
Устройство тисков слесарных: поворотные и неповоротные
Устройство тисков слесарных, как и всех остальных видов зажимного инструмента, выглядит просто. Следует начать с того, что тиски — это специальный, как правило, неподвижный инструмент для прочной фиксации различного рода деталей из твердых материалов с целью их последующей обработки. Он закрепляется на специальном рабочем столе, а именно на верстаке, который должен иметь прочную основу.
Слесарные тиски необходимы для прочной фиксации различных деталей во время их обработки.
Нередко в тисках зажимают довольно крупные детали и прилагают к ним достаточно большую (часто ударную) силу. Это происходит при рубке, клепке, ковке или изгибании заготовок. Тиски слесарные изготавливают из хорошей стали с незначительными примесями, которые способствуют уменьшению износа тисков в процессе эксплуатации. Кроме стали, их отливают из чугуна. Однако следует знать, что чугунный зажимной инструмент не так надежен. Чугун при длительных и сильных физических воздействиях может раскрошиться или потрескаться.
Тиски слесарные бывают разных размеров. Есть миниатюрные модели, которые используются для закрепления небольших заготовок и весят несколько десятков граммов, и поистине гигантские образцы, применяемые чаще всего на производстве в крупных цехах.
Из чего состоят механические слесарные тиски?
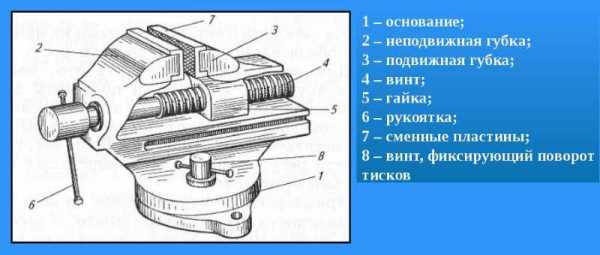
Элементы конструкции тисков.
Детали, из которых состоят тиски:
- подвижная и неподвижная губки;
- винтовой зажим;
- механизм крепления к верстаку;
- пружина;
- втулка;
- ручка для вращения винтового зажима;
- сменные накладки.
Слесарные тиски представляют собой цельнометаллическое устройство, устанавливаемое на рабочей поверхности верстака при помощи болтов, которые крепятся в основании неподвижной губки. Также существуют разновидности, имеющие особый винт, который позволяет закреплять их наподобие струбцины. Вращение винтового механизма изменяет положение подвижной губки относительно всей конструкции, заставляя ее выдвигаться внутрь или наружу. Тем самым создается зазор между сменными накладками, в которые и закрепляется заготовка для последующей обработки. Зажимной инструмент нередко дополнен наковальней, которая располагается на задней части неподвижной губки.
Виды слесарных тисков.
Слесарные тиски делятся на поворотные и неповоротные. Неповоротные жестко фиксируются на верстаке и позволяют работать с деталями только в одном положении. Поворотные слесарные тиски могут вращаться параллельно верстаку на 60° и более вокруг своей оси. Некоторые из них, кроме горизонтального вращения, могут также поворачиваться и по вертикали, тем самым обеспечивая работу с заготовкой в большем диапазоне позиций, нежели их «неподвижные» собратья. Однако слабым местом подобных моделей является именно поворотный механизм. Это следует учитывать, применяя к ним избыточную силу.
Сменные накладки чаще всего изготовляют из более мягкого металла, нежели губки. Накладки бывают гладкими, это позволяет не оставлять следов на обрабатываемой заготовке и весьма точно фиксировать ее в тисках. Также накладки покрывают насечкой для более твердого и надежного закрепления заготовки. Помимо этого, существуют специальные упругие накладки, которые позволяют зафиксировать заготовку максимально плотно, полностью распределяя силу давления губок по всей поверхности детали.
Вернуться к оглавлению
Особенности эксплуатации
Нужно помнить о том, что тиски рассчитаны на определенное силовое воздействие.
Экземпляры из чугуна менее прочны по сравнению с изделиями из особых сортов эластичной стали. Перед началом работы лучше понять, что у вас за модель и из какого материала она сделана. Помимо этого, на обычных слесарных тисках недопустимо обрабатывать нагретые стальные детали. Изменение объема заготовки при остывании вызовет ослабление фиксации губок. Это может быть опасно для жизни и здоровья человека, работающего за верстаком.
При работе с зажимным инструментом не пытайтесь увеличить рукоятку, используя для этого кусок трубы или стальной прут, который длиннее, чем оригинальная рукоятка. Рукоятки рассчитываются именно для такого типа механизма, увеличение ее длины вызовет увеличение силы нагрузки на механизм тисков. А это может привести к выходу инструмента из строя. Рассчитывайте вес и размеры деталей, которые вы зажимаете. Ни в коем случае не превышайте допустимых значений. И тогда тиски прослужат вам очень долго.
moiinstrumenty.ru
Тиски. Виды и устройство. Работа и применение. Как выбрать
Тиски – это механическое устройство, с помощью которого обеспечивается надежная фиксация заготовок для их обработки. Они применяются в слесарном и столярном деле. Инструмент изготовляется из металла или дерева. Он бывает как компактным, так и массивным, что обусловлено его предназначением. С помощью тисков можно обеспечить жесткий временный крепеж для обработки деталей при пилении, сверлении или строгании.
Из чего состоят тиски
Конструкция тисков довольно простая. Самый распространенный механизм представляет собой две плоские губки с регулировочной ручкой, которая двигает зажимной винт. С его помощью губки расходятся и сжимаются. Размещая между ними заготовку, можно обеспечить ее надежную фиксацию. Одна губка механизма неподвижно закреплена к корпусу, а вторая скользит по направляющей, двигаемая винтом.
Сам фиксирующий механизм регулировки состоит из ходового винта, который проходит через всю конструкцию тисков. Вне зависимости от того из чего сделан корпус устройства, винт всегда металлический. На его конце имеется ручка для удобной регулировки без применения гаечного ключа. Губки тисков зачастую имеют мягкие накладки. Они могут быть из твердой резины или цветных металлов. Их применение позволяет снизить врезание в закрепляемую заготовку. В том случае, если устанавливается нежная деталь, она дополнительно оборачивается тканью или различными накладками, чтобы предотвратить деформацию. В первую очередь это касается мягкой породы древесины, а также пластика и заготовок, которые могут поцарапаться.
Основание тисков закрепляется к поверхности путем затягивания винтов или зажиманием струбцины. Некоторые разновидности мелких тисочков, которые обычно используются ювелирами, имеют магнитное крепление.
