Термообработка сталей и сплавов
Статьи
Термическая обработка металлов и сплавов
На базе нашей лаборатории открылся цех по термической обработке металлов и сплавов. Поэтому готовы принимать заказы и на эти услуги тоже. В связи с этим, хочется кратко рассказать о том, что же такое термообработка металлических изделий.
Термообработка позволяет сталям и сплавам проявить свое волшебное свойство – менять механические характеристики, абсолютно не меняясь по химическому составу.
Взять, к примеру, крайне обычную марку – сталь 45. В состоянии поставки твердость данной стали составит 200 HB, а если провести закалку с низким отпуском, то твердость будет более 350 HB.
Рассмотрим основные виды термички стали.
Закалка – нагрев до температуры аустенизации с последующим быстрым охлаждением (вода, масло, соль, полимер). Так как скорость охлаждения высокая, то диффузионное превращение аустенита в феррит становится невозможным – на него просто нет времени.
Отпуск – всегда следует после закалки и заключается в нагреве ниже температуры аустенизации с дальнейшей выдержкой при данной температуре. Основные виды структуры после отпуска следующие: бейнит, сорбит и тростит. Есть несколько видов отпуска: низкий 220-300 градусов, средний 300-450 и высокий 450-650. Закалка с высоким отпуском называется улучшением стали, после данного вида термической обработки сталь имеет приличную прочность и хорошие ударно-пластические характеристики.
Нормализация – нагрев до температуры аустенизации с последующим охлаждением на воздухе. Некоторые стали, например, быстрорежущие могут закаливаться и на воздухе, их поэтому и называют «самокалы».
Отжиг, наверное, самый простой вид термообработки состоит из нагрева до температуры аустенизации и охлаждение с печью. Низкая скорость охлаждения позволяет спокойно пройти всем диффузионным процессам, металл становится мягким и пластичным, хорошо поддается механической обработке.
Термообрабатывают не только стали, но и разные сплавы. Титановые и алюминиевые сплавы набирают свою прочность в результате старения. Старение, как и отпуск, проводится после закалки при температуре ниже закалочной. Твердость увеличивается в результате выделения мелкодисперсной интерметаллидной фазы.
Завершая статью, предлагаем Вам посмотреть на структуру и твердость прутка из стали 40Х в четырех состояниях: после отжига, после нормализации, после закалки и после отпуска 550 градусов.
<<<предыдущая статья следующая статья>>>
Термическая обработка | Sulzer
Во время эксплуатации детали турбин и компрессоров часто подвергаются воздействию высоких температур.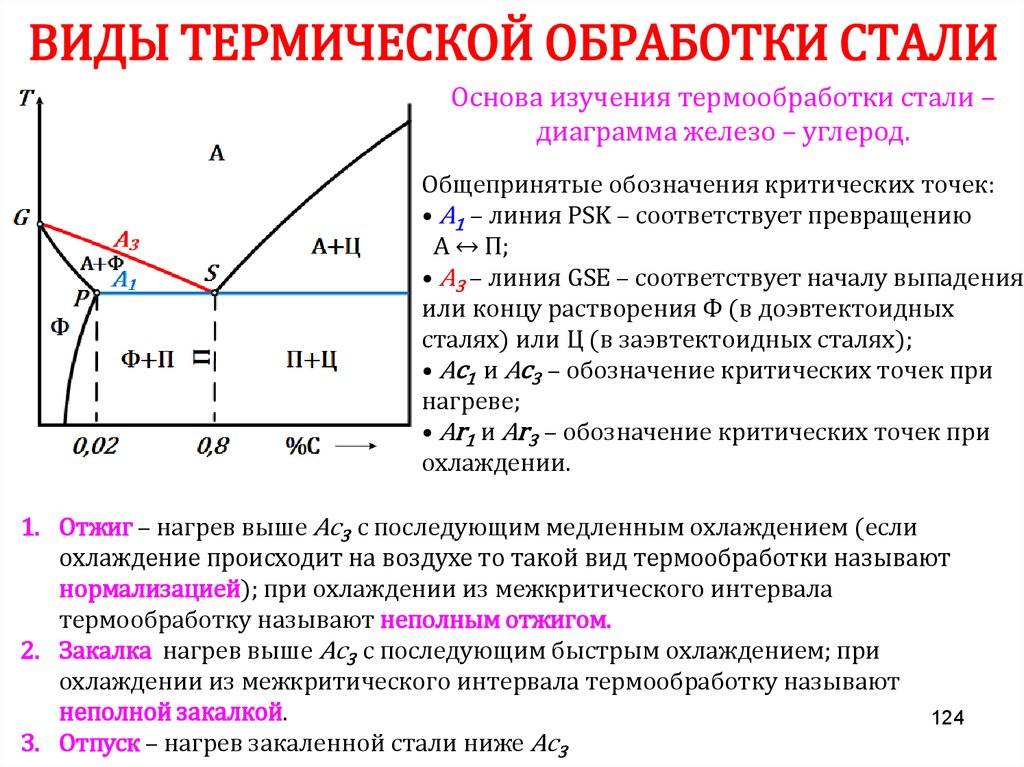 Это может изменить структуру стали и привести к поломкам. Sulzer предлагает специальные процессы термической обработки для повышения прочности, вязкости, стойкости к коррозии и ползучести, а также увеличения твердости поверхности.
