зачем он нужен и как его использовать?
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.

Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Содержание статьи
Сварочный полуавтомат: устройство и принцип работы
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.

Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.

Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Читайте также: Сварочный полуавтомат Электроприбор ПДГ Искра 200
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.

Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Современные полуавтоматы представлены в большом ассортименте и позволяют выполнять как любительскую, так и профессиональную сварку. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки наличие гарантии. Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
svarkaed.ru
Сварка автомат и полуавтомат чем отличаются
что такое сварка полуавтомат — Сварочные аппараты. Что такое сварка автомат и сварка полуавтомат? Чем они отличаются? — 2 ответа
В разделе Техника на вопрос Сварочные аппараты. Что такое сварка автомат и сварка полуавтомат? Чем они отличаются? заданный автором Андрей Васильевич лучший ответ это Полуавтоматическая сварка это почти как ручная, только на сварочном аппарате ставится катушка со сварочной проволокой, которая по шланг-проводу автоматически ползет к держаку. По этому же шлангу можно также подавать газ, на пример при сварке в среде аргона. При всей этой механизации варит все таки сварщик.В автоматической сварке работает уже не сварщик, а устройство: сварочный трактор или манипулятор. И проволока автоматически подается под слой гранилированого флюса. Функции человека только ограничиваются установкой устройства в начале сварного шва
Ответ от Борис Дмитрачков[гуру]Полуавтоматическая сварка — это сварка проволокой в среде защитных газов. Используется преимущественно при кузовных работах и работах с тонким металлом.2oa.ru
Полуавтоматическая сварка – принцип работы, отличие от автоматической сварки
Теперь же, поговорим о полуавтоматической сварке. Создавать о ней отдельный раздел не стоит, так как между автоматической и полуавтоматической сваркой существует небольшое количество отличий. Основное из них – это наличие или отсутствие процесса механизации во время работы. Так, если автоматическая сварка предполагает автоматическое перемещение сварочной проволоки, то полуавтоматическая сварка требует перемещения этой проволоки вручную. Однако назревает вопрос – зачем вообще нужна полуавтоматическая сварка, если есть возможность делать все на автомате, без присутствия человеческого фактора? На самом деле, все очень просто. Автоматическая сварка очень популярна и распространена при массовом производстве. Так, сварочные аппараты настраиваются под определенную программу, и по мере поступления изделий для сварки, аппараты включаются без вмешательства человека в процесс. Однако, в широком ряде случаев необходимо, чтобы направление шва и формирование его качества, происходило только при содействии человека. Поэтому, такой сваркой и стала полуавтоматическая сварка. Такая сварка предусматривает собой простую конструкцию. В ней есть специальный автоматический механизм подачи электродной проволоки, которая подается в специальный гибкий шланг, на сварочный держатель. Так, проволока подается автоматически, а сварщик, глядя на общую картину изделия, направляет наконечник в ту сторону, где необходимо сделать шов и сварное соединение. Именно потому, что проволока подается автоматически, а дуга перемещается вручную, процесс и получил название полуавтоматической сварки.
Происходить полуавтоматическая сварка может как с применением флюса, так и без него. Применение же флюса, позволило использовать полуавтоматическую сварку при толщине, выше 2-2,5 мм. Также, использование флюса позволило заметно увеличить величину сварочного тока, что в свою очередь, поспособствовало улучшению устойчивости дуги и резкому повышению производительности сварки. Кроме того, использование флюса позволило сократить диаметр проволоки, которая используется для сварки, и тем самым, снизить габариты шланги и сварочного аппарата.
Процесс подачи электродной проволоки Как правило, используется проволока, диаметром от 1,6-2 мм. Она смотана в бухту, которая находиться в специальной кассете, установленной в сварочном аппарате. Там же, расположился проталкивающий механизм, который подает проволоку через гибкий шланг, непосредственно в держатель, который держит сварщик в руках. Далее, подается сварочный ток на держатель через специальный гибкий шланг, подключенный к сварочному трансформатору. Этот ток, воздействует на электродную проволоку, и при контакте с поверхностью металла, возникает дуга, при помощи которой и выполняется сварка. Таким образом, полуавтоматическая сварка удобней тем, что с ее помощью можно четко контролировать процесс сварки, и выполнять провары там, где сварщик посчитает нужным. А автоматический процесс подачи проволоки, намного облегчает весь процесс.
Статья подготовлена по материалам сайта: http://www.vse-o-svarke.org/publ/avtomaticheskaja_dugovaja_svarka/princip_raboty_poluavtomaticheskoj_svarki/6-1-0-44
profilgp.ru
Что такое полуавтоматическая дуговая сварка
Технологии сварки постоянно развиваются, на данный момент дуговая сварка может быть автоматической или полуавтоматической, более подробно мы рассмотрим именно полуавтоматическую сварку.