Для того чтобы воспользоваться тисками необходимо вращать рукоять винта против часовой стрелки чтобы расширить губки на достаточный зазор. После этого в него вставляется деталь, которую нужно зафиксировать. Далее винт вкручивается по часовой стрелке и надежно поджимает заготовку. Используя массивное устройство, следует учитывать, что сила его сжатия очень большая. В результате заготовка может деформироваться. В первую очередь это качается тонкостенных трубок, а также древесины.
Разновидности тисков
Тиски — это многофункциональный инструмент, который применяется в различных целях. В связи с этим его конструкция была модифицирована для выполнения определенных задач.
Тиски имеют несколько разновидностей:
- Слесарные.
- Станочные.
- Столярные.
- Ручные.
Каждая разновидность имеет свои преимущества и недостатки. Типы тисков разработаны специально для выполнения определенных задач, поэтому их использование в правильном направлении позволяет добиться максимального удобства применения.
Слесарные
Слесарный тип тисков представляет собой металлический инструмент, который не имеет деталей из мягких материалов. Он закрепляется на верстаке, столе или другой подставке. Данное устройство может фиксироваться как стационарно, так и проворачиваться, что позволяет работать под различными углами. Для слесарных моделей характерна ширина губок в диапазоне от 45 до 200 мм. В среднем они создают зазор для захвата деталей толщиной до 140 мм.
Для слесарных тисков характерна маленькая наковальня на корпусе, которую можно применять для подравнивания заготовок с помощью молотка. Данный инструмент имеет небольшой люфт при движении губок, но поскольку он применяется для выполнения грубой работы, то это не критично.
Если рассматривать преимущества слесарных тисков, то можно отметить их довольно надежную конструкцию с хорошей фиксацией. Они имеют сравнительно небольшие габариты, хотя бывают и довольно крупные устройства. Их корпус сделан из металла или чугуна, поэтому они стойкие к механическому воздействию. По зажатой в них заготовке можно бить молотком.
К недостаткам слесарных инструментов можно отнести наличие в них люфта, который постепенно увеличивается. Слабым местом такой конструкции являются стопорные шайбы, которые часто изнашиваются и нуждаются в замене. В связи с довольно небольшой шириной губок, провести фиксацию длинномерных деталей не всегда удобно. Если они очень тяжелые, то при обработке один конец заготовки может опускаться. Чтобы этого избежать периодически требуется поджимать винт. Большая площадь губок даже при таком же усилии обеспечила бы более надежную фиксацию, благодаря увеличенной силе трения, но в слесарных тисках нет таких моделей.
Станочные
Станочные тиски представляют собой инструмент высокой точности. Их губки не имеют люфта благодаря тому, что ход винта происходит по четко заданной траектории в одной оси с несколькими дополнительными точками фиксации. Такие устройства используются на производствах. Они обычно фиксируются на верстаках и прочих механизмах для обработки деталей. Зачастую они крепятся не намертво, как большинство слесарного инструмента, а могут поворачиваться, подставляя заготовку под нужным углом. Зачастую подставка имеет много осей механизма регулировки, что позволяет выворачивать заготовку под любым вертикальным и горизонтальным углом.
Станочный тип обладает высокой силой нажима, а также довольно широкими губками, поэтому с их помощью можно зажимать довольно тяжелые и длинные детали. Их корпус делается еще более прочным, чем у слесарных тисков, поэтому он лучше переносит механическое воздействие и удары молотком. К немаловажным преимуществам данных тисков можно отнести отсутствие люфта, что очень важно в том случае, если необходимо провести выравнивание заготовки для точного сверления.
Также такой инструмент имеет и недостатки. Их практически нет, за исключением того факта, что тиски сжимают действительно очень сильно, и если немного перестараться с затягиванием винта, то заготовка получает видимые дефекты со следом отпечатка губок. Не то чтобы это был действительно недостаток, но работать нужно аккуратно.
Ручные
Что касается ручных тисков, то они являются самыми компактными. Они предназначены для обработки мелких деталей, которые нужно всего лишь зафиксировать без прикрепления к столу. Деталь просто зажимаются в губках, а тиски удерживаются в руке. Зачастую конструкция данного механизма напоминает бельевую прищепку или плоскогубцы. Непосредственный поджим губок осуществляется закручивание гайки с барашком.
Тисочки данного типа обычно используют моделисты при строительстве мелких копий кораблей, автомобилей или самолетов. Также их применяют ювелиры. Данные модели очень компактные, и зачастую могут разместиться даже в кармане брюк. При этом не нужно путать ручные тиски с очень маленькими слесарными. Слесарные всегда фиксируется к какой-нибудь поверхности, а ручные в этом не нуждаются. Их просто удерживают в свободной руке в качестве рукоятки, которая зажимает маленькую деталь. При этом вторая рука осуществляет обработку напильником, шкуркой или прочим инструментом.
К преимуществам ручных тисков можно отнести их очень надежную конструкцию. Их можно легко разобрать, почистить и смазать, при этом уделив минимум времени. Они занимают очень мало пространства, а кроме этого в них практически нет люфта. Их рукоять покрывается сантопреном. Это обеспечивает надежное удержание в руке, исключая высказывание. Такое покрытие делает инструмент более теплым, что особенно важно, если приходится работать на холоде.
К недостаткам ручных тисков можно отнести очень маленький размер губок, которые не позволят обработать более крупные заготовки. Зачастую губы имеют маленькую рельефную проточку для того чтобы более надежно закреплять зажатую деталь. В результате на ней может остаться отпечаток. Это довольно распространенная проблема, поскольку ручные модели в основном применяют для обработки мягких цветных и драгоценных металлов.
Столярные
Столярный тип тисков предназначен специально для закрепления деревянных заготовок для их обработки. Его особенность заключается в широких губках, для увеличения площади прижима, что обеспечивает минимальную деформацию на поверхности закрепленных деталей. Столярные модели часто делаются из твердых сортов дерева. В первую очередь этот дуб, бук и ясень. Они фиксируются винтами к столу, или являются непосредственно его частью. Зачастую столярный стол в заводской комплектации имеет встроенные тиски.
Главным преимуществом столярных тисков является их возможность работы с довольно мягкими материалами. Их губки для фиксации имеют большую площадь и являются гладкими, поэтому не оставляют отпечатков. Ширина хода зажима довольно большая, что позволяет фиксировать даже широкие доски.
К недостаткам таких тисков можно отнести то, что они совершенно непригодны для фиксации действительно жестких деталей. Если в них зажимать металл, то губки будут повреждены.