Это может изменить структуру стали и привести к поломкам. Sulzer предлагает специальные процессы термической обработки для повышения прочности, вязкости, стойкости к коррозии и ползучести, а также увеличения твердости поверхности.
- English
- Немецкий
- испанский
- Русский
- китайский
Легированные стали
Применяются для валов и корпусов турбин, а также для стационарных и рабочих лопаток компрессоров и паровых турбин.
- Закалка стали: углеродсодержащую сталь можно раскалять докрасна; в этом состоянии она очень непрочна и вязка, благодаря чему легко поддается формовке. Закалка в воде сделает ее очень твердой и прочной, но одновременно очень хрупкой. Твердость можно уменьшить с помощью отпуска при промежуточной температуре.
- При правильно разработанной термической обработке можно воспользоваться данными явлениями, создавая высокопрочные и одновременно пластичные виды стали. Мы применяем данные виды термической обработки, чтобы оптимизировать механические свойства компонентов и увеличить срок службы вашего оборудования.
- Низколегированные стали содержат пониженный процент легирующих элементов. Эти сплавы имеют различную структуру кристаллической решетки ниже и выше приблизительно 800 °C. При нагреве и охлаждении материалы рекристаллизуются во время прохождения этой температуры. Такой процесс можно применять для измельчения зерен в объемных поковках и литье.
 Мелкозернистая структура означает лучшую прочность и пластичность.
Мелкозернистая структура означает лучшую прочность и пластичность. - При резком охлаждении рекристаллизация не будет доведена до конца. Полученная структура называется «мартенсит». Мартенсит обладает высокими уровнями внутреннего напряжения. Он твердый и прочный, но одновременно хрупкий, поэтому он очень чувствителен к растрескиванию для многих из областей его применения.
- Дополнительная термическая обработка при промежуточной температуре (от 300 до 750 °C) уменьшает чувствительность к растрескиванию и твердость до соответствующих значений.
- Любые действия, такие как сварка, локально нагревающие сплав до температуры свыше 800 °C, неизбежно приведут к образованию мартенсита на этом участке после охлаждения. Поэтому без надлежащей термической обработки сварочное соединение будет неприемлемо хрупким.
- Sulzer обладает этими технологиями и может предоставить индивидуальные решения в соответствии с вашими потребностями.
 Мелкозернистая структура означает лучшую прочность и пластичность.
Мелкозернистая структура означает лучшую прочность и пластичность.Свойства большинства материалов определяются их термической обработкой и химическим составом. Большинство материалов должны подвергаться термической обработке с целью обеспечения требуемой прочности, вязкости, стойкости к ползучести и коррозии, а также твердости.
Большинство материалов должны подвергаться термической обработке с целью обеспечения требуемой прочности, вязкости, стойкости к ползучести и коррозии, а также твердости.
Вид необходимой термической обработки существенно меняется для различных групп материалов. Для отдельно взятого материала различные виды термической обработки могут понадобиться для механической обработки, сварки, закалки или восстановления.
Опытный сварочный персонал
Наш опытный персонал ежедневно производит сварку валов и корпусов турбин, а также лопаток компрессоров и паровых турбин. Основополагающий фактор успеха заключается в тщательно разработанной процедуре термической обработки во время и после сварки.
Аустенитные стали и поковки жаропрочных сплавов
Эти сплавы обычно применяются для компонентов камер сгорания и аналогичных малонапряженных компонентов.
