способы проведения процедуры (+25 фото)
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Содержание
- 1 Что такое анодирование?
- 2 Для чего анодировать алюминий?
- 3 Преимущества процедуры
- 4 Способы анодирования алюминия
- 4.1 Теплое анодирование
- 4.2 Холодная технология
- 4.3 Технология твердого анодирования
- 5 Необходимое оборудование
- 5.1 Покраска алюминия в домашних условиях (2 видео)
- 5.2 Анодированный алюминий (25 фото)
- 5.2.1 Рекомендуем прочитать:
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.
На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.
Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3.
Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
 Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат.
Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.

Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая.
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.
Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Покраска алюминия в домашних условиях (2 видео)
Анодированный алюминий (25 фото)
Анодирование в домашних условиях и способы применения
Анодирование металла в домашних условиях – методы
Сущность процесса анодирования металла в домашних условиях будет наращивание оксидного покрытия, которое на алюминии и сплавах будет играть функцию защиты от воздействий среды. Другим названием буде анодное оксидирование. Более того, оксидирование используют для повышения красоты внешнего вида изделий.
Другим названием буде анодное оксидирование. Более того, оксидирование используют для повышения красоты внешнего вида изделий.
Обратите внимание, что будут устранены поверхностные дефекты – маленькие царапины, сколы. Можно также имитировать покрытие драгоценными металлами или повышать свойства адгезии. Покрытие можно будет нанести не только при производственном процессе, но еще и в домашних условиях.
Обработка алюминия в домашних условиях пользуется огромной популярностью у домашних мастеров. В изделиях, которые подвергнуты анодному оксидированию, повышается устойчивость защитного покрытия.
Содержание:
- 1 Основные сведения о технологии анодирования
- 2 Подробности
- 2.1 Процесс подготовки
- 2.2 Подготовительный этап электролита
- 2.3 Способы анодирования алюминия
- 2.4 Тепловой метод анодирования
- 2.5 Холодный способ
- 3 Как закрепить результат
Основные сведения о технологии анодирования
Методика анодирования алюминия очень похожа на гальваническую обработку.
 Оседание ионов оксидов раствора на заготовке выполняется в жидких электролитах при низкой или высокой температуре. Применение прогретого раствора допустимо с промышленных установках, при которых есть возможность тщательного контроля и регулирования напряжения, а также силы тока в автоматическом режиме.
Оседание ионов оксидов раствора на заготовке выполняется в жидких электролитах при низкой или высокой температуре. Применение прогретого раствора допустимо с промышленных установках, при которых есть возможность тщательного контроля и регулирования напряжения, а также силы тока в автоматическом режиме.В домашних условиях, как правило, применяют холодный метод. Такой способ весьма просто, не требуется постоянный контроль, а оборудование и расходники доступные. Для приготовления раствора можно применять электролиты, которые используют в автомобильных свинцовых аккумуляторах. Он продается в каждом автомобильном магазине. Высокая степень прочности оксидной защитной пленки будет зависеть от толщины, которая при домашних условиях получается во время процесса обработки в холодном растворе. Наращивание выполняется ступенчатым регулированием рабочих токов.
Оксидирование алюминия в черном цвете может отнестись к цветному методу анодирования. Черный цвет можно получить в пару этапов. Для начала наносят бесцветную пленку электролитическим методом, а после заготовку следует поместить в солевой кислотный раствор. В зависимости от кислоты цвет получается от бледной латуни до черного. Кстати, именно черный алюминий широко применяется в отделке и строительстве.
Для начала наносят бесцветную пленку электролитическим методом, а после заготовку следует поместить в солевой кислотный раствор. В зависимости от кислоты цвет получается от бледной латуни до черного. Кстати, именно черный алюминий широко применяется в отделке и строительстве.
Подробности
Процесс подготовки
Для того, чтобы получить гладкую поверхность на стадии подготовку следует отполировать заготовку. Посредством войлочного или иного полировочного круга устраняют царапины, а еще будут затягиваться большие по размеру поры. Отсутствие микроскопических неровностей снижается вероятность образования прогаров. Анодная пленка не может скрывать внешние изъяны. До начала анодирования следует определиться с размером обрабатываемых деталей. Полученный слой имеет толщину в 50 мк, и потому на обработанную резьбу невозможно накручивать гайку. Если все детали соединяются посредством посадки, то не следует забывать, что после анодирования детали шлифованию не подлежат.
Для выполнения процесса требуются емкости. Они для проведения анодирования должны обязательно соответствовать размерам элементов, быть чуть больше. В связи с этим обычно применяют несколько ванн. Материал изготовления емкости – алюминий. Но если изделия малого размера, то подойдут и контейнеры из пластика. Лишь на днище и вдоль стенок требуется укладывать листы алюминия. Это требуется для того, чтобы создавать ток равномерной плоскости по общему объему в целом. Электролит нуждается в изоляции от внешних воздействий тепла. При прогревании требуется его поменять. Для исключения нагрева емкости снаружи следует покрывать слоем тепловой изоляции. Ее можно обклеивать пенопластом до 5 см толщиной, или помещая в короб, заполняя свободное место монтажной пенкой.
Они для проведения анодирования должны обязательно соответствовать размерам элементов, быть чуть больше. В связи с этим обычно применяют несколько ванн. Материал изготовления емкости – алюминий. Но если изделия малого размера, то подойдут и контейнеры из пластика. Лишь на днище и вдоль стенок требуется укладывать листы алюминия. Это требуется для того, чтобы создавать ток равномерной плоскости по общему объему в целом. Электролит нуждается в изоляции от внешних воздействий тепла. При прогревании требуется его поменять. Для исключения нагрева емкости снаружи следует покрывать слоем тепловой изоляции. Ее можно обклеивать пенопластом до 5 см толщиной, или помещая в короб, заполняя свободное место монтажной пенкой.
Обратите внимание, что для анодирования в домашних условиях раствор серной кислоты получают посредством разбавления электролита для аккумуляторов автомобиля дистиллировать водой в пропорции 1 к 1. Купив канистру с объемом 5 литров, можно получить 10 литров раствора.

Смешивание, когда в кислоту добавляют немного воды, сопровождается сильным выделением тепла, и она в буквальном смысле начинает вскипать и разбрызгиваться. По этой причине в целях безопасности серную кислоту вливают в канистру с водой. До начала процесса анодирования его подвергают химическим подготовкам. Речь идет про процесс обезжиривания. В промышленных условиях производят обработку калием или едким натром. Но в домашних условиях лучше применять обычные хозяйственное мыло. Посредством мыльного раствора и зубной щетки с поверхности следует хорошо убрать загрязнения. После этого для начала заготовки следует промыть теплой водой, а после и холодной. Кстати, альтернативой хозяйственному мылу может стать стиральный порошок. Его следует растворить в закрытом контейнере из пластика и поместить туда обрабатываемые детали, следует сильно встряхнуть. Далее детали промывают и просушивают воздушным горячим потоком. Активный кислород, который содержится в стиральном порошке, а еще защищает обезжиренные изделия, даже если взять их руками без защитных перчаток.
Подготовительный этап электролита
Растворы кислот можно считать небезопасными реактивами, и потому для проведения анодирования алюминиевых металлов в домашних условиях прибегают к остальному виду раствора. для его приготовления применяют соду и соль, которые всегда есть под рукой. Для изготовления электролита требуется взять пару пластмассовых емкостей, и в них наводят содовый и солевой раствор, соблюдая пропорцию – на 1 меру соли или соды следует добавить 9 порций дистиллированной воды. После того, как компоненты растворятся, раствор следует выдерживать с целью оседания частиц на дно, которые растворились. При переливании в емкость для анодирования его следует процедить.