На что обратить внимание при покупке
При выборе тисков любого типа, следует в первую очередь обратить внимание на наличие люфтов. Если он присутствует у нового инструмента, то его не стоит брать, поскольку со временем это превратится в большую проблему. Подбирая оптимальную модель, следует отталкиваться от того, какие заготовки нужно будет зажимать в будущем. Это нужно для того, чтобы выбрать оптимальную ширину захвата. Стоит обратить внимание и на способ крепления накладок на губки. Они могут быть зафиксированы с помощью заклепок или винтов. Первый вариант является более надежным, но не позволяет с удобством менять накладки.
Похожие темы:
tehpribory.ru
Устройство слесарных тисков
21 сентября 2015
Просмотров: 9085
Для того чтобы понять, для чего служат тиски, стоит рассмотреть устройство тисков для слесарных работ. Используют их для прочной и неподвижной фиксации деталей. Без тисков даже хороший мастер будет беспомощен. Этот инструмент стал незаменимым и в домашней мастерской, и на производстве. За долгие годы существования тиски претерпевали множество изменений, но основной принцип остался неизменным — надежное крепление между раздвижными плоскостями.

Слесарные тиски широко используется в домашнем хозяйстве и заводских цехах для надежной фиксации деталей.
Структура данного инструмента
Тиски изготавливаются разнообразных моделей и форм. Используются они также очень широко, от домашних хозяйств до заводских цехов.
Несмотря на разнообразие существующих разновидностей такого инструмента как тиски, все данные типы инструмента включают в себя следующие детали:
- подвижная губка;
- неподвижная губка;
- винтовой зажим;
- пружина;
- ручка винтового зажима;
- втулка;
- механизм крепления к верстаку;
- сменные накладки.
Основные рабочие части тисков.
Слесарные тиски изготавливаются из стали углеродистой или из серого чугуна. Устройство крепится к столу или к специально предназначенной подставки болтами или специальными зажимами. Закрепляется обычно одна из губок инструмента, которая так и называется — неподвижная. В свою очередь, к ней определенным образом приставляется подвижная губка.
Сообщаются они между собой винтом с прямой резьбой. Эта деталь приводится в движение рукояткой. Процесс вращения винта приближает или удаляет подвижную губку по отношению к неподвижной. Благодаря этому появляется возможность удерживать между губками ту или иную заготовку. Обычно на обратной части устройства располагается наковальня для того, чтобы можно было увеличить возможности в обработке деталей.
Определенный вид устройств может быть применен в зависимости от того, каков характер исполняемой.
Основные типы данного инструмента
- Стуловые тиски. Обычно данные типы тисков используются, когда нужно выполнить тяжелую работу там, где нужно бить, расклепывать, гнуть и т.д. Называются они так потому, что крепление их выглядит как стул. Первоначально их крепили к деревянному основанию.
Позже их приспособили к установке на металлических верстаках. Конструктивное отличие от остальных зажимных устройств в том, что неподвижную губку крепят в двух местах. К горизонтальной плоскости она крепится с помощью особой планки, называемой лапкой, а нижняя, удлиненная часть, может крепиться к ножке стола или верстака.
Чертеж слесарных тисков.
Такой способ крепежа делает их устойчивыми к сильным боковым ударам. Другая губка подвижная. Завинчивая прижимной винт, тиски удерживают ту или иную деталь обеими губками. Отвинчивание сопровождается тем, что под давлением пружины подвижная губка облегчает действие тисков на обрабатываемую деталь. Чтобы тиски не гнулись и не ломались, их не выливают, а отковывают из специальной углеродистой стали.
Ширина губок может быть изменена и использована в зависимости от того, каковы размеры тисков. Обычно пользуются губками 100 мм, 130 мм, 150 мм, 180 мм. Также стуловые тиски разделяются по другим характеристикам, например, эта классификация зависит от наибольшего размера деталей, которые можно обработать. Различают несколько типов с раскрытием губок на 90 мм, 130 мм, 150 мм и 180 мм.
Рабочими частями тисков являются пластины, расположенные в верхней части губок в специальных выемках.
Пластины выковываются, на одной из поверхностей делаются насечки для крепкого захвата детали. К губкам пластины они или привариваются, или закрепляются с помощью болтов. Для этого в пластинах делаются отверстия с углублениями для головок болтов.
Стуловые тиски имеют как преимущества (простота крепления и надежность), так и недостатки. Такого вида инструмент предназначен для работы с грубыми материалами и совершенно не годится для тонкой работы. Дело в том, что зажимные пластины губок не всегда располагаются параллельно друг к другу и при зажиме врезаются в деталь и портят ее поверхность вмятинами.
Виды слесарных тисков.
Такая конструкция позволяет зажимать тонкие детали только верхними краями накладок, а толстые — только нижними частями. От этого крепость зажима уменьшается. Чтобы этого избежать, винт затягивают сильнее. Этого усилия может не выдержать поверхность обрабатываемой детали.
Бывают так называемые параллельные тиски. Вернее нужно было бы сказать, с параллельными губками. В этой конструкции постарались исправить недостаток стуловых тисков. Этот вид зажимных механизмов стал самым используемым и удобным в работе. Изготавливают их из чугуна и из специальной эластичной углеродистой стали. Перед покупкой или началом работы с тисками желательно разобраться, из чего сделан данный агрегат. Изделия из чугуна более хрупкие и к ним нужно особое отношение. Чугун не любит ударов. Кроме того, на слесарных станках не следует обрабатывать нагретые детали. При остывании размер заготовки изменяется, что может привести к травмированию мастера.
Виды параллельных тисков
Слесарные тиски этого типа делятся на стационарные и поворотные.
Неповоротные тиски крепятся к верстаку, и работать на них можно только в одном положении. Чтобы изменить угол обрабатываемой детали, нужно ослабить винтовой зажим с помощью прижимного винта, поменять положение детали и снова зажать ее губками.
Чтобы избежать постоянного изменения положения детали, изобрели инструмент данного типа с поворотным основанием. Устроены они таким образом: основание тисков жестко крепится к верстаку. С ним присоединяется поворотная часть неподвижной губки с помощью регулировочного винта с рукояткой. При ослаблении этого винта тиски можно поворачивать вокруг вертикальной оси. Разные модели поворачиваются на разный угол — от 60 до 360°.
В неподвижной губке сделано отверстие прямоугольной формы, куда вводится прижимной винт подвижной губки. Двигаясь в этом отверстии с помощью винта, губки приближают и отдаляют прижимные накладки строго параллельно друг к другу. Такой способ зажима позволяет полностью контролировать обрабатываемую деталь.