Сплавы содержат высокий процент легирующих элементов. Их аустенитная структура плотная, что способствует устойчивости к ползучести, а также стабильная при любых температурах. Поскольку фазовый переход отсутствует, аустенитные сплавы не затвердевают при термических циклах во время термической обработки или сварки.
Поскольку фазовый переход отсутствует, аустенитные сплавы не затвердевают при термических циклах во время термической обработки или сварки.
Для готовых компонентов может применяться гомогенизация с целью растворения хрупких фаз и кристаллизации граничных карбидов. Перегрев может причинить необратимый рост зерен. Мы тщательно подбираем процесс, чтобы не повредить ваши компоненты.
Газовые турбины могут проходить термическую обработку для повышения сопротивления ползучести
Высоколегированные и литые жаропрочные сплавы
Эти сплавы применяются для сопловых и рабочих лопаток в высокотемпературной зоне газовых турбин.
- Сверхпрочные сплавы содержат элементы, образующие вторичные фазы. Вторичные фазы проявляются в виде угловатых частиц в кристаллах и вдоль границ зерен в сплаве. Их присутствие значительно повышает стойкость к ползучести. Для получения лучшего качества необходимо оптимизировать их форму и распределение.
- В сплавах на основе кобальта этими вторичными фазами являются карбиды. В сплавах на основе никеля алюминий (а также титан, ниобий и/или тантал) соединяется с никелем и образует Ni3Al. Эта фаза обычно называется «гамма-фазой» (γ’), а частицы обычно называют «выпавшей фазой».
- Эти вторичные фазы, которые могут составлять до 50% и более объема сплава, образуются и формируются с помощью термической обработки. Несмотря на низкий эффект упрочнения, эту термическую обработку часто называют «термической обработкой с дисперсионным твердением». Ее цель заключается не в упрочнении сплава, а в создании хорошего распределения частиц, оптимального для сопротивлению ползучести при определенных температурах.
- Мелкозернистая выпавшая фаза больше всего подходит для высокой прочности и ползучестойкости при средних температурах; крупнозернистая выпавшая фаза больше всего подходит для ползучестойкости при высоких температурах.
- Высоколегированные и литые жаропрочные сплавы выдерживают высокотемпературные режимы. “Работа при высокой температуре сравнима с длительной термической обработкой, которая со временем может привести к значительным изменениям. Мелкозернистая выпавшая фаза склонна к коалесценции или к растворению; крупнозернистая выпавшая фаза склонна к еще большему увеличению зернистости.
- Термическая обработка этих сплавов во время производства и восстановления состоит из высокотемпературной гомогенизации и одного или двух последующих этапов осаждения при промежуточных температурах. Температуру и продолжительность этих этапов следует подбирать с большой осторожностью; может также потребоваться охлаждение.
 В сплавах на основе никеля алюминий (а также титан, ниобий и/или тантал) соединяется с никелем и образует Ni3Al. Эта фаза обычно называется «гамма-фазой» (γ’), а частицы обычно называют «выпавшей фазой».
В сплавах на основе никеля алюминий (а также титан, ниобий и/или тантал) соединяется с никелем и образует Ni3Al. Эта фаза обычно называется «гамма-фазой» (γ’), а частицы обычно называют «выпавшей фазой». Мелкозернистая выпавшая фаза склонна к коалесценции или к растворению; крупнозернистая выпавшая фаза склонна к еще большему увеличению зернистости.
Мелкозернистая выпавшая фаза склонна к коалесценции или к растворению; крупнозернистая выпавшая фаза склонна к еще большему увеличению зернистости.Восстановительная термическая обработка
Как уже было сказано выше, структура компонентов, бывших в употреблении, может изменяться (деградировать). Деградировавшая структура проявляется в увеличении зернистости существующих фаз и формировании новых, но вредных фаз, например чрезвычайно хрупкой сигма-фазы.
Эти фазы создают локальные неоднородные участки, однако общий состав сплава не изменяется. Восстановительная термическая обработка начинается с гомогенизации при очень высокой температуре, растворяющей выпавшие и вредные фазы. После этого для воссоздания планируемой исходной структуры и распределения выпавших фаз применяется модифицированный вариант стандартной термической обработки.
После этого для воссоздания планируемой исходной структуры и распределения выпавших фаз применяется модифицированный вариант стандартной термической обработки.