Грань между автоматической и полуавтоматической дуговой сваркой очень небольшая и ее практически незаметно. По идее даже профессиональные сварщики могут порой ошибиться, назвав один процесс автоматическим, а другой полуавтоматическим. Отличие и впрямь сложное, подача электрода в дугу по мере его расходования и самостоятельным передвижением дуги по линии сварки называют автоматической сваркой. Если же механизирована только подача электрода, а сам процесс перемещения дуги по металлу происходит с помощью человека, то это полуавтоматическая дуговая сварка.
Автоматическая сварка не всегда является целесообразной из-за своей высокой стоимости, да и осуществить ее возможно не всегда, в этом случае на помощь приходит полуавтоматическая дуговая сварка, шов получается достаточно хорошим, а сама операция не столь дорогой. Автоматическая дуговая сварка выгодна при массовом производстве каких-то деталей, причем важно отметить, что некоторые работы до сих пор практичнее выполнять только ручным способом сварки, естественно сварка должна проводить профессионалом.
В настоящее время большое распространение получила полуавтоматическая сварка, здесь есть шланг, который внутри себя располагает электрический привод, он подталкивает проволоку к месту сварки, длина этого шланга может достигать пяти метров. Сварщик сам управляет наконечником, который направляется вдоль шва. Ранее работы такие уже осуществлялись, но они велись только на малых сварочных аппаратах, а проволока, как известно, находится в огромной бухте, что было достаточно неудобно для рабочего. Из-за этого сварочные полуавтоматы были известны и использовались, но особой популярностью не пользовались, так как было легче пользоваться ручной сваркой.
С применением флюса, полуавтоматическая электродуговая сварка преобразовалась. Флюс позволил увеличить ток, а это резко повысили производительность и качество шва. Теперь в полуавтоматическом сварочном аппарате тонкая проволока из бухты с помощью специального механизма проходит через шланг в держатель, который держит рабочий. К держателю подключен трансформатор, который подает сварочный ток, благодаря чему происходит сварочный процесс.
mastrerkon.ru
www.samsvar.ru
Как правильно варить сварочным полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.
Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
2oa.ru
Полуавтоматическая сварка – принцип работы, отличие от автоматической сварки
Теперь же, поговорим о полуавтоматической сварке. Создавать о ней отдельный раздел не стоит, так как между автоматической и полуавтоматической сваркой существует небольшое количество отличий. Основное из них – это наличие или отсутствие процесса механизации во время работы. Так, если автоматическая сварка предполагает автоматическое перемещение сварочной проволоки, то полуавтоматическая сварка требует перемещения этой проволоки вручную. Однако назревает вопрос – зачем вообще нужна полуавтоматическая сварка, если есть возможность делать все на автомате, без присутствия человеческого фактора? На самом деле, все очень просто. Автоматическая сварка очень популярна и распространена при массовом производстве. Так, сварочные аппараты настраиваются под определенную программу, и по мере поступления изделий для сварки, аппараты включаются без вмешательства человека в процесс. Однако, в широком ряде случаев необходимо, чтобы направление шва и формирование его качества, происходило только при содействии человека. Поэтому, такой сваркой и стала полуавтоматическая сварка. Такая сварка предусматривает собой простую конструкцию. В ней есть специальный автоматический механизм подачи электродной проволоки, которая подается в специальный гибкий шланг, на сварочный держатель. Так, проволока подается автоматически, а сварщик, глядя на общую картину изделия, направляет наконечник в ту сторону, где необходимо сделать шов и сварное соединение. Именно потому, что проволока подается автоматически, а дуга перемещается вручную, процесс и получил название полуавтоматической сварки.
Происходить полуавтоматическая сварка может как с применением флюса, так и без него. Применение же флюса, позволило использовать полуавтоматическую сварку при толщине, выше 2-2,5 мм. Также, использование флюса позволило заметно увеличить величину сварочного тока, что в свою очередь, поспособствовало улучшению устойчивости дуги и резкому повышению производительности сварки. Кроме того, использование флюса позволило сократить диаметр проволоки, которая используется для сварки, и тем самым, снизить габариты шланги и сварочного аппарата.
Процесс подачи электродной проволоки Как правило, используется проволока, диаметром от 1,6-2 мм. Она смотана в бухту, которая находиться в специальной кассете, установленной в сварочном аппарате. Там же, расположился проталкивающий механизм, который подает проволоку через гибкий шланг, непосредственно в держатель, который держит сварщик в руках. Далее, подается сварочный ток на держатель через специальный гибкий шланг, подключенный к сварочному трансформатору. Этот ток, воздействует на электродную проволоку, и при контакте с поверхностью металла, возникает дуга, при помощи которой и выполняется сварка. Таким образом, полуавтоматическая сварка удобней тем, что с ее помощью можно четко контролировать процесс сварки, и выполнять провары там, где сварщик посчитает нужным. А автоматический процесс подачи проволоки, намного облегчает весь процесс.