Способы анодирования алюминия
Было создано несколько методов для того, чтобы производить обработки сплавов из алюминия, но широкое применение нашел именно химический метод в электролитной среде. Для того, чтобы сделать такой раствор, применяют следующие кислороды:
- Щавелевую.
- Серную.
- Хромовую.
- Сульфосалициловую.

Для того, чтобы придавать дополнительные свойства раствору органические кислоты или даже соли. В домашних условиях в основном применяют серные кислоты, но при обработке деталей со сложными конфигурациями предпочтительно применять хромовую кислоту. Процесс производится при температуре от 0 до +50 градусов. При низкой температуре на алюминиевой поверхности образуется твердое покрытие. При повышении уровня температуры процесс начинает протекать куда быстрее, но при этом покрытие будет иметь высокую степень мягкости и пористости.
Помимо химического способы в определенных случаях применяют такие способы анодирования алюминия:
- Микродуговое.
- Цветное – при помощи опускания в электролит, адсорбацией. Опусканием в окрашивающих раствор и гальваникой.
- Интегральное.
- Интерферентное.
Теперь рассмотрим еще пару способов подробнее.
Тепловой метод анодирования
Анодирование стали в домашних условиях (причем теплое) применяется для получения базы под краску. Покрытие пористого типа, но за счет этого оно будет иметь высокую степень адгезии. Нанесенная поверх эпоксидная краска будет надежно защищать сталь и алюминий от внешнего вида воздействий. Недостатком будет считаться низкая прочность механического типа и коррозионная устойчивость покрытия. Оно разрушается при контактировании с морской водой и активными металлами. Такой метод можно производить в домашних условиях. Процесс будет протекать при комнатной температуре или даже выше (но не больше +50 градусов). После обезжиривания заготовки устанавливают на подвесках, которые будут удерживать из в электролитном растворе.
Покрытие пористого типа, но за счет этого оно будет иметь высокую степень адгезии. Нанесенная поверх эпоксидная краска будет надежно защищать сталь и алюминий от внешнего вида воздействий. Недостатком будет считаться низкая прочность механического типа и коррозионная устойчивость покрытия. Оно разрушается при контактировании с морской водой и активными металлами. Такой метод можно производить в домашних условиях. Процесс будет протекать при комнатной температуре или даже выше (но не больше +50 градусов). После обезжиривания заготовки устанавливают на подвесках, которые будут удерживать из в электролитном растворе.
Анодирование продолжается до тех пор, пока на поверхности не будет образовываться покрытие молочного цвета. После снятия напряжения заготовки следует промывать в прохладной воде. Далее элементы подлежат окрашиванию. Производить окрашивание их путем помещения в контейнер с горячим красителем. После этого полученный результат следует закрепить на протяжении 60 минут.
Холодный способ
Для выполнения анодирования такого металла, как алюминий, требуется:
- Источник питания 12 В (стабилизатор или АКБ).
- Реостат.
- Алюминиевые провода.
- Емкости для раствора.
- Амперметр.

Кстати, холодная технология будет отличаться тем, что рост покрытия анодированного типа со стороны металлов протекает с огромной скоростью, чем его растворение со стороны извне. Для начала следует произвести подготовительные работы, которые описаны ранее. Далее следует закрепить детали. Не забывайте еще и про то, что под крепежными элементами не образуется пленка. А подвешенные заготовки при опускании в емкость не должны касаться дна и стенок. К элементам от источника питания следует подключить анод, получается, к емкости под катод. Плотность тока должна быть подобрана в пределах от 1.6 д 4 А/дм2. Рекомендуемое значение от 2 до 2.2 А/дм2. При малом значении процесс будет протекать куда медленнее, а при большом может появиться пробой в цепи и покрытие начинает разрушаться.
Не рекомендовано, чтобы температура электролита поднимается выше +5 градусов.
 При анодировании электролит будет прогреваться неравномерно. В центре он будет теплее, чем в углах емкости, и потому требуется постоянное смешивание.
При анодировании электролит будет прогреваться неравномерно. В центре он будет теплее, чем в углах емкости, и потому требуется постоянное смешивание.Длительность процесса анодирования при холодном методе составляет примерно ½ часа для небольшого элемента. Для крупных деталей длительность может составить от 1 до 1.5 часов. На окончание процесса указывает измененный оттенок на поверхности изделия из алюминия. После отсоединения проводов деталь следует промыть.
Как закрепить результат
Качество анодирование такого металла, как алюминия, будет зависеть от финального этапа – закрепления покрытия. Для этого после нанесения покрытия и промывания элемента помещают на ¼ часа в марганцовый раствор. После выемки следует промывать детали под горячей и холодной водой, чтобы удалить из пор остатки раствора. До начала окрашивания следует закупорить микроскопические поры на пленке, и для этого изделия кипятят в дистиллированной воде примерно 30-40 минут.
 youtube.com/embed/alNbd8os2sE?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/alNbd8os2sE?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Анодирование в домашних условиях — способы и технология
У многих красивое и непонятное слово «анодирование» ассоциируется со сложным физико-химическими технологиями, лабораторными условиями и прочей научной атрибутикой. Мало кто знает, что этот полезный и несложный процесс можно провести при помощи подручных средств: сделать анодирование титана и других металлов реально даже в домашних условиях. Но что это такое, и зачем это нужно для металла?
Содержание:
- Преимущества анодированного металла
- Разные способы
- Теплый метод
- Холодный метод
- Технология анодного оксидирования
- Разновидности электролитов
- Опасные моменты
 org/ListItem»> Что такое анодированная металлическая поверхность
org/ListItem»> Что такое анодированная металлическая поверхностьЧто такое анодированная металлическая поверхность
Название анодирования носит процесс, протекающий при использовании электролита и электрического тока различной величины и позволяющий получить на изделии прочную оксидную пенку, которая повышает прочность стали и обеспечивает защиту от коррозии. Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
Собственно защитное покрытие не наносится, а образуется из самого железа в процессе электрохимической реакции. Технология, используемая в домашних условиях, схематично выглядит так:
Схема процесса анодирования в домашних условиях- В диэлектрическую (не проводящую ток) емкость заливается электролит.
- Берется блок питания, способный обеспечить необходимое напряжение постоянного тока на выходе (это может быть аккумулятор или несколько батареек, соединенных в электронные цепи).
- К обрабатываемому предмету подключается зажим «+», и предмет погружается в емкость с раствором.
- Зажим «–» крепится на пластинку из свинца или нержавеющей стали и тоже опускается в жидкость.
- Подключается электрический ток нужной величины, согласно электрохимическому уравнению. Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
 Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.к содержанию ↑
Преимущества анодированного металла
Анодное оксидирование (анодирование) различных металлов, проведенное в домашних условиях, конечно, сильно уступает тому, что проводится с применением промышленного оборудования. Но, все же, оно способно обеспечить изделию ряд преимуществ:
- Повысить устойчивость к коррозии — благодаря тому, что оксидная пленка препятствует проникновению влаги к металлической основе, обеспечивая надежную защиту. Применение такого процесса на быстро ржавеющих предметах обихода или дисках и деталях бытовой техники способно значительно продлить срок их службы.
- Увеличить прочность металла и стали: оксидированное покрытие намного устойчивее к механическим и химическим повреждениям.
- Обработанная таким образом посуда нетоксична, устойчива к длительному нагреву, пища на ней не пригорает.
- Металлические изделия после анодированной обработки приобретают диэлектрические свойства (совсем или почти не проводят ток).