Горячее изостатическое прессование
Горячее изостатическое прессование — это термическая обработка в высокотемпературном растворе, выполняемая под аргоновым давлением от 1 000 до 2 000 бар. Изостатическое прессование закрывает внутренние пустоты, которые могут присутствовать в литье, если сплав непрочный и вязкий при высоких температурах. Это отработанная технология для продуктов точного литья, таких как сопловые и рабочие лопатки газовых турбин.
Термическая обработка является важнейшим этапом обслуживания и ремонта компонентов турбин и компрессоров. Наш богатый опыт проведения термической обработки поможет увеличить срок службы ваших компонентов. Наши эксперты подбирают процесс для каждого сплава и компонента в зависимости от его состояния.
ДокументыБрошюры
- Your Service Partner
pdf
Языки:
EN DE ES ZH
- F-Class Turbine Capabilities and Services
pdf
Языки:
EN ES
- Gas Turbine Component Repair and Services
pdf
Языки:
EN ES
- Gas Turbine Rotor Life Assessment
pdf
Языки:
EN
Примеры применения
- Improved Turbine Durability Extends Inspection Intervals
pdf
Языки:
EN
- Design Changes Resulting in Lifetime Extension of Gas Turbine Rotor Blades
pdf
Языки:
EN
Информация о продукте
- W501F / SGT6 — 5000F Repair
pdf
Языки:
EN
- Starters for Reciprocating Engines and Gas Turbines
pdf
Языки:
EN
Позвоните или напишите нашим экспертам, чтобы найти оптимальное для вас решение.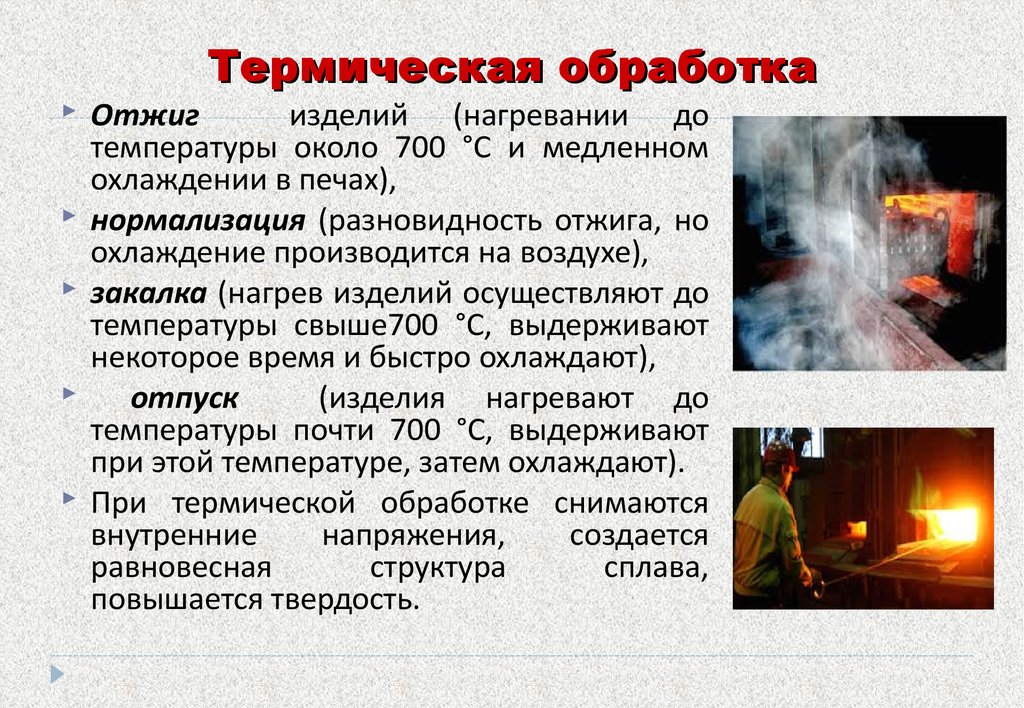
Термическая обработка: отпуск стальных сплавов | Специальная печь L&L
9 марта 2020 г.
Отпуск — это процесс термической обработки, при котором стали (и другим металлам) придаются более полезные свойства, обычно включающие упрочнение материала. Когда сталь подвергается другим процессам термообработки, связанные с ними нагрев и быстрое охлаждение (закалка) могут сделать материал хрупким. Отпуск решает эту проблему, возвращая компоненту некоторую прочность, чтобы соответствовать увеличению твердости из-за предыдущей термообработки, такой как 9.0005 нитроцементация .