Статья подготовлена по материалам сайта: http://www.vse-o-svarke.org/publ/avtomaticheskaja_dugovaja_svarka/princip_raboty_poluavtomaticheskoj_svarki/6-1-0-44
profilgp.ru
Что такое полуавтоматическая дуговая сварка
Технологии сварки постоянно развиваются, на данный момент дуговая сварка может быть автоматической или полуавтоматической, более подробно мы рассмотрим именно полуавтоматическую сварку.
Грань между автоматической и полуавтоматической дуговой сваркой очень небольшая и ее практически незаметно. По идее даже профессиональные сварщики могут порой ошибиться, назвав один процесс автоматическим, а другой полуавтоматическим. Отличие и впрямь сложное, подача электрода в дугу по мере его расходования и самостоятельным передвижением дуги по линии сварки называют автоматической сваркой. Если же механизирована только подача электрода, а сам процесс перемещения дуги по металлу происходит с помощью человека, то это полуавтоматическая дуговая сварка.
Автоматическая сварка не всегда является целесообразной из-за своей высокой стоимости, да и осуществить ее возможно не всегда, в этом случае на помощь приходит полуавтоматическая дуговая сварка, шов получается достаточно хорошим, а сама операция не столь дорогой. Автоматическая дуговая сварка выгодна при массовом производстве каких-то деталей, причем важно отметить, что некоторые работы до сих пор практичнее выполнять только ручным способом сварки, естественно сварка должна проводить профессионалом.
В настоящее время большое распространение получила полуавтоматическая сварка, здесь есть шланг, который внутри себя располагает электрический привод, он подталкивает проволоку к месту сварки, длина этого шланга может достигать пяти метров. Сварщик сам управляет наконечником, который направляется вдоль шва. Ранее работы такие уже осуществлялись, но они велись только на малых сварочных аппаратах, а проволока, как известно, находится в огромной бухте, что было достаточно неудобно для рабочего. Из-за этого сварочные полуавтоматы были известны и использовались, но особой популярностью не пользовались, так как было легче пользоваться ручной сваркой.
С применением флюса, полуавтоматическая электродуговая сварка преобразовалась. Флюс позволил увеличить ток, а это резко повысили производительность и качество шва. Теперь в полуавтоматическом сварочном аппарате тонкая проволока из бухты с помощью специального механизма проходит через шланг в держатель, который держит рабочий. К держателю подключен трансформатор, который подает сварочный ток, благодаря чему происходит сварочный процесс.
mastrerkon.ru
www.samsvar.ru
Как правильно варить сварочным полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.
Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
По характеру перемещения
- Стационарные. Используются в серийном и крупносерийном производстве
- Переносные
- Передвижные
 Сварочная проволока
Сварочная проволокаДостоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.
Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне. 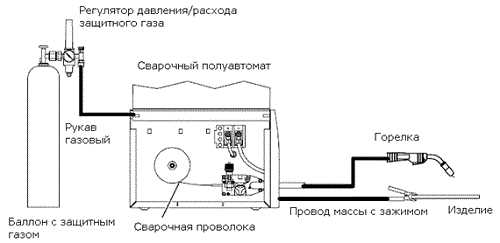 Сварочный полуавтомат
Сварочный полуавтомат
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).
Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
Задача сварщика:
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва.
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
 Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газеКак варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.
Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Работа такой проволокой выполняется прямым током (на изделие подается плюс).
Как варить вертикальный шов.
Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом видео можно посмотреть в интернете. В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
- Выяснить правила организации рабочего места и требования техники безопасности.
elsvarkin.ru
Полуавтомат сварочный — принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.

Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.

Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.
Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Cварочный аппарат полуавтомат для дома, гаража: как выбрать?
Большинство домашних умельцев часто задаются вопросом, как бы приобрести сварочный полуавтомат, какой выбрать, что порекомендуют специалисты? Сегодня подобные инверторные аппараты являются достаточно востребованными, стоимость которых зависит от производителя, качества сборки, технических характеристик, функционала. Достаточно компактные устройства можно использовать и в домашних условиях, и в автомастерских. Также нужно отметить, что сварочные аппараты инверторного типа нередко используют опытные сварщики.
Преимущества инверторного полуавтомата
- Благодаря небольшим размерам инструмент можно хранить и в гараже, и дома. Он не займет много места.
- Рабочее напряжение полуавтомата составляет 220В, при этом инструмент наделен хорошим функционалом, отличается высокой производительностью.
- Приобрести сварочное оборудование инверторного типа возможно практически в каждом строительном магазине.