- Возможность провести гальваническое напыление другого металла (хромовое, титановое). Выполненное своими руками, оно способно значительно увеличить прочностно-механические характеристики или повысить декоративные качества (напыление под золото).

Кроме того, процесс дает возможность декорирования. Можно сделать цветное анодное оксидирование. Такой результат можно получить, изменяя уравнения силы подаваемого тока и плотности электролита (это возможно, когда проводится анодирование титана и других твердых материалов) или с использованием краски (чаще для алюминия и других мягких металлов, но этот процесс применяется и на твердых основах). Окрашенные таким образом предметы имеют более ровный и глубокий цвет.
Промышленный метод дает более высокую прочность покрытия, возможность провести глубокое анодирование с одновременным нанесением катодной электрохимической пенки, дающей дополнительную защиту от коррозии. Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.
Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.
к содержанию ↑
Разные способы
Провести процесс оксидированной обработки стали в домашних условиях можно двумя способами. Каждый из них имеет свои недостатки и преимущества.
Теплый метод
Наиболее легкий процесс для проведения своими руками. Успешно протекает при комнатной температуре, при использовании органической краски, позволяет создавать удивительно красивые вещи. Для этой цели можно использовать как готовые краски, так и аптечные красители (зеленку, йод, марганец).
Твердое анодирование по такой технологии получить не удастся, оксидная пенка получается непрочная, дает слабую защиту от коррозии, легко повреждается. Но, если сделать окрашивание поверхности после такой методики, то сцепление (адгезия) покрытия с основой будет очень высокой, нитроэмали или другие краски будут держаться прочно, не облезут, обеспечат высокую степень защиты от коррозии.
к содержанию ↑
Холодный метод
Эта методика при проведении в домашних условиях требует внимательного контроля за температурой, допуская ее колебания от –10 до +10°C (оптимальная температура для проведения электрохимической реакции согласно уравнению – 0°C). Именно при таком температурном режиме анодная и катодная обработка поверхности протекает наиболее полно, медленно создавая прочную защитную оксидную пленку. Это позволяет домашнему умельцу своими руками провести твердое анодирование, обеспечив стали максимальную защиту от коррозии.
По этой методике можно сделать гальваническое напыление, нанеся на изделие медь, хром или золото, рассчитав силу тока по специальным уравнениям. После такой обработки повредить деталь или диски из стали очень сложно. Защита от коррозии эффективно действует на протяжении многих лет даже при контакте с морской водой, может использоваться для продления срока службы подводного снаряжения.
Маленьким минусом служит то, что краска на такой поверхности не держится.
 Для придания металлу цвета используется метод напыления (медь, золото) или электрохимическое изменение цвета под воздействием электрического тока (сила тока и плотность электролита высчитываются по специальному уравнению).
Для придания металлу цвета используется метод напыления (медь, золото) или электрохимическое изменение цвета под воздействием электрического тока (сила тока и плотность электролита высчитываются по специальному уравнению).к содержанию ↑
Технология анодного оксидирования
Весь процесс, проводимый своими руками, можно разделить на этапы:
- Поверхности дисков и других деталей из металла хорошо очищаются от загрязнений, моются, шлифуются.
- Проводится обезжиривание Уайт-спиритом или ацетоном.
- Выдерживается необходимое время в щелочном растворе (оно рассчитывается по уравнению, исходя из структуры материала).
- После этого диски или другие металлические изделия погружаются в электролит, где проводится анодная и катодная реакция наращивания оксидной пленки.
- Если проводилось холодное обрабатывание изделия, то после извлечения его из емкости следует тщательно промыть от кислоты, просушить. После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.
- При тепловом процессе пленка будет пористая, мягкая, требующая дополнительного закрепления, проводимого путем окунания в чистую кипящую воду или посредством воздействия горячего пара. Потом ее нужно хорошо промыть.
 После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.
После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.к содержанию ↑
Разновидности электролитов
В домашних условиях применяют не только промышленные химические кислотные растворы, но и простые средства, которые можно найти на любой кухне:
- Проводя анодирования титана, можно брать натрия хлорид, серную или ортофосфорную кислоты.
- Для алюминия применяют щавелевую, хромовую или серную кислоты.
- Вместо кислот для анодной и катодной обработки дисков или других предметов из стали можно использовать поваренную соль с пищевой содой. Сделать необходимый электролит можно, смешав 9 частей концентрированного содового раствора с одной частью солевого.
Время выдержки дисков, пластин, других металлических предметов в электролитной емкости под током рассчитывается по уравнению, исходя из физико-химических параметров.
к содержанию ↑
Опасные моменты
При использовании кислот в качестве электролита необходимо строго соблюдать правила техники безопасности. Пренебрежение ими может привести к несчастным случаям:
- При попадании на кожу из-за того, что используется разбавленный препарат, возможны небольшие ожоги. Но для глаз такая концентрация опасна, поэтому не следует пренебрегать защитными очками и перчатками.
- Под воздействием тока выделяются кислородные и водородные пары, которые при смешивании образуют гремучий газ. Работая в плохо вентилируемом помещении, можно получить взрыв от любой искры, который может привести к смертельному исходу.
Соблюдая технику безопасности и этапы технологической обработки, можно получать прочные красивые вещи: хромировать автомобильные диски, создавать ювелирные украшения «под золото», добавлять прочности деталям бытовых механизмов в зависимости от применяемых технологий.
описание и разновидности покрытия, нюансы работы в домашних условиях
Алюминиевые сплавы считаются отличными материалами для производства самых разных деталей. Алюминий с легкостью подвергается обработке, он отличается маленькой массой, высоким уровнем прочности и совершенно не боится коррозии. Однако при массе преимуществ этот металл не имеет привлекательного внешнего вида. На поверхности алюминия плохо держатся красящие составы, а если его не обработать специальным покрытием, то появятся темные пятна. Технология анодного оксидирования алюминия позволяет обеспечить защиту материала от окисления и улучшить его внешний вид.
- Описание технологии
- Зачем анодировать алюминиевые поверхности
- Преимущества
- Теплая разновидность покрытия
- Особенности холодного анодирования
- Твердое оксидирование
- Оборудование для анодирования алюминия в домашних условиях
Описание технологии
Анодирование (анодное оксидирование) представляет собой процесс, в итоге которого на металлической поверхности формируется оксидное покрытие, обеспечивающее защиту поверхности от появляющегося при контакте с воздухом окисления. При этом окисленный участок не ликвидируется, а создается покрытие с большей твердостью. Эта технология напоминает воронение.
При этом окисленный участок не ликвидируется, а создается покрытие с большей твердостью. Эта технология напоминает воронение.
Зачем анодировать алюминиевые поверхности
Этот металлический сплав при естественных условиях взаимодействует с кислородом, в результате на поверхности создается защитное покрытие. Слой, обеспечивающий защиту, предотвращает окисление алюминия. Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование. Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
После анодирования алюминий не боится коррозии. Пленка, создаваемая при этом на поверхности, характеризуется высочайшей устойчивостью к изнашиванию. Кроме того, покрытие не будет отслаиваться со временем.
Стоит отметить, что это не нанесение защитного слоя как такового, как в случае покрытия поверхности стали цинком или хромом. Пленка из оксидов при анодировании формируется из самого металлического сплава. Интересно то, что анодирование актуально не только для алюминия, но и для иных материалов (магний, титан).
Пленка из оксидов при анодировании формируется из самого металлического сплава. Интересно то, что анодирование актуально не только для алюминия, но и для иных материалов (магний, титан).