Наиболее распространенной сталью является сплав железа и углерода, но существуют и другие стальные сплавы, каждый из которых включает дополнительные легирующие элементы и обладает своими уникальными свойствами. Эти легирующие элементы включают хром (для нержавеющих сталей), марганец, никель, кремний, алюминий, кобальт, молибден и ванадий. В зависимости от конкретного стального сплава отпуск выполняется для достижения разных свойств и с использованием немного разных методов.
Эти легирующие элементы включают хром (для нержавеющих сталей), марганец, никель, кремний, алюминий, кобальт, молибден и ванадий. В зависимости от конкретного стального сплава отпуск выполняется для достижения разных свойств и с использованием немного разных методов.
Атмосфера: Стальные сплавы закаляются либо в вакууме, либо в атмосфере инертного газа. Это служит для защиты стали от окисления.
Термическая обработка: При отпуске стальных сплавов они обрабатываются при температуре ниже точки плавления стали: 2500°F (1371°C). Точная температура, при которой они обрабатываются, зависит от конкретного сплава. Одни сплавы достигают наибольшей прочности при температурах, близких к температуре плавления, другие — при более далеких от нее. Однако, как только этот пик пройден, сила обычно начинает снижаться.
После того, как сталь нагрелась, она удерживается там в течение заданного времени. Опять же, время, в течение которого сталь выдерживается при температуре, зависит от типа стального сплава и желаемых свойств.
Опять же, время, в течение которого сталь выдерживается при температуре, зависит от типа стального сплава и желаемых свойств.
Закалка: Поскольку отпуск — это процесс, который устраняет хрупкость, связанную с быстрой закалкой, сталь обычно охлаждают с более медленной заранее заданной скоростью. Хотя нагрев и быстрая закалка могут увеличить твердость стали, она снижает прочность. Более медленное охлаждение позволит молекулам внутри металла перестроиться в более прочную структуру. Однако чрезвычайно длительное время охлаждения связано со спеканием, еще одним методом термообработки, улучшающим пластичность и электропроводность.
Преимущества закалки стальных сплавов Прочность и твердость: Закалка используется для того, чтобы стальные сплавы достигли идеального среднего уровня между прочностью и твердостью. Как упоминалось ранее, сталь можно упрочнить путем более ранней термообработки, но это также делает ее хрупкой. Отпуск сохраняет (или улучшает, в зависимости от легирующих элементов) твердость стали при одновременном снижении хрупкости.
Отпуск сохраняет (или улучшает, в зависимости от легирующих элементов) твердость стали при одновременном снижении хрупкости.
Под прочностью материала понимается его способность противостоять разрушению под действием нагрузки. Более эластичные материалы обычно имеют более высокую прочность, но более низкую твердость. Это означает, что когда на них оказывается давление, они имеют тенденцию изгибаться, а не ломаться.
Твердость противоположна прочности, хотя эти два свойства до сих пор часто идут рука об руку в качестве желаемых свойств. Это относится к способности материала выдерживать деформацию под нагрузкой. Более жесткие материалы обычно имеют более высокую твердость, но меньшую прочность. Это означает, что они имеют тенденцию ломаться, а не сгибаться, когда на них оказывается давление.
В одних случаях лучше использовать материал с высокой прочностью, а в других — с высокой твердостью. Но есть много ситуаций, в которых идеально иметь и то, и другое.
Износостойкость: Поверхностный износ может поставить под угрозу как прочность, так и твердость материала, поэтому износостойкость является важным свойством. Хорошей новостью об износостойкости является то, что она обычно увеличивается с увеличением твердости. Поэтому, если ваш материал уже был закален в результате предварительной термообработки, он, вероятно, также обладает дополнительной износостойкостью. Однако, в зависимости от используемого стального сплава, износостойкость также может быть повышена в процессе отпуска.
Хорошей новостью об износостойкости является то, что она обычно увеличивается с увеличением твердости. Поэтому, если ваш материал уже был закален в результате предварительной термообработки, он, вероятно, также обладает дополнительной износостойкостью. Однако, в зависимости от используемого стального сплава, износостойкость также может быть повышена в процессе отпуска.
Детали из сплава закаленной стали используются в тех случаях, когда возникают высокие напряжения или существует постоянная угроза поверхностного износа. Это включает в себя высоконагруженное производственное оборудование, различные применения в автомобильной промышленности и такие детали, как ключи, шестерни, гайки и болты.