Стоимость инверторов, предназначенных для бытовых условий, может существенно отличаться. Четко ответить на вопрос, какой из них лучше, затруднительно. Но при покупке такого инструмента не стоит выбирать самый дорогой. В первую очередь нужно определиться, для каких работ он предназначается, как часто, сколько времени инструмент будет работать, к примеру, в день и т. д. На основании этого уже можно подбирать агрегат, соответствующий по техническим параметрам.
Особенности выбора сварочного полуавтомата для быта
Как правильно выбрать сварочный полуавтомат для дома?
Покупать полуавтомат для дома можно уверенно, так как подобный инструмент действительно будет полезен не только для дома, но и для выполнения ремонта собственного авто. На сегодняшний день приобрести качественный инвертор для дома можно в каждом магазине строительного инструмента. Агрегат оснащен всем необходимым функционалом для выполнения необходимых работ в быту, ремонта автомобиля.
Сделать правильный выбор и приобрести оптимальный вариант сварочного оборудования сориентирует условная классификация инструмента. Необходимо отметить, что аппараты для сварки небольших размеров предназначены исключительно для использования в домашних условиях. Есть более мощные модели, которые можно использовать не только в быту, но и для профессиональной сварки. Они отличаются большим количеством функциональных возможностей.
Полуавтоматический сварочный аппарат лучше рассматривать среди этих марок: Ресанта, Fubag, Aurora (при условии что вы ограничены в бюджете).
Есть профессиональная инверторная сварка с дополнительными функциями, мощным источником питания. Но между всеми перечисленными полуавтоматами есть некоторые отличия:
- Разная мощность
- Разные периоды рабочего цикла
- Отличается стоимость
Обычно в быту полуавтоматическая сварка используется очень редко, а сам инструмент эксплуатируется непродолжительное время. В таком случае, конечно же, лучше приобретать именно бытовые сварочные полуавтоматы, меньшей мощности, которые будут стоить на порядок дешевле. Характерная особенность подобных устройств – это непрерывная работа составляет всего около 15-ти минут, после чего инструменту нужно дать отдохнуть на протяжении часа.
Если необходим бытовой сварочный инвертор для выполнения более продолжительных работ, лучше рассматривать более профессиональные варианты. Более дорогие модели способны работать без перерыва на протяжении нескольких часов, у них лучшая производительность, больше функциональных возможностей.
Но в любом случае на качество сварного шва будет влиять не стоимость приобретенного оборудования, а собственный опыт сварщика.
Что необходимо учитывать при выборе инвертора
Как выбрать полуавтомат? Чтобы приобрести действительно хороший полуавтомат для сварки, стоит при выборе учитывать некоторые довольно важные показатели инструмента.
Первоначально нужно определиться с задачами, с которыми инвертор должен будет справляться, каким нагрузкам будет подвергаться. Существует три категории такого инструмента: для бытового применения (до 200А), полупрофессиональные (до 300А), профессиональные полуавтоматы (более 300А).
Также полуавтоматы для сварки в зависимости от технологии производства источника питания бывают:
- Инверторные
- Трансформаторные
- Выпрямительные
Инверторы – компактные, легкие полуавтоматы, оснащенные дополнительными довольно важными функциями: плавное регулирование тока, антиприлипание, легкий розжиг.
Трансформаторный полуавтомат лучше выбирать, если во время проведения сварочных работ, агрегат нужно будет часто переносить с места на место.
Время включения аппарата
Приобретаем сварочный полуавтомат, какой выбрать? Задаваясь подобным вопросом, стоит обязательно учитывать такой критерий, как время включения устройства.
- Для инверторов бытового типа хорошим показателем включения считается – 20%.
- Для сварки профессионального типа – 60%.
Степень потребления мощности
Это довольно важный показатель, который необходимо учитывать при покупке сварочного оборудования:
- Недорогие полуавтоматы имеют слабую мощность, поэтому их можно использовать только для сваривания металлических изделий небольшой толщины.
Обязательно необходимо учитывать тот факт, что оборудование при включении потребляет больше мощности, чем в процессе работы.
Диапазон регулирования сварочного тока
Покупая полуавтоматическую сварку обязательно нужно смотреть, в каком диапазоне можно регулировать ток.
Хороший полуавтомат должен обладать:
- Мягким стартом (плавное зажигание дуги).
- Мягким финишем (режим сжигания проволоки).
- Режимом 2 в 4 такта, который предоставляет возможность при продолжительной работе не удерживать на горелке кнопку.
Какой сварочный полуавтомат выбрать? Лучше, конечно же, чтобы система подачи проволоки была закрытого типа. Такой механизм будет предотвращать попадание грязи на сварочную проволоку, продлит срок службы направляющего канала. Также инструмент должен быть оснащен защитной системой от короткого замыкания.
