок профилирования. Он может состоять из 12 или 24 клетей (соответственно для стеновых и кровельных панелей). Металлическая часть панелей формируется с повышенной точностью, при этом минимизируются механические нагрузки на лакокрасочное покрытие.
Теперь следует нанести праймер, то есть тонкий слой клея, который близок по составу к основному материалу пены и при этом обладает повышенной адгезией к металлу.
Механический лист разогревают – это необходимо для обеспечения оптимального температурного режима, чтобы добиться идеальной адгезии праймерного слоя к металлу.
Настало время подачи пентана, который используется в качестве вспенивателя. Пентан соответствует европейским стандартам по экологии.
(Между прочим, эксклюзивную рецептуру пенополиуретана (PUR) и полиизоцианурата (PIR) для компании ПрофХолод разработала всемирно известная компания Dow Chemical).
Компоненты смешиваются, формируется пена. Непрерывный процесс производства обеспечивают две взаимозаменяемые заливочные головки высокого давления. Пену наносят равномерно по площади панели на праймерный слой. Равномерности удается достичь за счет дифференцированной скорости движения заливочной головки.
Далее конструкция попадает на гусеничный пресс. Пока она движется в 26-метровом прессе, происходят реакции химических компонентов, ограничение расширения пены. Так происходит формирование геометрии панели. Горизонтальные плоскости пресса представляют идеально ровные стальные пластины, которые обеспечивают фиксированную толщину панелей – в каждом случае разную, в зависимости от пожеланий заказчика. Профиль замка формируется системой боковых ограничителей.
Длина панели также бывает разной: кому-то нужно 3 метра, а кому-то и 15 метров (больше обычно не делают из-за возможных сложностей при транспортировке). Соответственно, конструкцию нужно порезать на необходимые отрезки. Участок резки, снабженный дисковой пилой и системой снятия заусенцев, оснащают вытяжкой для удаления стружки. Скорость пилы синхронизируют со скоростью движения линии, что позволяет даже на максимальной скорости нарезать панели длиной от 2 метров.
Между тем, пена еще не сформировалась на выходе из гусеничного пресса. Процесс продолжается в охладителе, который рассчитан на 28 позиций (длина панелей до 15 метров).
Практически готовые панели нужно правильно уложить. Для этого существует укладчик, точнее, кантователь-стопоукладчик, который переворачивает панели в автоматическом режиме, чтобы сформировать компактные стопки, которые потом подают на участок упаковки.
Благодаря упаковщику обеспечивается автоматическое формирование паллет, а также упаковка в стрейч пленку. Участок может работать от нескольких линий – завод ПрофХолод планирует в будущем запуск второй непрерывной линии.
Готовая продукция отправляется, соответственно, на склад готовой продукции. Причем там она не только ждет заказчика, но и… продолжает формироваться. Дело в том, что процесс формирования пены на выходе из линии не заканчивается, продолжаясь еще около суток, так что готовым сэндвич панелям необходимо отстояться на складе при контролируемом температурном режиме. Этот этап очень важен (впрочем, как и все остальные), так что его ни в коем случае нельзя игнорировать.
В конце – снова проверка, ОТК. Строжайший лабораторный контроль качества проходит не только сырье, но и готовая продукция компании ПрофХолод. Для этого на производстве и была организована испытательная лаборатория.
Именно так одно их ведущих предприятий отрасли Компания ПрофХолод (www.profpanel.ru) производит современный эффективный продукт на строительном рынке – сэндвич панели ППУ.
best-stroy.ru
Производство изделий из пенополиуретана.
Эти изделия, занимающие в настоящее время одно из ведущих мест среди полимерных теплоизоляционных материалов, могут быть получены способами заливки или напыления. Поризация в обоих случаях осуществляется в результате химического взаимодействия компонентов сырьевой смеси с выделением С02. Изделия из пенополиуретана производят непрерывным (конвейерным) способом, процесс поддается автоматизации. При изготовлении пенополиуретана в заводских условиях по конвейерной технологии залитая и вспененная смесь отверждается в результате термообработки. При заливке массы в конструктивные полости или при напылении отверждение происходит благодаря введению в нее отвердителя.
Пенополиуретаны могут быть получены методом напыления и заливки (заливочные пенопласты) непосредственно на стройке. В результате вспенивания полиуретана в конструкциях получают монолитную теплоизоляцию, что дает возможность уменьшить толщину слоя изоляции на 25 ..30 % по сравнению с теплоизоляцией, выполненной из штучных изделий.