Иногда анодирование используется для улучшения декоративных свойств металлического сплава и придания ему конкретного оттенка. Среди расцветок сегодня особой популярностью пользуется темный и светлый золотистый, матовое серебро, жемчужные тона.
В промышленности анодирование осуществляется с применением двадцатипроцентного раствора серной кислоты. Но самостоятельное анодирование (в домашних условиях) с использование кислоты крайне опасно и не очень удобно.
Есть и иной вариант, который подразумевает применение составом из хлористого и углекислого натрия. Это обыкновенная соль и сода, которые можно отыскать в любом доме.
Преимущества
Что касается достоинств, присущих этой технологии, то нужно отметить следующие:
- анодированные конструкции приобретают прекрасные защитные свойства;
- металлическая поверхность делается однородной и матовой;
- анодирование также позволяет избавиться от повреждений покрытия — полос, сколов, царапин;
- улучшается внешний вид поверхности металлического сплава;
- защитный слой после обработки имеет довольно большую толщину.

На сегодняшний день существует несколько технологий исполнения этой процедуры.
Теплая разновидность покрытия
Этот способ является довольно простым. Всю работу можно выполнить даже самостоятельно. Процедура осуществляется при комнатной температуре. Посредством теплого анодирования можно сделать привлекательное покрытие разных цветов, воспользовавшись дополнительными органическими красителями. Если постараться, то на одном и том же элементе можно добиться сразу нескольких оттенков.
Вспомните советские ружья, характеризующиеся зеленой расцветкой. Это результат анодирования алюминиевого сплава. А в качестве красящего вещества была использована обыкновенная зеленка, которую можно отыскать в любой аптеке.
У технологии есть свои достоинства, но не обошлось и без недостатков.
- Алюминий, прошедший анодирование, не обладает по-настоящему высоким уровнем антикоррозийной защиты.
- Следы коррозии на его поверхности могут появляться при взаимодействии с агрессивными металлами и в морской воде.
- Эта обработка также не обеспечивает эффективную механическую защиту — металлическая поверхность может оцарапаться даже обычной иглой. Если же не была соблюдена технология, то покрытие можно стереть рукой.

Производится же теплое анодирование крайне просто. Для начала все элементы тщательно обезжириваются и фиксируются в подвесе. Анодирование производится до тех пор, пока на поверхности не появится молочный оттенок, затем изделие промывают прохладной водой. Красят же изделие горячим раствором. Окрашенное покрытие закрепляется в течение одного часа.
Особенности холодного анодирования
Методика выполняется при низких температурных показателях. Холодное анодирование было разработано по целому ряду причин: высокая прочность, твердость и качество, а также быстрота растворения и достаточная толщина покрытия. Как правило, домашние мастера предпочитают именно эту технологию.
Слой, расположенный со стороны металлической поверхности, увеличивается, а с наружной стороны практически полностью растворяется. При этом технология нуждается в хорошем охлаждении элементов, лишь в этом случае можно добиться высококачественного результата. Покрытие в итоге получится очень износоустойчивым и твердым. К примеру, подводным ружьям, поверхность которых была подвержена холодному анодированию, будет уже не страшна морская вода.
Единственный недостаток — невозможность применения натуральных красителей. Тут все зависит от веществ, входящих в состав обрабатываемого материала. Расцветка при обработке может изменяться от темной до зеленоватой.
Сначала деталь обезжиривается и фиксируется в специальном подвешивающем устройстве. Затем металлический сплав анодируют до тех пор, пока не появится плотный слой. После этого его промывают холодной или горячей водой. На финальном этапе слой укрепляют посредством проваривания в чистой воде.
Твердое оксидирование
Эта технология позволяет сделать прочное и твердое анодированное покрытие. Она активно используется на промышленных предприятиях. Характерная особенность методики состоит в том, что для ее исполнения применяется сразу несколько электролитов. Плотность электротока постепенно увеличивается и благодаря изменению структуры на металлической поверхности появляется высокопрочная пленка.
Она активно используется на промышленных предприятиях. Характерная особенность методики состоит в том, что для ее исполнения применяется сразу несколько электролитов. Плотность электротока постепенно увеличивается и благодаря изменению структуры на металлической поверхности появляется высокопрочная пленка.
Оборудование для анодирования алюминия в домашних условиях
Теперь вам стало известно, что собой представляет анодирование. Пришло время выяснить, какое именно оборудование необходимо для этого. Итак, для работы потребуется несколько ванночек для деталей с разными размерами. Они должны быть сделаны из алюминия. В качестве альтернативы можно воспользоваться полиэтиленом или пластмассой. Стенки и дно пластиковой ванны должны быть покрыты листами алюминиевой фольги. Это необходимо для создания катодно-анодной установки.
У ванны также должны быть высокие теплоизоляционные характеристики. Лишь в этом случае электролит не нагреется сильно, и вам не нужно будет его регулярно менять.
Лишь в этом случае электролит не нагреется сильно, и вам не нужно будет его регулярно менять.
После этого делают катод, для чего применяют свинец. Делается эта деталь исключительно из листового материала. Стоит отметить, что площадь катода обязательно должна быть вдвое больше площади обрабатываемой детали. В катоде должны быть специальные отверстия, предназначенные для выпуска газов.
После подготовки катода, необходимо изготовить электролит, поместить его внутрь ванны, положить туда элемент и подсоединить к «плюсу» источник электрического тока. Пластину из свинца нужно подключить к «минусу». Для того чтобы металлический сплав начал анодировать, сгодится источник электропитания на полтора ампера и двенадцать ватт. Что касается затрачиваемого времени, то для элементов небольшого размера процедура займет примерно тридцать минут. Чтобы произвести полноценный профиль из алюминия, понадобится три-четыре часа.
Расцветка изделия может различаться. Тут все зависит от применяемой методики анодирования в домашних условиях. С применением анилиновых красок детали металла можно выкрасить даже в черные оттенки.
С применением анилиновых красок детали металла можно выкрасить даже в черные оттенки.
Анодирование алюминия в домашних условиях
Известно, что алюминий на открытом воздухе окисляется. Визуально это проявляется в виде потемнения поверхности, на которой образуется хрупкий слой окисла. Одним из недостатков этого слоя является его уязвимость к механическим воздействиям. Для защиты окисленной поверхности от истирания прибегают к методу под названием «анодировка алюминия». Об этом и пойдет речь далее.
Анодировка алюминия — что она дает?
Что происходит с алюминием после его анодирования с помощью соли и воды? Давайте перечислим все положительные стороны этой операции:
- поверхностный слой металла становится более прочным;
- визуально поверхность становится еще глаже, исчезают царапины, сколы и т.п.
- на детали из анодированного алюминия хорошо ложится краска;
- алюминиевое изделия после анодирования смотрится весьма презентабельно;
- становится возможным имитировать разные металлы, такие как серебро, золото или платину.

Плюсы и минусы твердого анодирования алюминия
Существует 2 основных способа анодирования алюминия в домашних условиях: теплый и холодный (твердый). Первый вариант более сложен и реализовать его у себя дома весьма проблематично. Зато холодный способ прекрасно зарекомендовал себя у домашних умельцев. Процессу присущи как положительные, так и отрицательные стороны. К однозначным плюсам можно отнести достижение защитной твердой пленки на поверхности металла, обладающей отличными прочностными показателями. Кроме этого, полученный слой дополнительно обладает отменной устойчивостью к коррозии.
Но имеется и заметный минус — изделие не поддается окраске органическими красителями. Краска мало того, что неравномерно покрывает изделие, так еще и не удерживается на ней. Компенсируется этот недостаток тем, что во время анодировки алюминий изменяет цвет и можно выбрать наиболее подходящий (от зеленоватого до кардинально серого).