Так как корпус выполнен из чугуна, для увеличения службы инструмента накладки изготавливают из стали. Их крепят в верхних частях губок с помощью болтов. На рабочей поверхности накладок делают насечки для более плотного зажима обрабатываемой детали. Когда нужно делать финишную обработку, на стальные накладки ставят пластины из мягкого металла. Они предохраняют деталь от вмятин и царапин.
Плюсы и минусы данных инструментов
Чаще всего на практике применяются параллельные поворотные и неповоротные инструменты с задней неподвижной губкой и передней неподвижной губкой.
http:
Вместе с указанными преимуществами таких тисков есть существенный недостаток — слабая крепость губок. Вот почему для осуществления трудной работы инструменты данного типа не годятся. Для мелкой и точной работы изготавливают тиски, которые иногда называют ручными, с размером губок 35 мм, 40 мм, 50 мм и 56 мм. Раскрываются они соответственно на 28 мм, 30 мм, 40 мм, 50 мм и 55 мм. Устроены они по тому же принципу, что и стуловые тиски. Крепление детали производится между губами винтом с поворотным барашком, а для разжимания, кроме винта, между губками установлена пружина из углеродистой стали марки У7 или марки 65Г.
Используют ручные тисочки для крепления деталей с удержанием их руками (обеими или одной). Ими пользуются тогда, когда обрабатываемую деталь неудобно или опасно держать в руках. Для того чтобы работа с мелкими деталями двумя руками могла осуществляться более точно, зажимают ручные тисочки в обычные, расположенные параллельно.
Еще одна разновидность слесарных тисков — трубные. Плоские рабочие накладки обычных тисков не в состоянии крепко зажать деталь круглой формы. Площадь соприкосновения накладок с трубой очень мала и обработать ее становится практически невозможно. Такие инструменты специально созданы для этой цели. Вогнутая форма губок позволяет плотно зажать трубу или другую круглую деталь.
При крепеже деталей не рекомендуется увеличивать силу зажима с помощью дополнительных наставок к рукояти винта. Не стоит одевать на рукоять трубу или заменять ее стальным прутом большей длины. Оригинальная рукоять рассчитана именно для зажима руками, поэтому при увеличении нагрузки можно вывести инструмент из строя.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка…Похожие статьи
masterinstrumenta.ru
Слесартные тиски: ГОСТ, устройство, видео
Слесарные тиски – это приспособление для закрепления заготовок при обработке ручным или механическим способом. Выпускаются они в соответствии с ГОСТ. Как правило, имеют стальные детали, иногда допускается использование чугуна.

Слесарные тиски
Конструкция
Слесарные тиски настольные изготавливаемые по ГОСТ 4045-75 имеют такие основные конструкционные элементы:
- неподвижная губка (как правило, оборудована наковальней) и подвижная.
- основание.
- зажимной винт.
- сменные щёчки (пластинки) с насечкой.
- поворотная рукоятка.
Устройство слесарных тисков
Кроме них в конструкцию могут входить и другие элементы, которые будут менять модификацию и специализацию устройства.
Основной параметр, который имеют слесарные тиски, — это максимально возможное расстояние между щёчками. Оно определяет наибольший размер заготовки, закреплённой в устройстве.
Все детали зажимного устройства стальные. Чугун, из-за своей хрупкости, используется намного реже. Особенно, когда слесарные тиски используют, как наковальню. А стальные детали способны переносить ударные нагрузки без разрушения.
Виды слесарных тисков
Слесарные тиски имеют такие наиболее распространённые виды, выпускаемые в соответствии с ГОСТами:
- Стуловые. Их особенностью является способ раздвижения губок. Подвижная — отдаляется от неподвижной не по прямой, а по дуге с большим радиусом окружности. Недостаток данной конструкции – это удержание обрабатываемой детали не всей плоскостью щёчек: узкая – зажимается верхним краем накладок, а широкая, требующие сильного раздвижения губок, — нижним краем. Другая отличительная особенность устройства — это возможность крепления только на краю верстака.
- Ручные. Это маленькое устройство, предназначенное для удержания его в руках слесаря. Очень удобные для крепления небольших заготовок при обработке их в сверлильных станках или ручным способом с частым переворачиванием. Бывают нескольких типов: пружинные, шарнирные, с коническим креплением.
- Параллельные. Их выпуск регламентирован ГОСТ 4045-75. Особенность и удобство этого механизма заключается в способе раздвижения губок. Подвижная — отдаляется от неподвижной равномерно (параллельно, отсюда и название). Размер заготовки не влияет на то, какая часть щёчек будет её удерживать. Кроме того, такой вид устройства позволяет устанавливать его в любом месте верстака (и посредине тоже) и даже на полу. Имеет несколько типов конструкции: поворотные, неповоротные, со свободным ходом. Поворотные отличаются от неповоротных только способностью вращательного смещения на произвольный угол относительно основания. Это делает их более удобными в эксплуатации. Слесарные тиски со свободным ходом обеспечивают очень быстрое и удобное закрепление заготовки. Одним поворотом рукоятки освобождается зубчатая гайка из зацепления с пиловидными рейками; движением на себя – освобождается подвижная губка, которая устанавливает рабочий зазор между щёчками; движением от себя фиксируется заготовка; поворотом рукоятки зажимается.
[Not a valid template]
Поворотные параллельные слесарные тиски — конструкционные особенности
Массивное основание устройства имеет три уха с отверстиями. Их назначение – это закрепления устройства на верстаке с помощью болтов. Основание может быть стальным или чугунным, так как оно не несёт ударных нагрузок. Верстак, стол или бревно, к которому будут крепить устройство, должно иметь большой вес, быть устойчивым и труднопереворачиваемым. Устанавливать приспособление нужно на горизонтальной поверхности поворотной рукояткой к краю. Самое удобное положение – это, когда поворотная рукоятка свободно вращается без перекидывания и не задевает за край верстака.
Неподвижная губка в своём основании имеет два винта, которые предназначены для фиксирования её положения относительно основания. После ослабления обеих винтов, механизм слесарных тисков можно поворачивать за и против часовой стрелки на произвольный угол (до 120°) относительно основания. После установки необходимого рабочего положения, фиксирующие винты необходимо затянуть.
В верхней части неподвижная губка переходит в плоскость, которая имеет назначение наковальни. Именно пользование слесарными тисками, изготовленными по ГОСТ 4045-75, как наковальней обуславливает использование стальных составляющих.