Производственные машины и зубчатые передачи, подвергающиеся высоким нагрузкам, часто используются в течение длительных периодов времени с постоянными и повторяющимися нагрузками. И из-за их постоянного движения они подвержены износу поверхности с большей скоростью, чем большинство других деталей. Причина, по которой эти детали должны быть закалены, заключается в том, что в противном случае они требовали бы замены слишком часто. Замена деталей не только стоит денег, но и приводит к дорогостоящим простоям.
Причина, по которой эти детали должны быть закалены, заключается в том, что в противном случае они требовали бы замены слишком часто. Замена деталей не только стоит денег, но и приводит к дорогостоящим простоям.
Автомобильные детали, ключи, гайки и болты закалены по другой причине. Вместо того, чтобы быть проблемой чрезмерного износа (хотя это все еще может быть), основная причина закалки этих предметов заключается в повышении их эффективности. Если ваш ключ погнулся или сломался, когда вы пытались открыть дверь, это, очевидно, было бы проблемой. Гайки и болты, деформирующиеся или ломающиеся под давлением, могут не только вызвать разочарование, но и быть чрезвычайно опасными в зависимости от их применения. И точно так же автомобильные детали должны быть изготовлены так, чтобы они не поддавались внезапно силам, которым они подвергаются во время вождения.
Заключение Стальные сплавы — это виды стали, свойства которых улучшены за счет добавления других элементов, известных как легирующие элементы. В зависимости от элементов, легированных сталью, можно получить различные полезные свойства. Отпуск — это процесс термической обработки, который служит для дальнейшего улучшения полезных свойств таких сплавов, в частности, за счет увеличения прочности. Обычно он используется после других процессов термообработки, которые повышают твердость, но делают металл хрупким. Эта термообработка чрезвычайно важна для изготовления деталей, которые должны выдерживать постоянные или повторяющиеся высокие нагрузки.
В зависимости от элементов, легированных сталью, можно получить различные полезные свойства. Отпуск — это процесс термической обработки, который служит для дальнейшего улучшения полезных свойств таких сплавов, в частности, за счет увеличения прочности. Обычно он используется после других процессов термообработки, которые повышают твердость, но делают металл хрупким. Эта термообработка чрезвычайно важна для изготовления деталей, которые должны выдерживать постоянные или повторяющиеся высокие нагрузки.
Если вы занимаетесь производством деталей для работы в условиях высоких нагрузок, вам нужна печь для отпуска. L&L Special Furnace производит множество различных печей, которые можно использовать для отпуска, в том числе печи GS1714 , XLE Series , FB Series и DV/DR Series . Свяжитесь с нами сегодня для получения дополнительной информации о наших печах и о том, какая из них может подойти для вашего конкретного применения.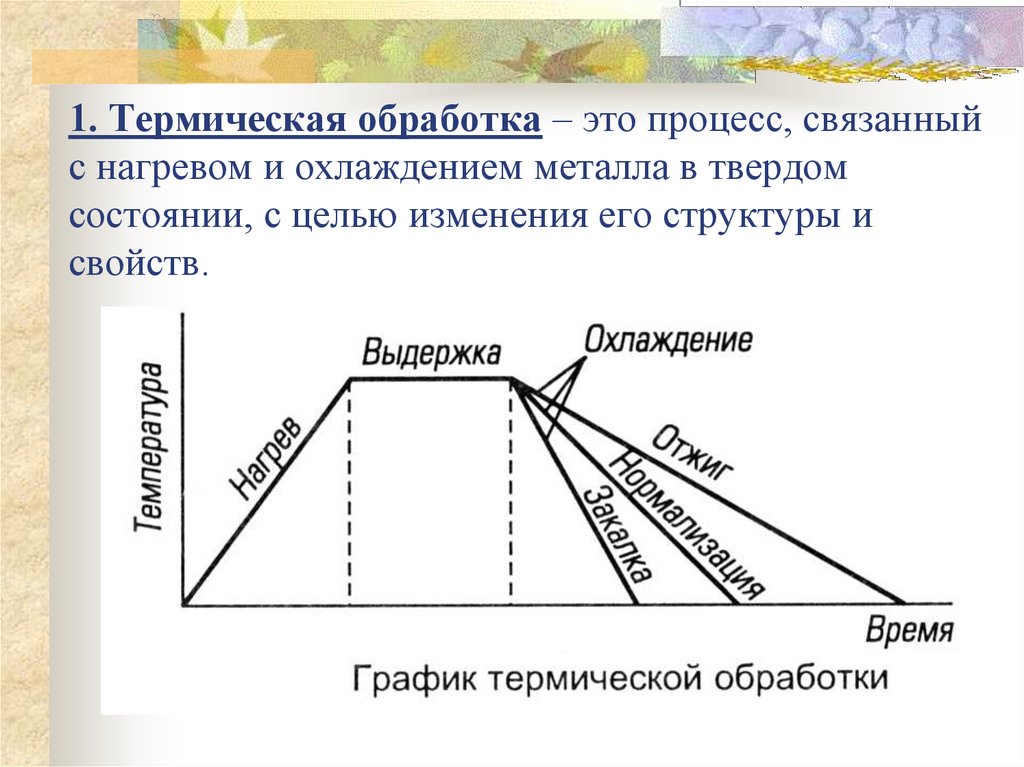
Термическая обработка углеродистых и легированных сталей