Что требуется для анодирования алюминия своими руками?
Для проведения процедуры анодирования вам понадобятся следующие инструменты и материалы:
1. Ванночки из пластика (либо стеклянные) для получения раствора
Ванночки из пластика (либо стеклянные) для получения раствора
2. Провода соединительные (только алюминиевые)
3. Источник электрического напряжения с +12 В на выходе
4. Амперметр
5. Если используется источник с большим выходным напряжением, для его понижения нужно подключить реостат
Этапы анодирования изделия
Процесс анодировки включает в себя несколько этапов. Перед тем, как приступить к описанию поэтапного анодирования у себя дома, полезно будет ознакомиться с основами промышленного варианта. В заводских условиях применяется раствор серной кислоты. В процессе химической реакции обильно выделяются газы. Они не только токсичны, но и взрывоопасны. Поэтому хорошей альтернативой можно считать другую технологию, пригодную для самостоятельного использования. О ней и пойдет разговор дальше.
1. Приготовление растворов
Холодное анодирование происходит с использованием 2-х растворов: солевого и содового. Готовить их нужно только на дистиллированной воде, предварительно подогретой до 40-50С. Раствора соды нужно приготовить в 9 раз больше, чем солевого. Поэтому заранее нужно позаботиться о вместительной емкости.
Раствора соды нужно приготовить в 9 раз больше, чем солевого. Поэтому заранее нужно позаботиться о вместительной емкости.
Сначала нужно налить в подготовленную емкость подогретую воду, а затем добавлять в нее соль. Раствор должен получиться однородным, поэтому его следует постоянно помешивать. В другую емкость с водой нужно добавить соду. Как только начнет образовываться осадок, полученные растворы процеживают. Желательно больше 2-х раз. На выходе должна получиться чистая и прозрачная жидкость. Для анодирования берется одна часть солевого раствора и 9 частей содового.
2. Подготовка алюминиевого изделия к анодированию
Поверхность изделия необходимо хорошо отшлифовать, а затем обезжирить (например, спиртом).
3. Как анодировать?
Изделия из алюминия (или несколько изделий) помещаются в емкость так им образом, чтобы они полностью погрузились в раствор. Кроме этого, заготовку нужно закрепить на проводах так, чтобы она не касалась стенок ванночки или её дна. К детали следует присоединить «плюс» источника напряжения, а в раствор окунуть «минус». Далее нужно подать ток и наблюдать за изменением цвета заготовки. Когда желаемой цветовой оттенок будет достигнут, подачу напряжения прекращают. Изделие вынимают и тщательно промывают под обильной струей проточной воды. Затем заготовку выдерживают какое-то время в растворе марганца и еще раз промывают. Если на поверхности алюминиевого изделия нет разводов и пятен, значит, все было сделано правильно.
К детали следует присоединить «плюс» источника напряжения, а в раствор окунуть «минус». Далее нужно подать ток и наблюдать за изменением цвета заготовки. Когда желаемой цветовой оттенок будет достигнут, подачу напряжения прекращают. Изделие вынимают и тщательно промывают под обильной струей проточной воды. Затем заготовку выдерживают какое-то время в растворе марганца и еще раз промывают. Если на поверхности алюминиевого изделия нет разводов и пятен, значит, все было сделано правильно.
4. Фиксация поверхностного слоя
Получившийся после процесса анодирования слой обладает большим количеством микрополостей. Их нужно закрыть. Для этого изделие следует прокипятить в дистиллированной воде в течение 30 минут
5. Лакировка и окраска
Деталь из алюминия погружается в емкость с лаком. Для окрашивания используется анилиновая краска (10%), которую тоже нужно налить в емкость с заготовкой. На этом процесс анодирования можно считать полностью завершенным.
Оксидирование алюминия в домашних условиях
Содержание
- Электрооборудование, свет, освещение
- Способы анодирования алюминия в промышленности и быту
- Цель анодирования алюминия и его дальнейшее использование
- Способы анодирования алюминия
- Анодирование алюминия в домашних условиях
- Типичные ошибки при анодировании
- Анодируем алюминий в домашних условиях
- Подготовка к анодированию
- Этапы работ
- Технология анодирования алюминия в домашних условиях – подробная инструкция и детали
Электрооборудование, свет, освещение
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
Вопросы безопасности
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса — распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.
Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
 com/embed/PMGF2UX__3s?rel=1&autoplay=0&wmode=opaque»>
com/embed/PMGF2UX__3s?rel=1&autoplay=0&wmode=opaque»> Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.
После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Способы анодирования алюминия в промышленности и быту
Анодирование алюминия – процесс улучшения стойкости металла к окислению и получения более однородной поверхности. Рассмотрим существующие виды процесса получения анодированного алюминия и способы проведения в домашних условиях.
Рассмотрим существующие виды процесса получения анодированного алюминия и способы проведения в домашних условиях.
Алюминий относится к мягким металлам, которые легко поддаются обработке. В этом смысле он очень хорош для изготовления разных изделий, чем во многом объясняется его популярность. Кроме положительных сторон, есть один существенный недостаток металла – он очень быстро поддается окислению. Тонкая пленка на его поверхности серьезно мешает процессу покраски изделия, а неокрашенный металл выглядит малопривлекательным. Решить задачу можно, применяя анодирование алюминия.
Вся проблема естественно образованной оксидной пленки, которая, в принципе, защищает металл от дальнейшего разрушения, в том, что она хрупкая и легко счищается. Анодирование способствует наращиванию прочной оксидной пленки и ее закреплению на алюминии. После этого металл можно красить, лакировать, и эти покрытия будут стойко держаться на поверхности деталей.
Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл. Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Способы анодирования алюминия
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Предварительно обезжиренная и промытая деталь претерпевает анодирование до тех пор, пока визуально вся обрабатываемая поверхность не станет молочно-белого цвета.
Холодная технология
Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Анодирование алюминия в домашних условиях
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.

Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.
Чтобы безопасно анодировать алюминий в домашних условиях, от серной кислоты стоит отказаться, заменив ее на специальный раствор из соли и соды.
Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.

Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.
Контакт детали с подвеской
Следует избегать большой площади контакта детали с подвеской: в этом месте пленка не будет образовываться во время оксидирования.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.
Типичные ошибки при анодировании
- Применение скруток и некачественных зажимов в электрической цепи.
- Использование катодов меньших по размеру, нежели обрабатываемая деталь. Нужно, чтобы площадь катода была хотя бы в два раза больше.
- Плохо подобранный анодный ток.
 Нужно, чтобы площадь катода была хотя бы в два раза больше.
Нужно, чтобы площадь катода была хотя бы в два раза больше.Всем, кто связан с гальваникой и на практике умеет проводить анодирование алюминия, поделитесь в комментариях своим опытом. Такие знания очень важны для начинающих.
Анодируем алюминий в домашних условиях
[Анодирование алюминия в домашних условиях] своими руками необходимо, если вы хотите, чтобы материал бы защищен от коррозии и прослужил как можно дольше.
Алюминий очень часто используется в домашнем производстве и быту, поэтому знать, как обеспечить его защиту своими руками, не прибегая к помощи специалистов, будет полезно каждому.
Благодаря анодированию на поверхности металла появляется плотная и толстая окисная пленка, которая защищает его от коррозии и других негативных факторов воздействия природной среды.
Наиболее прочную и стойкую пленку вам поможет создать технология тонкослойного анодирования, о которой вы узнаете в этой статье.