Специалисты рекомендуют покупать универсальные инверторы, на которых можно применять как проволоку, так и электроды, что делает их более эффективными при эксплуатации.
Автоматизация управления
Хороший сварочный полуавтомат должен быть достаточно автоматизирован. К примеру, опытному сварщику будет крайне некомфортно работать, когда скорость подачи проволоки нужно переключать вручную.

Обязательно, приобретая новое оборудование для сварки, необходимо смотреть комплектовочный лист, то есть наличие запасных деталей, вместимость газового баллона, размещение элементов управления.
Полуавтоматический сварочный аппарат
для ремонта авто
Как правильно полуавтомат выбрать для ремонта автомобиля? Ремонт авто с применением сварочного оборудования предполагает, как правило, кузовные работы. Современные кузова легковых авто производятся из тонкого металла, поэтому для выполнения сварочных работ понадобится небольшой ток, сварочная проволока толщиной не более 0,8 мм. Достаточно редко приходится сваривать детали толщиной до 5 мм.
Можно сделать вывод, что для осуществления сварных работ при ремонте авто вполне будет достаточно полуавтомата инверторного типа средней мощности. Он достаточно экономичен в плане расходования электроэнергии, не будет перегружать сеть, и сам перегружаться, при этом обеспечит необходимую продолжительность включения.
Такие инверторы оснащаются большим комплектом запасных элементов, на них можно использовать различные виды сварочной проволоки. А их стоимость вполне демократична. Основное на что стоит обращать внимание при покупке – это наличие регулировки напряжения, тока. Подобное оборудование, конечно же, не подойдет для выполнения больших объемов сварочных работ, а также для соединения металлических конструкций значительной толщины, но для ремонта авто его функционала будет достаточно.
Выбирая полуавтомат нужно смотреть на его механические параметры. К примеру, лучше покупать инструмент с устройством подачи проволоки, которое легко и быстро перезаряжается. Данное устройство всегда в работе, поэтому мотор привода должен иметь достаточную мощность, а само устройство может быть полностью сконструировано из металлических элементов.
Также рекомендуется приобретать универсальный полуавтомат, позволяющий работать в ручном режиме с использованием электродов.
Существуют модели полуавтоматов трансформаторного типа для эксплуатации в гаражном режиме. Они дешевле инверторов, но обделены возможностью автоматической регулировки напряжения, тока, который можно переключать дискретным переключателем лишь на холостом ходу. Выходной ток обладает значительным уровнем пульсации, по частоте практически равен двойной частоте источника питания. Аппараты такого типа достаточно просты по конструкции, хорошо поддаются обслуживанию и ремонту, но качество сварного шва хуже инверторных аналогов.
Лучшие производители полуавтоматов для быта
Можно отметить несколько производственных компаний, предлагающих качественные полуавтоматы для дома, при этом по доступной цене. Неплохой бюджетный вариант может быть от китайского производителя «Elitech». Аппараты данного бренда отличаются достойным качеством, функционалом.
Еще один производитель качественного оборудования для сварки с нормальным соотношением цена/качество – это компания «Foxweld». Отличительная черта инструмента от этого производителя – высокая экономичность. В комплект поставки оборудования входит горелка, специальные рукава для подачи газа, достаточно хорошей длины.
Наилучшими характеристиками отличаются полуавтоматы от компании «Overman». Они могут работать с разными видами сварочной проволоки, а единственным недочетом их конструкции является немного больший вес, чем у инструментов других брендов.
electrod.biz
Полуавтомат сварочный — какой выбрать для дома
Сварка – это самый надежный и практичный способ крепления металлических элементов между собой. Если речь идет о сварке не профессионалом, а любителем, то нужен качественный и безопасный аппарат, который не подведет и не сломается. Чтобы выяснить какой сварочный полуавтомат лучше купить, нужно узнать основу его действия, механизм и принципы работы.
Основные виды сварочных аппаратов
Перед тем как решить какой купить сварочный полуавтомат, необходимо знать какие их виды встречаются. Существует четыре основных типа:
- Аппараты трансформаторные переменного тока.
- Аппараты трансформаторные постоянного тока.
- Сварочные инверторы;
- Полуавтоматические, предназначенные для сварки в газовой среде.
Для того чтобы определиться какой полуавтомат сварочный лучше для использования в домашних условиях, можно изучить основные их рабочие характеристики. Это поможет выбрать конкретную модель.
Обязательно стоить обратить внимание на входное напряжение механизма. Оно может быть однофазовым и трехфазовым. Повышение или понижение напряжения может привести к негативным для работы аппарата последствиям – его перегрузке или отключению. Хорошее изделие должно быть защищено от короткого замыкания.
Нужно разобраться, что такое напряжение холостого тока, выходного тока и уточнить диаметр электродов или сварочной проволоки.