Скачать ГОСТ 4045-75 «Тиски слесарные с ручным приводом»
Часть верхней губки в месте зажима заготовки оборудована сменной щёчкой. Она крепится посредством двух винтов с потайными головками. Полное закручивание винтов не приводит к неподвижности накладки. Это необходимо для того, чтобы заготовка не повреждалась при сильном закручивании зажимного винта. Щёчки всегда стальные, даже если другие части выполнены из чугуна. Сменные накладки закаляются и могут иметь насечки двух видов: крестообразной или точечной. При закреплении мягких материалов, их поверхность может повреждаться насечкой. Если это критично, то можно использовать на щёчках мягкие прокладки (из дерева, алюминия). Кроме того, при закреплении деталей, имеющих форму близкую к сферической или цилиндрической, рекомендуется устанавливать щёчки специальной геометрической формы вместо обычных плоских, которые тоже предусмотрены ГОСТом.
Подвижная губка тоже оборудована аналогичной стальной щёчкой с насечкой. Своё прямолинейное перемещение она обеспечивает наличием направляющим пустотелым прямоугольным параллелепипедом (хоботом), который движется сквозь прямоугольное отверстие в неподвижной губке (направляющий хобот и отверстие могут быть и другой формы – полукруглой, трапецевидной).
Фиксация заготовки и перемещение подвижной губки осуществляется благодаря винту, который вращают с помощью поворотной рукоятки. Винт может иметь различный шаг резьбы. Чем он мельче, тем более точно можно зажать заготовку.
При закреплении заготовки нельзя пользоваться накладками или удлинителями для поворотной рукоятки. Это может привести к поломке витков на зажимном винте (сорвать резьбу).
Пневматические параллельные слесарные тиски
Выпуск таких приспособлений регламентирован ГОСТ 12.2.029-77. Конструкционно это приспособление отличается от обычного зажимного слесарного механизма (изготовленного по ГОСТ 4045-75) только наличием пневматического привода, который обеспечивает высокую скорость работы (2-3 с для одного закрепления), одинаковое зажимное усилие и исключает применение большой физической силы. Управление осуществляется с помощью рычага или педали.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Слесарные тиски
ДОМАШНИЙ СЛЕСАРЬ
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
Стуловые тиски получили свое название от способа крепления их на деревянном основании в виде стула, но их можно закрепить и на верстаке.
Применяются стуловые тиски в основном для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, — при рубке, клепке, гибке и пр.
Они состоят из неподвижной 3 и подвижной 4 губок (рис. 2, а). При вращении зажимного винта 5
Рис. 2. Стуловые тиски: а — общий вид; б — схемы закрепления заготовок |
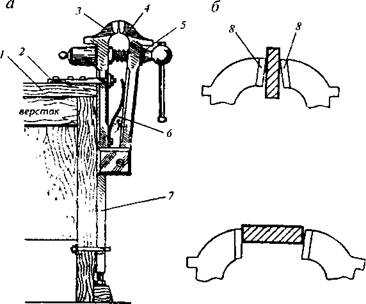
Подвижная губка 4 перемещается и зажимает деталь; при вывинчивании винта 5 под действием пружины 6 подвижная губка отходит и освобождает деталь. Крепление стуловых тисков к верстаку производят планкой (лапками) 2, а для большей их устойчивости неподвижная губка 3 имеет удлиненный стержень 7, который прикрепляется к ножке верстака.
Стуловые тиски отковывают из конструкционной углеродистой стали.
Ширина губок в зависимости от типа и размера стуловых тисков имеет размеры 100, 130, 150, 180 мм, наибольшее раскрытие губок — 90, 130, 150 и 180 мм.
На рабочие части губок наваривается накладка из инструментальной стали или укрепляются на винтах специальные пластины 8 (накладные губки, рис. 2, б). Рабочие поверхности этих пластин насекаются крестообразной насечкой и закаливаются.
Преимуществами стуловых тисков являются простота конструкции и высокая прочность. Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие — только нижними (рис. 2, б), что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски и получили название параллельных.
Поворотные параллельные тиски (рис. 3) могут поворачиваться на произвольный угол. Эти тиски в корпусе неподвижной губки 9 имеют сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимной винт 11, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении зажимного винта в ту или другую сторону при помощи рычага 5 винт будет ввинчиваться в гайку 10 или вывинчиваться из нее и соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь, освобождать.
Рис. 3. Поворотные параллельные тиски:
1 — болт; 2 — рукоятка; 3 — основание; 4 — поворотная часть;
5 — рычаг; 6 — стопорная планка; 7 — подвижная губка;
8 — пластинки; 9 — неподвижная губка; 10 — гайка;
II — винт
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот тисков. Поворотную часть 4 тисков закрепляют в требуемом положении при помощи рукоятки 2 болтом 1.
Корпус параллельных слесарных тисков изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали) призматические губки 8 с крестообразной насечкой. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин
губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинками («нагубниками»), изготовленными из мягкой стали, латуни или алюминия.
Рис. 4. Неповоротные параллельные тиски: 1 — рычаг; 2 — подвижная губка; 3 — пластинки; 4 — неподвижная губка; 5 — винт; |
Размеры слесарных тисков определяются шириной их губок, которая
6 — основание; 7 — гайка; 8 — составляет ДЛЯ поворот — стопорная планка ных тисков 80, 100, 120
И 140 мм и раскрытием (разводом) их на 65, 100, 140 и 180 мм.
Неповоротные параллельные тиски (рис. 4) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную губку 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага 1. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8. Ширина губок неповоротных параллельных тисков составляет 60, 80, 100, 120 и 140 мм, наибольшее раскрытие губок — 45, 65, 100, 140 и 180 мм.
Несмотря на достоинство параллельных тисков, заключающееся в прочном креплении к верстаку, они имеют недостаток: малая прочность губок. Поэтому для тяжелых работ эти тиски непригодны.
Слесарные тиски со свободным ходом. Особенность таких тисков (рис. 5) — удобство и быстрота установки деталей. Тиски к верстаку прижимает плита 7. Под внутренней неподвижной губкой 2 — подвижная 3. А между ней и плитой две пиловидные рейки 4. С ними в зацеплении — зубчатая гайка 6, зафиксированная на винте 5.
Рис. 4. Слесарные тиски со свободным ходом: 1 — сменные щечки; 2 — неподвижная губка; 3 — подвижная губка; 4 — пиловидная рейка; 5 — винт; 6 — зубчатая гайка; 7 — плита |
Слесарь, поворачивая рукоятку влево, выводит гайку из зацепления с рейками, а потянув рычаг на себя, освобождает подвижную губку. Так легко и просто устанавливается необходимый зазор между сменными щечками 1.