Подготовка к анодированию
Своими руками анодирование может провести любой, однако нужно создать минимальные меры предосторожности, прежде чем начинать работу. Лучше всего, чтобы процесс проходил на открытом воздухе: на улице или хотя бы на балконе.
Также нужно подумать о самозащите, т.к. в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз.
Процесс анодирования своими руками вы можете увидеть на фото.
Лучше всего заниматься анодированием в защитных очках и заранее подготовить воду или слабый содовый раствор, чтобы, в случае чего, сразу же промыть участок, на который попала кислота.
Анодирование ни в коем случае нельзя проводить в закрытом помещении, т.к. вы будете иметь дело с выделениями кислорода и водорода, которые появляются на аноде и катоде.
В результате получится электрохимическое соединение по свойствам аналогичное динамиту.
Если создавать подобное электрохимическое соединение в закрытом пространстве, то для серьезных травм и даже смерти будет достаточно одной искры, которую выделяет электрохимическое соединение.
Прежде чем приступать к работе, учитывайте размер деталей: после процесс анодирования они увеличатся в размере как минимум на 0.5 мм – такова толщина защитного слоя, который создается в ходе процесса.
Если до анодирования детали закручиваются впритирку, то после его окончания они, скорее всего, совсем не будут закручиваться и вся работа пройдет зря.
Поэтому проследите, чтобы материалы свободно двигались до начала анодирования, чтобы потом не пришлось начинать заново всю работу, т.к. шлифовать анодированную поверхности практически бесполезно.
Однако можно отполировать детали с помощью полировочного круга так, чтобы они приобрели зеркальный блеск. Это вполне можно сделать своими руками.
Благодаря этому процессу изделия будут выглядеть лучше, а также уменьшиться вероятность прогара, который нередок при анодировании.
Кроме того, технология анодирования никак не влияет на дефекты деталей – если они есть, то и после окончания работ останутся заметны.
Гальваника – необходимый этап, предшествующий основной работе. Перед ней металл нужно тщательно обезжирить. Для этого лучше использовать хозяйственное мыло и щетку.
Некоторые советуют подержать металл в натрии или калии, но от этого поверхность может испортиться. Нужно промыть изделия попеременно сначала в горячей, а затем в холодной воде.
В пластиковую емкость нужно добавить стиральный порошок и растворить его в горячей воде, а затем засыпать туда детали и потрясти их. После промывки нужно высушить твердое тело деталей под горячим воздухом.
Чтобы провести анодирование, вам понадобится электролит, который можно сделать своими руками. Для домашнего изготовления чаще всего используют серную кислоту, которую разводят в дистиллированной воде.
Купить и воду, и кислоту вы сможете в любом магазине автозапчастей, чтобы не тратить время на их самостоятельное изготовление.
Нужно только учитывать, что в магазинах кислота выпускается разбавленной, поэтому пропорции для смешивания жидкости должны быть 1:1. Процесс анодирования требует около 10 литров электролита для мелких деталей и 20 – для крупных.
Следовательно, вам понадобится 5 литров раствора и 5 литров воды, чтобы получить нужное количество.
Вливать воду в кислоту нужно постепенно, тонкой струей, т.к. жидкость моментально нагревается и при большом потоке просто закипит и начнет брызгать. Не забывайте размешивать смесь с помощью стеклянной палочки и надеть очки перед работой.
Если кислота попала на кожу или одежду, то ее нужно удалить с помощью воды, а затем промыть участок содовым раствором.
Этапы работ
При проведении анодирования деталей, температура должна оставаться в следующем диапазоне: от -10 до + 10 градусов.
Если она будет ниже, то напряжения у блока питания будет недостаточно, чтобы поддерживать нужную силу тока, а если выше, то не сформируется твердое защитное покрытие – оно будет мягким и бесцветным и не сможет защитить металл.
Лучше всего заканчивать анодирование, когда температура достигла +5 градусов, т.к. в углах ванны и на поверхности предмета будет разная температура, а процедура анодирования позволяет выделять достаточное количество тепла.
Кроме того, процесс перемещения электролита должно быть постоянным: мешать его можно с помощью воздуха, ложки или насоса, чтобы температура на поверхности обрабатываемого изделия и алюминия была примерно одинаковой.
Разница же температур приведет к тому, что некоторые участки детали перегреются, а затем на них появятся пробои или случится растрав изделия.
Чтобы провести твердое анодирование под золото, вам понадобится специальное оборудование. Чаще всего это несколько ванн, в одной из которых будут обрабатываться детали из алюминия, а другая – маленькая емкость.
Для нее можно использовать пищевые контейнеры или пластиковые горшки. Стенки и дно ванн нужно покрыть алюминиевыми листами, либо сделать из них специальную выкройку и согнуть ее так, чтобы получилась емкость.
Это нужно, чтобы создать равномерную плотность тока с каждой стороны изделия.
Корпус ванны должен обладать хорошей теплоизоляцией, иначе электролит будет нагреваться слишком быстро, и жидкость придется постоянно менять.
Проще всего создать теплоизоляционный слой, оклеив стенки пенопластом толщиной 2-4 см, либо залить промежутки пеной для строительства.
После того как вы залили в ванну электролит, на выход нужно поставить блок питания, генерирующий ток. Чтобы регулировать силу подачи тока, присоедините резистор к цепи.
Если контакт качественный, то вы увидите кислородные пузырьки, которые будут появляться по всей поверхности изделия. Они небольшие по диаметру и по течению напоминают струи дыма.
Длительность этого процесса зависит от скорости окраски деталей – под золото или в другой цвет. Окрашивание в цвет будет заметно визуально, поэтому никаких других приспособлений не требуется.
Скорость окрашивания под золото, в черный цвет и другие оттенки зависит от размера детали: для маленьких объектов это около 20-30 минут, для больших – 60-90 минут.
После того как вся деталь приобретет нужный цвет, достаньте ее из емкости и промойте под холодной водой, а затем протрите ваткой, смоченной в растворе марганцовки – это поможет удалить лишние микроэлементы, получившиеся в ходе реакции, но поможет сохранить цвет под золото или другой.
После изъятия детали, она должна иметь светло-серый цвет, быть гладкой и блестящей.
В зависимости от режимов анодирования, изделия могут приобрести различный цвет: серый, темно-матовый, золотой и т.д. Чтобы дополнительно окрасить детали, нужно поместить их в анилиновый краситель, который нагреет деталь до 50-60 градусов.
Перед тем как начинать цветное анодирование, нужно отфильтровать раствор, чтобы на поверхности деталей не образовались пятна, которые появляются от оставшихся мелких крупинок красителя.
Чтобы окрасить изделия и получить нужный цвет, обычно достаточно 15-20 минут.