Основные рекомендации по выбору
Решить какой сварочный полуавтомат лучше купить помогут также основные рекомендации по его приобретению:
- стоит отталкиваться от того, для какого сварки какого вида металла приобретается аппарат;
- лучше выбирать аппарат с запасом максимального выходного тока;
- новичкам значительно проще работать с аппаратами инверторного типа. Качество шва у таких аппаратов высокое, они прекрасно работают при постоянно падающем напряжении и оснащены дополнительными функциями.
- Стоит обратить внимание на подбор электродов.
- Нужно определиться в каких условиях и в каком помещении будет проводиться сварка.
- Для каких целей приобретается аппарат. Если это хобби, то можно купить недорого и самый простой аппарат. Если же аппарат приобретается для более профессиональных целей, то лучше выбрать агрегат помощнее и внимательнее изучить все его характеристики.
- Нужно учесть толщину свариваемого металла.

Что еще нужно знать
Эти аппараты прекрасно используются в строительстве, производственных целях, при монтаже. Но также они являются прекрасными помощниками сварщиков-любителей. Бытовые сварочные агрегаты предназначены для необъемных работ, проводимых в доме, гараже или на даче.
Процесс сварки с их помощью не составит никому труда и не требует специальных знаний и умений. Сварочные аппараты бывают профессиональные, полупрофессиональные и бытовые. Конечно, для дома и гаража больше подойдет полупрофессиональный или бытовой аппарат.
Прежде чем принять решение какой полуавтомат сварочный лучше, можно посоветоваться с экспертами. Один из советов, которые они могут дать, это поинтересоваться у продавца перед приобретением, есть ли сервисный центр по обслуживанию этой фирмы-производителя.
Это очень важный вопрос, на котором не всегда акцентируют внимание. Кроме того, опытные специалисты советуют при покупке обращать внимание на наличие запасных элементов к механизму.
Опытный продавец расскажет, что такое полуавтомат сварочный, какой выбрать и в каких условиях его эксплуатировать и хранить. Они не терпят очень низких температур, именно поэтому не рекомендуется использовать их при температуре ниже −15 градусов, а также хранить в необогреваемых помещениях.
Инвертор периодически нужно очищать от пыли, так как он боится загрязнений и это может сказаться на качестве его работы. А лучше всего выбрать аппарат с закрытой системой подачи проволоки, этот механизм защищен от пыли, грязи, а также благодаря этому уменьшается износ направляющего канала.
Все эти, казалось бы, мелочи, играют важную роль в процессе сварки и в дальнейшем сказываются на качестве и результате работы.

Где купить сварочный аппарат
Приобрести любой из этих видов аппаратов можно в магазинах строительной направленности, интернет-магазинах или на рынках строительных материалов.
Конечно, лучше совершать подобные покупки в магазинах, которые занимаются реализацией сварочной техники. В них можно посмотреть продукцию, проконсультироваться у продавцов, получить гарантию.
В интернет-магазине такой возможности нет, кроме того, обычно доставка из таких магазинов стоит недешево. Продавцы на рынках тоже не всегда дают гарантию на свой товар. Нужно обращать внимание на репутацию и срок работы магазина.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Сварочный полуавтомат для кузовных работ
Содержание:
- MIG и MAG
- Устройство и классификация
- Источник питания
- Подача проволоки
- Горелка
- Газовый баллон
- Продолжительность включения
- Проволока
- Общие советы по выбору полуавтомата
Выбрать и купить сварочный полуавтомат вы можете у наших партнеров
Автолюбитель, устраивая мастерскую в гараже, вполне может обойтись без некоторых вещей, но часть инструментов необходимо приобрести, даже когда прямой необходимости в них нет. Один из таких незаменимых инструментов – агрегат для сварки. Однако, не каждый аппарат подойдет для сварки деталей кузова. По сравнению с электродными вариантами наличие в гараже сварочного полуавтомата для кузовных работ значительно расширяет возможности ремонтных операций.
Подавляющее большинство кузовных деформаций исправляются либо жестяными работами, либо сваркой. Поэтому перед автомехаником стоит проблема не покупки, а выбора правильного сварочного автомата. Разберемся для начала с классификацией и определениями.
MIG и MAG
Владельцу полуавтомата нет необходимости выставлять для электродов ток и подлезать с ними в неудобные места. Полуавтоматическая сварка предполагает, что участие сварщика в работе сведено к максимально возможному (на бытовом уровне) минимуму. Полуавтоматы оставляют механику свободу действий: требуется направить горелку в нужное место и нажать на курок агрегата. Автоматизация заключается в подаче проволоки к точке сварки.