При выборе материала для зубчатой передачи наиболее важным решением является легкость обрабатываемости в сравнении с долговечностью материала. Большинство дизайнеров при выборе материала смотрят только на максимальную прочность на изгиб. Однако это относится только к разрушению механизма при сдвиге. Более важным фактором долговечности зубчатой передачи является прочность поверхности материала. Поверхностную износостойкость зубчатого колеса следует рассматривать с точки зрения срока службы зубчатого колеса. Поверхностная износостойкость определяет количество циклов, в течение которых зубчатое колесо при определенной нагрузке, при надлежащей смазке и минимизированных вибрациях может оставаться в рабочем состоянии. Если нагрузка будет превышена, то срок службы сократится. Если за смазкой не ухаживать должным образом, срок ее службы сократится. Поверхностная износостойкость обычно влияет на шестерню в системе с наименьшим количеством зубьев, поскольку эта шестерня включается чаще, чем другие. Чтобы увеличить долговечность поверхности, следует применить соответствующий процесс термической обработки, чтобы продлить срок службы этого зубчатого колеса.
Чтобы увеличить долговечность поверхности, следует применить соответствующий процесс термической обработки, чтобы продлить срок службы этого зубчатого колеса.
Термическая обработка – это процесс, управляющий нагревом и охлаждением материала, который выполняется для получения требуемых структурных свойств металлов. Методы нагрева включают нормализацию, отжиг, закалку, отпуск и поверхностную закалку.
Термическая обработка проводится для улучшения свойств стали, так как твердость материала увеличивается при применении последовательных термообработок. Это приводит к увеличению прочности зубчатого колеса, так как резко увеличивается прочность поверхности зуба. Как показано в Таблице 1, термическая обработка различается в зависимости от количества углерода (С), содержащегося в стали.
Таблица 1Ниже приведены некоторые из различных методов термообработки стали:
Нормализация — это процесс термообработки, применяемый к микроструктуре мелких кристаллов стали для унификации их общей структуры. Эта обработка проводится для снятия внутренних напряжений или устранения непостоянной структуры волокон, образовавшейся в процессе формования.
Эта обработка проводится для снятия внутренних напряжений или устранения непостоянной структуры волокон, образовавшейся в процессе формования.
Отжиг — это процесс термической обработки, применяемый для размягчения стали, корректировки кристаллической структуры, снятия внутреннего напряжения и модификации материала для холодной обработки и резки. Существует несколько типов отжига в зависимости от области применения, такие как полный отжиг, размягчение, снятие напряжения, выпрямляющий отжиг и промежуточный отжиг.
- Полный отжиг — это отжиг, используемый для снятия внутренних напряжений без изменения структуры.
- Правка Отжиг — это отжиг, используемый для устранения деформаций, возникших в стали. Это достигается приложением нагрузки при нагреве.
- Промежуточный отжиг — это отжиг, который применяется в процессе холодной обработки и применяется для размягчения нагартованного материала, чтобы облегчить последующий процесс.
Закалка — это процесс термической обработки стали, при котором после нагрева при высокой температуре применяется быстрое охлаждение. Различают несколько видов закалки в зависимости от условий охлаждения: закалка в воде, закалка в масле и закалка в вакууме. Необходимо применять отпуск после закалки.
Различают несколько видов закалки в зависимости от условий охлаждения: закалка в воде, закалка в масле и закалка в вакууме. Необходимо применять отпуск после закалки.