После того как необходимый цвет (черный, под золото и др.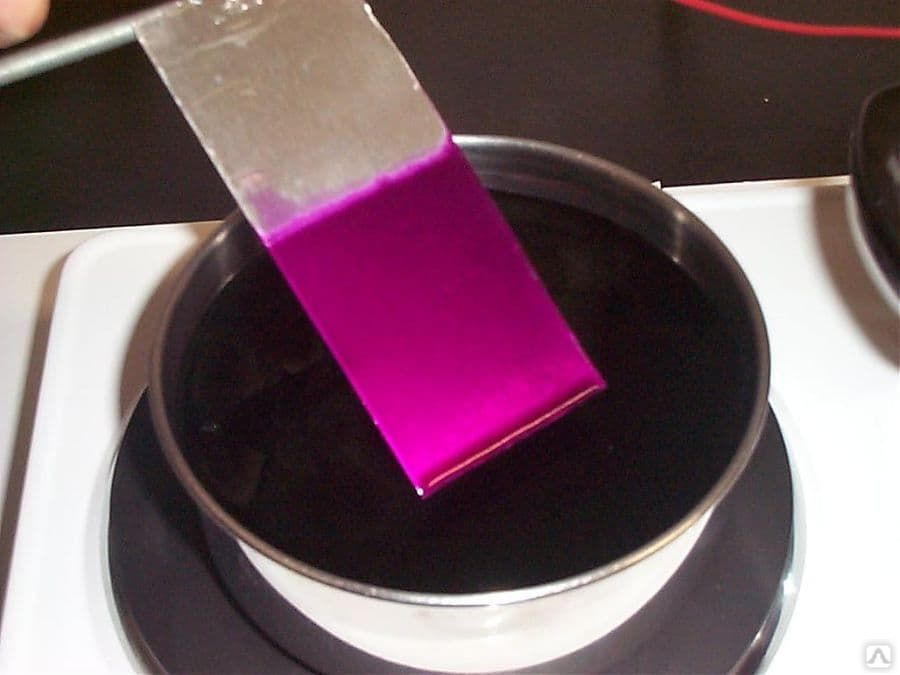 ) и защитный слой правильной консистенции (твердый и блестящий) получен, нужно дополнительно зафиксировать его, чтобы со временем он не слез.
) и защитный слой правильной консистенции (твердый и блестящий) получен, нужно дополнительно зафиксировать его, чтобы со временем он не слез.
Поскольку анодирование под золото создает пористую структуру материала, которая не устойчива к химическим воздействиям, хоть и тщательно защищена от механических воздействий.
Технология закрытия микропор на металле может быть различной. Легче всего проварить анодированные детали в воде на плите в течение 30 минут. Для варки лучше всего использовать дистиллированную воду, т.к. она придаст материалу больше защитных свойств.
Другой способ: сделать для деталей паровую баню, в которой они должны находиться также не менее получаса.
Технология работы с алюминием может несколько отличаться, в зависимости от типа детали и материала, но в целом все этапы анодирования материала выглядят подобным образом.
Отличия могут быть в температуре электролита, однако рекомендуется следовать в этом приведенным цифрам, т. к. в ином случае защитные свойства материала будут недостаточны, либо вы получите не тот цвет, который вам был нужен.
к. в ином случае защитные свойства материала будут недостаточны, либо вы получите не тот цвет, который вам был нужен.
Если вы проводите анодирование под золото и другие цвета, то лучше всего выбирать холодный способ, т.к. в этом случае слоя покрытия будет более толстым, а сами детали приобретут красивый цвет: под золото, черный или другие оттенки, а также будут блестеть.
Технология анодирования алюминия в домашних условиях – подробная инструкция и детали
Этот металл (в чистом виде или его сплав) является наиболее удобным для различного рода поделок, поэтому и пользуется популярностью у «домашних умельцев». Несмотря на множество достоинств, есть у алюминия и существенный недостаток – он быстро вступает в реакцию с воздухом (окисляется), что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. А их «первозданный» вид мало кого устраивает из-за своей непривлекательности.
Прежде чем рассматривать процесс анодирования алюминия, следует понять, для чего оно проводится. Ведь при окислении на поверхности металла появляется тончайшая пленка, которая выполняет и функцию защиты. Все дело в том, что она непрочная и довольно легко повреждается. Поэтому смысл описываемого процесса состоит в том, чтобы ее укрепить (усилить). В этом плане анодирование сходно с таким не менее известным процессом, как воронение методом окисления (об этом можно прочитать здесь). Поэтому эту технологию называют еще анодным оксидированием.
Ведь при окислении на поверхности металла появляется тончайшая пленка, которая выполняет и функцию защиты. Все дело в том, что она непрочная и довольно легко повреждается. Поэтому смысл описываемого процесса состоит в том, чтобы ее укрепить (усилить). В этом плане анодирование сходно с таким не менее известным процессом, как воронение методом окисления (об этом можно прочитать здесь). Поэтому эту технологию называют еще анодным оксидированием.
Она применяется не только по отношению к алюминию, но и к некоторым другим металлам. Например, магнию, титану.
Что дает анодирование
- Укрепляет поверхностный слой.
- Делает невидимыми дефекты основы в виде царапин, точечных повреждений. Другими словами, «сглаживает» металл и придает ему однородность.
- Краска на алюминий ложится значительно лучше и равномернее.
- Внешний вид деталей делается более привлекательным.
- Возможность придать металлу различный оттенок и имитировать серебро, золото или, например, жемчуг. Хотя применение анилиновых красителей значительно расширяет спектр.
 Хотя применение анилиновых красителей значительно расширяет спектр.
Хотя применение анилиновых красителей значительно расширяет спектр.Анодирование «холодное»
Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет. Есть еще обработка алюминия «теплая», но такая технология менее эффективна и в последнее время, особенно в быту, не используется.
Достоинства
- Возможность получения достаточно толстого поверхностного слоя, что достигается разной скоростью нарастания и растворения оксидной пленки соответственно с внутренней и наружной ее стороны. Особенность методики в том, что процесс осуществляется в температурном диапазоне от – 10 до +10 ºС. Отсюда и ее название
- Высокая прочность такого покрытия.
- Повышение антикоррозийной устойчивости металла.
Недостатки
Он один, и довольно относительный. Дальнейшее покрытие красителями с органической основой становится довольно сложным. Материал, в зависимости от структурного состава (если речь идет о сплаве или характеристиках самого алюминия) в процессе анодирования окрашивается естественным путем. Оттенок может быть любым – от оливкового (с примесью «зелени») до темного (серого или черного).
Оттенок может быть любым – от оливкового (с примесью «зелени») до темного (серого или черного).
Что понадобится
- Ванночки. Из алюминия – для анодирования; стеклянные или пластиковые – 2 штуки – для приготовления растворов.
- Соединительные провода (также алюминиевые).
- Источник напряжения +12 В (АКБ или выпрямитель).
- Реостат (если питание от аккумулятора или другого устройства с нерегулируемым «выходным» параметром).
- Амперметр.
Технология анодирования
На производстве для анодирования металлов используется раствор серной кислоты. Но такая методика небезопасна, так как сопровождается бурным газовыделением. Даже малейшая искра может привести к взрыву этой смеси. Суть процесса несложно понять по схеме, но в бытовых условиях кислотой редко кто пользуется, хотя методика остается прежней (разница только в том, что свинцовая пластина отсутствует). Поэтому рассмотрим более простой способ работы с алюминием.
Приготовление растворов
Их готовится два (в разных емкостях). Они служат альтернативой кислоте. Один – из пищевой соли, другой – из соды питьевой. Используется только чистая, дистиллированная, причем теплая вода. По объему содового раствора понадобится в 9 раз больше; в соответствие с этим и подбирается посуда.
Они служат альтернативой кислоте. Один – из пищевой соли, другой – из соды питьевой. Используется только чистая, дистиллированная, причем теплая вода. По объему содового раствора понадобится в 9 раз больше; в соответствие с этим и подбирается посуда.
После тщательного перемешивания (до полного растворения веществ) раствору нужно дать отстояться, а потом он сливается в другую посуду так, чтобы в нее не попал осадок, и фильтруется. Качество анодирования во многом зависит от «чистоты» растворов.
Подготовка детали
Коротко этот этап работы можно выразить так: очистка поверхности – ее обработка (шлифовка) – обезжиривание заготовки.
Если на детали будут какие-либо заметные дефекты, то полученный слой их не скроет (толщина покрытия не более 0, 05 мм).