Чтобы зажать деталь, нужно проделать эту несложную операцию в обратном порядке.
Ручные тиски (их часто называют тисочки) применяются для крепления мелких деталей, требующих частого поворачивания и процессе опиливания (рис. 5), или при сверлении, когда размер детали очень мал и ее неудобно держать в руке.
По своему устройству они напоминают стуловые тиски, только без приспособления для крепления к верстаку.
Ручные тиски бывают трех типов: 1 — шарнирные, 2 — с коническим креплением, 3 — пружинные.
Ручные тиски (рис. 5, а) изготавливаются с шириной губок: 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис. 5, б)
Рис. 5. Закрепление деталей в ручных тисках и струбцинах: а, б — ручные слесарные тиски; в — использование косогубых тисков; г — применение струбцины |
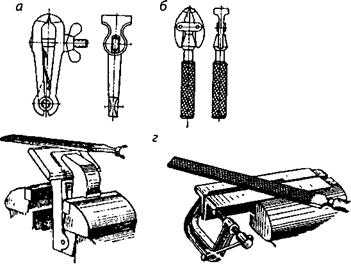
С шириной губок 6, 10 и 16 мм и раскрытием губок 5,5 и 6,5 мм. Иногда форма детали не дает возможности зажать ее в нужном положении, так например, в случае, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки (рис. 5, в), в которые захватывают деталь и зажимают в губки параллельных тисков. Для удобства одновременной обработки нескольких одинаковых деталей или тонких длинных заготовок применяют специальные струбцины (рис. 5, г).
Ручные тиски изготовляются из качественной конструкционной углеродистой стали марки 45—50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60-70.
Пневматические тиски обеспечивают быстрый и надежный зажим деталей с постоянным усилием без применения физической силы. Время зажима — 2—3 с, усилие зажима — 3000 кГ
Пневматические тиски с диафрагменным зажимом (рис. 6) состоят из основания 1, поворотной части 2, закрепленной в нужном положении болтами 3, подвижной губки 4, помещенной в пазу поворотной части 2, и неподвижной губки 5, скрепленной с этой поворотной частью. Внутри поворотной части 2 перемещается каретка 6, соединенная ходовым винтом
7 с подвижной губкой 4. Ходовой винт позволяет менять расстояние между обеими губками тисков. В
Рис. 6. Пневматические тиски: 1 — основание; 2 — поворотная часть; 3 — болт; 4 — подвижная губка; 5 — неподвижная губка; 6 — каретка; 7 — винт; 8 — пружина; 9 — шток; 10 — рычаг; 11 — толкатель; 12 — резиновая диафрагма; 13 — кольцо |
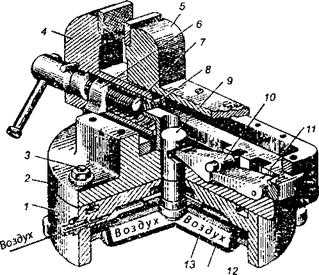
Том случае, когда воздух не поступает в тиски, их губки находятся в крайнем раздвинутом положении под действием пружины 8. Когда же сжатый воздух под давлением 5—6 атмосфер поступает в камеру тисков, шток 9 опускается и поворачивает находящийся в каретке рычаг 10, который нажимает на каретку своим коротким плечом через толкатель 11 и тянет подвижную губку, зажимающую деталь. Воздушная камера этих тисков образуется стенками основания 1 и резиновой диафрагмой 12. Воздух через диафрагму давит на опорное кольцо 13 штока и создает рабочее усилие. В таких тисках зажимают детали размером не свыше 80 мм.
На рис. 7 приведена другая конструкция пневматических тисков с клиновым зажимом. Эти тиски установлены на корпусе 10 пневматической подставки, в ней профрезерован кольцевой Т-образный паз 6, в который головками входят болты, закрепляющие тиски в нужном положении.
Тиски состоят из подвижной 1 и неподвижной 2 губок, пневматической камеры с резиновой мембраной 9 и нажимным диском 7, подающего штока 8 и клиновой передачи, в которую входит клин 3 и фигурная гайка 4.
Губки тисков раздвигаются вручную винтом 11 на расстояние от 0 до 120 мм, а также при помощи пневматического крана, включаемого от руки или ноги; пневматический привод раздвигает губки на 6 мм.
При зажиме детали винтом 11 устанавливают расстояние между губками по размеру детали, после этого подают воздух в пневматическую камеру под мембрану 9. Воздействуя на мембрану, воздух поднимает вверх нажимной диск 7 с подающим штоком 8 и клином 3 своим скосом клин перемещает фигурную гайку 4 и зажимный винт 77 с подвиж
ной губкой 7 на 6 мм и закрепляет деталь.. Давление в пневматической сети 14 ат, зажимное усилие достигает 2000 кГ.
0-120 мм 9 8 7 Рис. 7. Пневматические тиски с клиновым зажимом: 1 — подвижная губка; 2 — неподвижная губка; 3 — клин; 4 — фигурная гайка; 5 — пружина; 6 — Т-образный паз; 7 — нажимной диск; 8 — подающий шток; 9 — резиновая мембрана; 10 — корпус; 11 — толкатель; 12 — резиновая диафрагма; 13 — винт |
 Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина 5 отодвигает фигурную гайку 4 и через винт 77, переместив подвижную губку 7, освобождает деталь.
Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина 5 отодвигает фигурную гайку 4 и через винт 77, переместив подвижную губку 7, освобождает деталь.
При работе на тисках следует соблюдать следующие правила:
Перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
Не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
При креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
По окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
После окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Какой должна быть ванная комната для ребенка? В первую очередь, безопасной, интересной и оригинальной. На это следует ориентироваться, выбирая не только мебель и аксессуары, но и сантехнику для детского санузла. …
На что обратить внимание при оформлении кухни? Привычная обстановка кухни может надоедать. Тогда появляется желание изменить ее. Для этого приобретаются кухни Киев, но мебели недостаточно. Необходимо правильно оформить окно, подобрать …
msd.com.ua
Типы тисков — основные виды слесарных, станочных и др. тисков
Тиски – это механические фиксирующее устройство, применяемое при ручной и машинной обработке заготовок. Используются при необходимости жесткой фиксации заготовки, необходимости расположения от неё на безопасном расстоянии или освобождении рук для проведения других работ.