Закалка — это процесс термообработки, при котором охлаждение применяется с соответствующей скоростью. После выполнения процесса закалки материал снова нагревается, затем применяется отпуск. Отпуск следует проводить после закалки. Закалка применяется для регулировки твердости, повышения прочности и снятия внутреннего напряжения. Различают два вида отпуска: высокотемпературный отпуск и низкотемпературный отпуск. Применяя отпуск при более высокой температуре, достигается большая ударная вязкость, хотя твердость снижается. При термическом рафинировании проводят высокотемпературный отпуск. Для индукционной закалки или науглероживания необходимый отпуск, выполняемый после поверхностной закалки, представляет собой низкотемпературный отпуск.
Термическое рафинирование — это процесс термообработки, применяемый для регулирования твердости, прочности и вязкости стали. Эта обработка включает в себя сочетание закалки и высокотемпературного отпуска. После проведения термического рафинирования с помощью этих обработок регулируют твердость, чтобы улучшить обрабатываемость металла.
Эта обработка включает в себя сочетание закалки и высокотемпературного отпуска. После проведения термического рафинирования с помощью этих обработок регулируют твердость, чтобы улучшить обрабатываемость металла.
Целевая твердость для термического рафинирования:
- JIS S45C/AISI 1045 (углеродистая сталь для машиностроения) 200 – 270 HB
- JIS SCM440/AISI 4140 (Легированная сталь для использования в конструкциях машин) 230 – 270 HB
Науглероживание — это процесс термической обработки, выполняемый специально для упрочнения поверхности материала, в котором присутствует углерод, проникающий в поверхность. Поверхность низкоуглеродистой стали может быть науглерожена (подвержена проникновению углерода под воздействием тепла и давления), что приводит к образованию слоя с высоким содержанием углерода на внешней поверхности. Этот процесс требует закалки. Низкотемпературный отпуск применяется после закалки для регулировки твердости. Не только поверхность, но и внутренняя структура материала также несколько затвердевают из-за науглероживания, однако она не такая твердая, как поверхность. Если на часть поверхности нанести маскирующий агент, проникновение углерода предотвращается, а твердость не изменяется. Целевая твердость на поверхности и глубина закалки:
Если на часть поверхности нанести маскирующий агент, проникновение углерода предотвращается, а твердость не изменяется. Целевая твердость на поверхности и глубина закалки:
- Твердость по закалке 55 – 63 HRC
- Эффективная закаленная глубина 0,3–1,2 мм
Зубчатые колеса деформируются при науглероживании, и класс точности зубчатого колеса всегда снижается из-за этого процесса. Рекомендуется проводить шлифование зубьев и других критических поверхностей после науглероживания для повышения точности.
Индукционная закалка — это процесс термической обработки, выполняемый для упрочнения поверхности шестерни путем индукционного нагрева стали с минимальным содержанием углерода 0,3%. В этом процессе вокруг шестерни размещается индукционная катушка, и через катушку проходит ток. Этот электрический ток быстро нагревает сталь с последующей закалкой. Для зубчатых колес индукционная закалка эффективна для упрочнения областей зуба, включая поверхность зуба и вершину, однако в некоторых случаях корень зуба может не закаляться. Как правило, точность зубчатого колеса снижается из-за деформации, вызванной индукционной закалкой. При индукционной закалке шестерен S45C эффективная твердость и глубина составляют:
Как правило, точность зубчатого колеса снижается из-за деформации, вызванной индукционной закалкой. При индукционной закалке шестерен S45C эффективная твердость и глубина составляют:
- Твердость по закалке 45 – 55 HRC
- Эффективная закаленная глубина 1–2 мм
Закалка пламенем – это еще одна поверхностная закалка, которая выполняется путем приложения пламени непосредственно к стали. Эта обработка обычно выполняется на поверхности для частичной закалки, так как трудно поддерживать надлежащий уровень нагрева и продолжительность для достижения равномерной твердости на широкой части зубчатых колес.
Азотирование — это процесс термической обработки, выполняемый для упрочнения зубчатого колеса путем введения азота в поверхность стали. Если стальной сплав включает алюминий, хром и молибден, это улучшает азотирование, и можно получить желаемую твердость. Это термическая обработка, при которой весь стальной материал нагревается до сердцевины, а затем быстро охлаждается, при этом не только закаляется поверхность, но и сердцевина.