Плавка металла достигается дугой, возникающей между поверхностью и проволокой. При обычной, ручной сварке, металлы защищаются от окисления обмазкой на электродах, при плавлении образующих защитный слой. В случае полуавтоматов электрическая дуга постоянной длины поддерживается регулированием длины проволоки, а защита от воздействия атмосферы достигается подачей газа в место формирования сварного шва. В этом ключе полуавтоматы для сварочных работ делятся на два типа:
- Использующие инертный газ (гелий, аргон) – благодаря слабой реакции, инертные газы позволяют избежать окисления сварного шва.
- Активный (углекислый газ) – высокий коэффициент наплавки и низкая стоимость газа являются преимуществом, однако при сварке происходит разделение молекул углекислого газа с выделением кислорода, что требует добавления в проволоку кремния и марганца.
В англоязычной литературе данные способы именуются MIG и MAG – аббревиатуры от Metal Inert (Active) Gas. В качестве альтернативы газам применяется проволока с порошковой защитой, использовать которую можно и без газового баллона на аппарате. Для этих целей полуавтоматы снабжаются переключателем «Gas/No Gas», однако для правильной сварки флюсовой проволокой (TIG) требуется поменять полярность (минус – масса, плюс – электрод) и использовать две пары подающих роликов. Флюсовая проволока – это хрупкая трубочка (диаметр – 1-1,5 мм.), наполненная защитным порошком (флюсом).
Устройство и классификация
Работа с полуавтоматической газовой сваркой не повреждает цинкового слоя листов кузова, а температура сварки заметно ниже (1000 против 1500 °C), однако распространение их началось сравнительно недавно. Прежде всего это связано с развитием технологий автоматизации. Нетрудно догадаться, что дифференциация по классам напрямую соотносится с ценой и жестко привязанными к ней возможностями аппарата:
 Профессиональные – дорогостоящие агрегаты (сила тока более 300А).
Профессиональные – дорогостоящие агрегаты (сила тока более 300А).- Полупрофессиональные – сила тока до 300А.
- Бытовые – бюджетные аппараты, с силой тока до 200А.
 Профессиональные – дорогостоящие агрегаты (сила тока более 300А).
Профессиональные – дорогостоящие агрегаты (сила тока более 300А).Зажим массы, газовый баллон, бобина и шланг для подачи проволоки легко могут быть заменены при нахождении неисправности. Однако устройство аппарата для сварочных работ имеет несколько важных элементов, напрямую влияющих на цену и качество сварки в определенных условиях. Помимо источника питания к таковым можно отнести устройства задающие скорость подачи проволоки сварочную ванну и регулирующие ток.
Источник питания
Источник должен поддерживать стабильное горение независимо от помех. Также напрямую от него зависит поджиг сварочной дуги. Три основных типа источников по-разному справляются с этой задачей:
- Трансформатор – простейшее и очень надежное устройство, состоящее из двух обмоток. Магнитное поле одной обмотки создает ток низкого напряжения во второй. Регулировка производится изменением расстояния между обмотками, поэтому характеризуется плавностью. Стоит заметить, что трансформатор преобразует переменный ток в переменный, а для получения постоянного необходим выпрямитель, являющийся, по сути, надстройкой к понижающему трансформатору.
- Выпрямитель – устройство, использующее для преобразования переменного тока в постоянный полупроводниковые вентили. Ток регулируется либо изменением расстояния между обмотками трансформатора, либо дросселем насыщения. Для сглаживания неизбежных при этом пульсаций используются электронные фильтры.
- Инвертор – наиболее приемлемые для полуавтоматов источники питания. Благодаря равномерному, автоматически регулируемому току, дает высокое качество сварного шва. Реализует задачу, обратную задаче выпрямителя, – преобразование постоянного тока в переменный. Для этого ток после выпрямителя подается на высокочастотный трансформатор с меньшей массой. Помимо маленького веса, к достоинствам инверторов можно отнести меньшее разбрызгивание метала и эффективный расход электроэнергии.
По способу подключения к сети различают трех- и однофазные полуавтоматы. Преимущество первых в том, что для работы им необходима только розетка на 220В. Однако сила тока в сети должна быть не ниже 16, а в идеале – 25А. Проводка нагружается неравномерно, поэтому проводка должны быть медной, диаметром как минимум 2.5 мм. Трехфазное подключение предпочтительнее, поскольку так обеспечивается равномерная нагрузка на фазы.
Подача проволоки
Точная подача проволоки является важным моментом. Производитель конструирует свои аппараты так, что правильная сварка будет обеспечиваться в любом случае, однако, каждый способ имеет свои минусы, тем более что не все поломки могут быть устранены в домашних условиях. Используется два основных вида и их комбинация:
- Толкающий механизм – подает проволоку через рукав, устройство располагается непосредственно в корпусе, рядом с катушкой.
- Тянущий – устройство интегрировано в ручку горелки.