Конструкция и применение
Тиски применяются при обработке металлов, дерева, пластика и других материалов в единичном и мелкосерийном производстве, а также при проведении ремонтных и других операций. Благодаря простоте конструкции и универсальности большинство видов тисков могут применяться и в быту, и в небольших ремонтных мастерских, и в цехах крупных предприятий.

Основным рабочим элементом тисков являются две губки, между которыми зажимается обрабатываемая деталь. Необходимое усилие прижима обеспечивает фиксирующий механизм с ручной регулировкой. Одна губка является неподвижной и надежно прикреплена к корпусу. Вторая перемещается под действием фиксирующего механизма обеспечивая зажим детали.
В состав фиксирующего механизма входит ходовой винт с трапециевидной резьбой. Он соединен с подвижной частью корпуса и обеспечивает её линейное перемещение путем вращения по часовой стрелке через расположенную в корпусе гайку. Вращение винта обеспечивает ручка. Корпус тисков располагается на опорной плите или станине имеющей отверстия для крепления к верстаку или станине металлообрабатывающего станка. Крепеж осуществляется с помощью винтов или струбцины.
Основные виды тисков
В зависимости от назначения и конструктивных особенностей тиски подразделяются на:
- Слесарные — предназначены для крепления заготовок при проведении обработки ручными инструментами.
- Трубные. Применяются для резки и обработки труб и деталей круглого сечения. Отличаются специальной, полукруглой формой губок для увеличения площади соприкосновения с деталью.
- Станочные. Устройства повышенной точности предназначенные для крепления заготовок при обработке на металлорежущих станках.
- Столярные. Предназначены для работы с деревянными и пластиковыми заготовками.
- Ручные. Компактный инструмент не требующий фиксации к верстаку. Предназначен для крепления небольших заготовок.
Рассмотрим станочные и основные типы слесарных тисков как наиболее часто используемых в современной металлообработке.
Слесарные тиски
Приспособление для фиксации деталей и заготовок перед обработкой ручным или электроинструментом. Устанавливаются на стол или верстак и крепятся болтами в основании. По конструкции могут быть стуловыми или параллельными, стационарными или поворотными, с шириной губок от 45 до 200 мм. В среднем ширина фиксируемой детали, что определяется ходом подвижной губки, составляет 140 мм.

Параллельные тиски могут иметь стационарную или поворотную конструкцию с возможностью вращения вокруг оси на 60° и более. Стационарные модели тисков дешевле и используются для работ в одном положении. Своё название они получили благодаря параллельному движению подвижной губки относительно неподвижной части. Тиски оснащены накладными губками из инструментальной стали, основание выполняется из чугуна или стали, подвижные элементы – из углеродистой стали.
Стуловые тиски являются устаревшим типом конструкции, но продолжают применяться в быту и ремонтных мастерских. Своё название получили благодаря тому, что фиксировались на основание в форме стула. Представляют собой конструкцию состоящую из основания и поворотного диска, которые по центру соединяются винтами. На корпусе, как правило, имеется наковальня. Ширина губок составляет от 90 до 180 мм. Достоинствами данной конструкции являются простота и прочность, быстрый разжим губок и возможность фиксации длинных деталей.
Станочные тиски
Это приспособления для высокоточной фиксации заготовок перед проведением обработки на сверлильных, фрезерных и других видах станков. От слесарной разновидности они отличаются малым разбегом или полным отсутствием люфта. Предназначены для фиксации на станинах металлообрабатывающего оборудования или производственных верстаках. Для удобства работ, как правило, оснащены поворотным механизмом.

В зависимости от возможности расположения заготовки существуют следующие типы станочных тисков:
- Стационарные. Деталь фиксируется под прямым углом к тискам.
- Синусные. Возможна фиксация обрабатываемой детали под любым углом необходимым для обработки.
- Многоосевые. Тиски имеют возможность поворота по различным координатным осям.
Основными достоинствами данного типа оснастки является высокое усилие зажима, жесткое крепление деталей и возможность проведения высокоточных операций.
Действующие ГОСТы
Параметры различных типов слесарных тисков с ручным приводом определяет ГОСТ 4045-75. На устройства с ручным и механизированным приводом действует ГОСТ 16518.
mekkain.ru
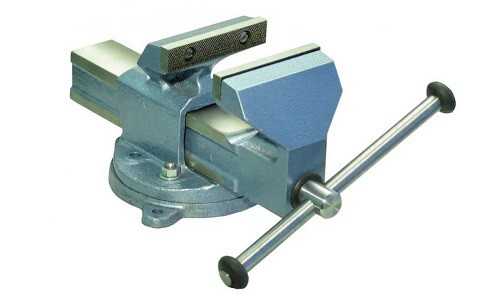
назначение поворотных, настольных стальных тисков различных размеров (140, 150, 200, 250 мм)
Тиски слесарные представляют собой инструмент, который используют в целях закрепления деталей и заготовок при проведении сборочных и слесарных работ.
Данный вид оборудования является неотъемлемым атрибутом мастерских, где предлагаются услуги ремонта. Кроме того, эти приборы подходят и для использования в бытовых условиях – их нередко можно встретить в обычном гараже. Тиски слесарные также широко применяются на различных предприятиях – в таких случаях предпочтение отдается профессиональным устройствам.
Назначение слесарных тисков
Тиски слесарные выполняют функцию фиксации деталей разных форм и размеров, без чего практически невозможна дальнейшая обработка изделия. Использование этого приспособления позволяет качественно выполнять работы двумя руками, что очень удобно и практично. При этом обрабатываемую заготовку не нужно удерживать в определенном положении, а значит, мастер может полностью сконцентрироваться на выполнении конкретной задачи. В основном слесарные тиски используются для резки, сверления, строгания, шлифования, сборки и разборки различных механизмов и узлов.
Конкретную модель стоит выбирать, предварительно определившись с видом работ, которые планируется проводить, и размером обрабатываемых деталей. Для решения вышеперечисленных задач чаще всего используют тиски слесарные настольные, конструкция которых предполагает работу без дополнительных механизмов, при этом руки мастера остаются свободными.
Конструкционные особенности
Конструкция настольных моделей представляет собой две параллельные губки, одна из которых неподвижна и является цельной частью корпуса, а вторая движется вдоль винта и прижимает обрабатываемое изделие. При этом большое значение играет размер губок, в которые крепится изделие (тиски слесарные 200, 250 и т. д.). Само приспособление фиксируется специальными болтами к рабочей поверхности (к столу или станку) и, как правило, остается несъемным на протяжении всего рабочего процесса. Корпус заканчивается наковальней или зажимом – в зависимости от конкретной модификации, эти элементы также могут отличаться по размерам. Чтобы правильно выбрать настольные слесарные тиски, необходимо учесть все конструкционные особенности инструмента.