Фенолформальдегидные пенопласты получают заливкой жидких композиций, их плотность 50…150 кг/м3; цвет красно-коричневый. Большое количество фенолформальдегидных пенопластов используют при изготовлении трехслойных панелей с внешними слоями из гофрированного алюминия или стальных листов.
Производство фенолформальдегидных пенопластов.
Их получают по беспрессовой или заливочной технологии. В первом случае вспенивание и отверждение композиции (полуфабриката) осуществляют при нагревании форм в камере термообработки за счет разложения газообразователя, отверждения полимера и вулканизации каучука. Во втором случае вспенивание заливочных композиций происходит благодаря выделению водорода при воздействии алюминиевой пудры с кислотным катализатором или за счет испарения легкокипящих жидкостей — фреона 113, четыреххлористого углерода, которые при испарении вспенивают композицию. Реакции взаимодействия компонентов композиции экзотермичны, что ускоряет процесс вспенивания и отверждения и позволяет обходиться без подвода теплоты извне.
Мипора — поропласт, получаемый вспениванием и отверждением композиций на основе карбамидного полимера, является самой легкой газонаполненной пластмассой. Плотность мипоры 10…20 кг/м3, теплопроводность 0,03…0,035 Вт/(м-°С). Вследствие гигроскопичности мипора требует тщательной гидроизоляции. Ее используют для теплоизоляции холодильников, а крошку мипоры также для заполнения полостей в трехслойных конструкциях.
На рис.14 показана технологическая схема производства пенопластов на основе мочевиноформальдегидных полимеров (мипоры).
Подготовка сырья заключается в получении мочевиноформальдегидной смолы 1 и пенообразователя 5. Формовочная масса получается в пеносмесителе, где сначала взбивают пену, а затем подают полимер. Готовую смесь заливают в формы и отверждают в специальных камерах при температуре 18—20°С в течение 3—4 ч, после чего извлеченные из форм изделия направляют на сушку. Изделия из мипоры выпускают в виде блоков средней плотности 10—20 кг/м3.

Рис. 14 . Схема технологии мипоры:1- варочный котел;2-упарочное устройство;3-смесительдля получения пенообразователя;4- емкость для полимера; 5 — емкость для пенообразователя- 6 — емкость для фосфорнокислого аммония; 7 — дозаторы; 8 — смеситель-пенообразователь; 9 – вагонетка с формами;10- камера отверждения;11 — автокар с блоками мипоры; 12 — сушилка; 13-готовая продукция.
Изделия из заливочных композиций можно получать по периодической или непрерывной технологии. Наиболее перспективной является конвейерная (непрерывная) технология (рис. 15 ). В этом случае приготовленную массу из смесительной головки подают на конвейер, на котором разостлана бумага, образующая непрерывный желоб. Приклеивание верхнего слоя бумаги и калибровку ленты по толщине осуществляют верхним формовочным конвейером. За время прохождения между верхним и нижним конвейерами масса вспенивается, затвердевает и на выходе пенопластовую ленту разрезают на плиты.
|
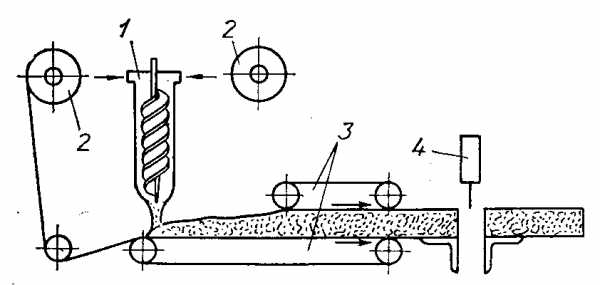
Рис. 15 . Схема конвейерной установки получения заливочных пенопластов:
/ — смесительная головка; 2 — бумага; 3 — калибрующие конвейеры; 4 — резательное устройство
Сотопласты — теплоизоляционные материалы с ячейками, напоминающими форму пчелиных сот. Стенки ячеек могут быть выполнены из различных листовых материалов (бумаги, стеклоткани, хлопчатобумажной ткани, металлической фольги, древесноволокнистых плит и др.), пропитанных синтетическими полимерами. В строительстве обычно используют сотопласты, стенки которых состоят из крафт-бумаги, пропитанной и склеенной мочевиноформальдегидным или фенолформальдегидным полимером. Их применяют в трехслойных ограждающих конструкциях. Такие строительные элементы характеризуются значительной прочностью при сжатии, высокой упругостью на сдвиг и низкой теплопроводностью. Для увеличения теплозащитных свойств ячейки заполняют мипорой или др.
studfiles.net