Преимущество первых – простота устройства и дешевизна, однако длина шланга ограничена 3-4 метрами. Тянущие механизмы могут использовать шланг до 20 метров и работать с тонкой проволокой. Тянуще-толкающие механизмы применяются, когда рукав горелки длиннее стандартных размеров или для повышения надежности (равномерности подачи). Механизм представляет собой электрический двигатель с несколькими скоростями. Скорость может регулироваться автоматически и ручной настройкой.
Горелка
Это важнейший элемент, через который подается газ и проволока. Ручку горелки сварщик держит в руках во время проведения работ. С корпусом может быть связана разрывным и неразрывным соединением. Первый способ (ЕВРО коннект) намного удобнее и в профессиональных аппаратах применяется именно он. Однако неразрывное соединение дешевле.
При выборе полуавтомата важен радиус рабочей зоны. Стандартная длина шланга горелки никогда не бывает больше 5 метров. Больший охват дают двухблочные аппараты, в которых механизм подачи проволоки может передвигаться относительного самого устройства. Тянущему механизму необходимо электричество, идущее от основного аппарата через кабель, что серьезно увеличивает его габариты и усложняет конструкцию.
Газовый баллон
Обычный газовый баллон для этих целей не подойдет в первую очередь из-за разницы в давлениях (150 атмосфер против 16). Под таким давлением в обычном баллоне хранить газ нельзя. Кроме того, хороший баллон должен быть оснащен двумя манометрами. Первый показывает расход газа, второй – давление в баллоне. Аппарат может иметь механизм автоматического прекращения подачи газа в случае прерывания дуги.
Основная разница между баллонами – размер. Дорогие импортные баллоны легки в транспортировке, однако, из-за цены предпочтение отдается отечественным. Стандартные размеры – 25 и 40 литров. Для типичных гаражных работ 20 литров должно хватить на 8-12 месяцев.
Продолжительность включения
Полуавтомат для сварки не может работать постоянно. Принято считать, что полый цикл длится 10 минут. В инструкции к аппарату должно быть указано, как долго он может работать и как долго остывать. Продолжительность дается в процентах. ПВ 20%/200A означает, что при силе тока в 200А сама сварка занимает 2 минуты, остывание — 8 минут.
Бытовые агрегаты работают на 20-30% ПВ, профессиональные имеют ПВ не меньше 60%. Разница достигается за счет силы тока: чем меньше, тем дольше работа без остановок. Как эти цифры проявляются в цене объяснять не нужно, но стоит заметить, что для небольших работ необходимости в ПВ больше 40% нет.
Проволока
 Лучшим вариантом считается проволока, покрытая тонким слоем меди. Медь, как известно, хороший проводник – наличие медной пленки на проволоке связано с этим фактом. Пульсация по току уменьшается, контакт становится лучше, на качестве шва это сказывается положительно. Сварка алюминия или стали требует применения специальной проволоки и использования инертного газа (желательно аргона). Углекислый газ может применяться только в смеси с аргоном.
Лучшим вариантом считается проволока, покрытая тонким слоем меди. Медь, как известно, хороший проводник – наличие медной пленки на проволоке связано с этим фактом. Пульсация по току уменьшается, контакт становится лучше, на качестве шва это сказывается положительно. Сварка алюминия или стали требует применения специальной проволоки и использования инертного газа (желательно аргона). Углекислый газ может применяться только в смеси с аргоном.
В обычной сварке задействуется алюминиевая или стальная проволока. Диаметр редко выходит за пределы 0,6 – 2 мм. Реже используется нержавеющая проволока. Химический состав может варьироваться, что также влияет на цену. Порошковая проволока (с флюсом внутри) намного дороже, но позволяет работать без газа.
Общие советы по выбору полуавтомата
Электронное управление подачей газа снижает его расход, так что на эту часть скупиться не стоит. Сэкономить поможет и устройство подачи проволоки: выносной механизм дороже, но шланг длиной более 5 метров редко является действительной необходимостью.
Наибольший процент цены формирует мощность аппарата: чем выше, тем дороже. Маломощные аппараты применимы только для сварки материалов небольшой толщины. Однако использование мощных агрегатов затруднительно из-за ограниченных возможностей стандартной сети. Как и все индукционные потребители, аппарат для сварочных работ расходует значительно больше электроэнергии при включении. Разница может выходить за пределы 100%, поэтому внимательно изучите его характеристики, проверьте текущую нагрузку на сеть.
Во время покупки аппарата следует поинтересоваться двумя вещами: гарантией и проволокой. Хорошо, если компания сама же и реализует проволоку нужного вам диаметра, а заодно и газ. Вероятно, в продаже имеются расходные материалы. Замена может потребоваться изоляционным втулкам, соплам и пр. комплектующим.
pokraskamashin.ru