Основные характеристики
Выбирая крепежные приспособления, нужно опираться на характеристики конкретной модели и учитывать задачи, которые планируется выполнять. Наиболее значимыми параметрами считаются:
- Размер губок – должен соответствовать габаритам обрабатываемой детали. Как правило, ширина указывается в названии самой модели – например, тиски слесарные 200 мм;
- Диапазон и глубина захвата – эти параметры определяют, как сильно по глубине и ширине прибор способен охватить обрабатываемую заготовку;
- еометрические размеры и вес – данные характеристики имеют огромное значение в плане удобства выполнения работ;
- Прочность и твердость материалов исполнения – чем прочнее материал изготовления, тем качественнее считается инструмент;
- Наличие расширенного функционала – к примеру, тиски слесарные поворотные оснащены специальным механизмом, позволяющим делать процесс обработки заготовки более комфортным и маневренным. Таким образом, сокращаются трудозатраты, освобождается время на выполнение других заказов. Следовательно, мастерские могут принимать в работу большее количество заказов, что приводит к увеличению прибыли.
Стуловые и параллельные тиски слесарные (150 мм, 200 мм, 250 мм)
Сегодня принято различать стуловые, параллельные и ручные модификации. Первый вариант предполагает крепление на краю стола, и основное его преимущество заключается в возможности быстрой установки и такого же быстрого демонтажа. При необходимости их можно оперативно убрать, и такие модели удобны в хранении. Эти инструменты также выпускаются в различных модификациях – например, тиски слесарные 150 мм.
Параллельные модели более распространены и состоят из пары пластин, одна из которых неподвижна, а вторая – перемещается посредством винта и резьбовой втулки. В основании таких приборов имеются специальные отверстия, в которые вставляют крепежные винты для фиксации на верстаке. Устройства в этой модификации наиболее востребованы (особенно параллельные тиски слесарные 200мм или 250мм) и подходят для решения многих задач, связанных с обработкой длинных изделий.
Особенностью ручных моделей является необходимость фиксации зажима руками, что может быть не очень удобно при выполнении обработки. Приспособления в данном исполнении также выпускаются разных размеров, при этом наиболее популярной модификацией считаются ручные тиски слесарные 200 мм.
Стационарные и поворотные тиски слесарные
Параллельные модели имеют внутреннюю классификацию, которая подразумевает разделение на следующие модификации:
- Поворотные устройства. Основание поворачивается вокруг собственной оси и фиксируется в заданном положении. Таким образом, обработка осуществляется в разы легче. Во избежание повреждения заготовки, на пластины надевают специальные накладки из пластмассы, дерева или мягкого металла. Тиски слесарные поворотные пользуются наибольшей популярностью среди потребителей;
- Стационарные приспособления. Эти устройства неподвижны, и их можно зафиксировать в одном положении только при установке. Как и поворотные аналоги, эти устройства выпускаются в разных исполнениях, и наибольшим спросом пользуются тиски слесарные 200 мм.
Отличия стальных и чугунных тисков
Материал изготовления также играет немаловажную роль в плане качества и точности обработки. Сегодня при производстве этих приборов в основном используют сталь или чугун, которые проявили себя с положительной стороны. Каждый из указанных материалов имеет свои особенности, которые в совокупности определяют качество готовых слесарных тисков любого размера, будь то 250 мм, 200мм или 150 мм.
Некоторые сплавы чугуна отличаются повышенной прочностью и устойчивостью к разрушениям. Так, изделия из ферритного чугуна ценятся больше, поскольку они примерно в десять раз прочнее приборов, изготовленных из обычного серого чугуна.
Инструменты из стали также обладают рядом преимуществ и достаточно востребованы на современном рынке. Тиски слесарные стальные отличаются прочностью, но по сравнению с чугунными приспособлениями, имеют гораздо меньший вес, что в конечном счете облегчает процесс обработки. Лучшим материалом для изготовления считается высокопрочная кованая сталь, прошедшая закалку, – такие модели способны прослужить долгие годы.
Помимо материала изготовления, стоит помнить и о параметрах самого прибора. Так, тиски слесарные 150 мм подходят для обработки деталей средних размеров, а устройства с пометкой 75 мм можно использовать только при работе с мелкими изделиями.
Советы по выбору
Выбирая фиксирующие приспособления для выполнения слесарных работ, важно позаботиться о том, чтобы прибор был максимально удобен в эксплуатации, ведь только в таком случае можно обеспечить качественную обработку. Как правило, к тискам выдвигаются следующие требования:
- Соответствие длины хода габаритам обрабатываемой детали. Тиски слесарные 250 мм не подойдут для работы с мелкими изделиями, и наоборот, приспособления с пометкой 75 мм нельзя использовать для обработки крупных деталей. ;
- Запас надежности и прочности. Тиски являются как бы продолжением верстака, поэтому они должны противостоять ударным и механическим нагрузкам, которые неизбежны в процессе выполнения работы. ;
- Хорошая фиксация детали. Тиски слесарные 250 мм (или аналогичные приборы в других исполнениях) должны обеспечивать надежное крепление обрабатываемого изделия на верстаке. Чтобы обеспечить данное условие, нужно выбирать качественное фиксирующее устройство нужного размера, предварительно определившись с типом планируемой обработки и точными габаритами деталей. Оптимальными считаются тиски слесарные 140-250 мм – из этого диапазона можно выбрать подходящий вариант. ;
- Надежность крепления на станке. Помимо хорошей фиксации самой детали, важно надежно закрепить прибор на станке, что позволит полностью исключить нежелательные вибрации и колебания при выполнении работ. ;
- Возможность поворота. Стационарные приборы уже несколько устарели, и сегодня большой популярностью пользуются тиски слесарные поворотные, которые позволяют ориентировать обрабатываемое изделие под нужным углом.
Правильно выбранные фиксирующие приборы способны облегчить и ускорить рабочий процесс. По сравнению с другими характеристиками, величина хода устройства имеет определяющее значение, и на этот параметр нужно обращать внимание в первую очередь. Если это тиски 150 мм – слесарные работы возможны только с подходящими по размерам изделиями, а для фиксации более крупных деталей лучше выбрать другую модель.
На нашем сайте вы можете купить необходимый инструмент по доступной цене. Для этого перейдите в каталог и изучите представленную в наличии продукцию. Доставим товар в любой регион России.
www.frrm.ru