Анодирование
Понятно, что заготовка должна быть полностью погружена в приготовленную жидкость, полученную путем смешения исходных растворов. Естественно, деталь должна на чем-то висеть, не касаясь дна посуды. Как это сделать, каждый решает сам. Например, рядом с ванночкой крепится стойка, на которой и подвешивается образец. Нужно подумать, за что и как его «подцепить»? Ведь в этом месте после анодирования останется пятно. Понимая это, конкретное решение принять несложно, сообразуясь с габаритами, конфигурацией и весом заготовки.
Как это сделать, каждый решает сам. Например, рядом с ванночкой крепится стойка, на которой и подвешивается образец. Нужно подумать, за что и как его «подцепить»? Ведь в этом месте после анодирования останется пятно. Понимая это, конкретное решение принять несложно, сообразуясь с габаритами, конфигурацией и весом заготовки.
Ток подается в течение не менее получаса, и то, для небольших образцов. О степени их готовности свидетельствует изменение окраски. Поэтому контроль – чисто визуальный. После этого напряжение отключается, и деталь вынимается из ванны.
Ее необходимо хорошо промыть, а для очистки от остатков раствора еще и подержать в марганцовке. После этого она опять промывается попеременно в теплой и холодной воде, а потом сушится. Если все делалось правильно, то деталь приобретает светло-серый цвет.
О высоком качестве анодирования свидетельствуют его равномерность по всей площади покрытия и отсутствие разводов или пятен.
«Закрепление» слоя
Это заключительный этап. Пленка, которая покрывает металл, характеризуется обилием микропор. Чтобы повысить устойчивость алюминия перед внешними воздействиями, их следует «закрыть». Самый простой способ – или прокипятить в воде дистиллированной, или пропарить. Такая процедура занимает не менее 30 минут.
Пленка, которая покрывает металл, характеризуется обилием микропор. Чтобы повысить устойчивость алюминия перед внешними воздействиями, их следует «закрыть». Самый простой способ – или прокипятить в воде дистиллированной, или пропарить. Такая процедура занимает не менее 30 минут.
«Финишная» обработка
После этого можно произвести покраску или просто покрыть лаком (бесцветным). Окрашивание производится методом погружения детали в раствор красителя (анилинового, 10%-го).
Распространенные ошибки
Их довольно часто допускают «домашние» мастера, не изучившие как следует все особенности технологии.
- Плохой контакт детали с электродом. Поэтому зажим должен быть надежным, типа «крокодил», а еще лучше – с затягивающим винтом. Нарушение контакта приводит к изменению силы тока, что напрямую влияет на конечный результат. Поэтому различные скрутки, петли для подвешивания заготовок в данном случае неприменимы.
- Несоответствие габаритов катода линейным размерам детали. Это приводит к неравномерности плотности тока в ванночке. Как следствие – низкое качество обработки поверхности, риск прогара металла. Есть общее правило – катод (ванночка) по площади должен превышать заготовку не менее чем в 2 раза.
- Недостаточная (или завышенная) анодная плотность. Рекомендуемая величина – порядка 2 А/дм² (20 мА/см²). Для ускорения процесса ее можно и немного увеличить (но не более чем в 1,5 раза) с обязательным выдерживанием низкой температуры раствора за счет качественного охлаждения + постоянное его перемешивание.
 Это приводит к неравномерности плотности тока в ванночке. Как следствие – низкое качество обработки поверхности, риск прогара металла. Есть общее правило – катод (ванночка) по площади должен превышать заготовку не менее чем в 2 раза.
Это приводит к неравномерности плотности тока в ванночке. Как следствие – низкое качество обработки поверхности, риск прогара металла. Есть общее правило – катод (ванночка) по площади должен превышать заготовку не менее чем в 2 раза.Полезные советы
Произвести качественную зачистку поверхности образца механическим способом (с применением абразивных материалов) не всегда возможно. Например, из-за сложного рельефа его поверхности. В этом случае более эффективна методика травления. Суть ее в том, что деталь погружается в щелочной раствор. На практике, как правило, в мыльный. Иногда, чтобы добиться осветления заготовки, она дополнительно опускается в посуду с 20% раствором кислоты.
Следует неукоснительно соблюдать рекомендованный температурный режим (от -10 до +10 ºС). Если температура повысится, придется убавлять силу тока. Как результат – «рыхлость» покрытия.
После окраски для сохранения цвета в течение долгого времени деталь желательно обработать лаком. Чтобы не было его «наслоений», можно ее обработать мягкой кисточкой. После погружения в лак нужно дать ему полностью стечь.
В статье приведен только один из многочисленных способов анодирования в быту. Он самый простой, а потому и наиболее подходящий для человека, не имеющего достаточного опыта. При работе с кислотой сложностей гораздо больше, но разницы в конечных результатах практически никакой нет.
Для тех, кого интересует методика литья алюминия, есть отдельная инструкция с подробными фото — читайте.
Как анодировать алюминий | The Federal Group USA
Анодирование алюминиевых деталей может быть эффективным способом улучшения механических свойств деталей или улучшения их внешнего вида.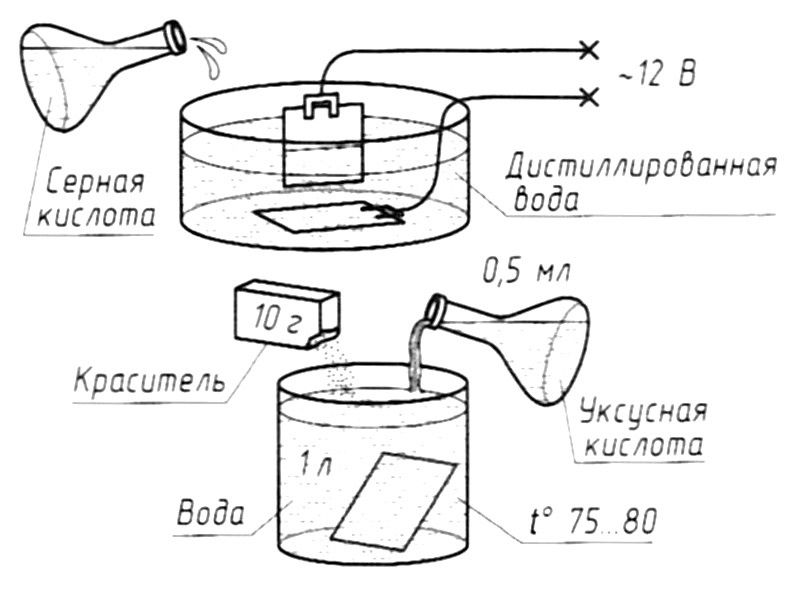 Многие люди не знают, как анодировать алюминий, хотя этот процесс довольно прост. Читайте дальше, чтобы узнать больше об анодировании алюминия в домашних условиях или на производстве.
Многие люди не знают, как анодировать алюминий, хотя этот процесс довольно прост. Читайте дальше, чтобы узнать больше об анодировании алюминия в домашних условиях или на производстве.
Почему вам может понадобиться анодировать алюминий
Есть несколько веских причин рассмотреть возможность анодирования алюминиевых деталей. При анодировании алюминия создается слой оксида, который образует слой на поверхности алюминия. Этот слой настолько тонкий, что он даже существенно не влияет на размеры прецизионных деталей. Поскольку оксидный слой тверже алюминия, он защищает металл под ним, делая его устойчивым к царапинам и повышая коррозионную стойкость.
Оксидный слой также более шероховатый, чем поверхность алюминия, что позволяет окрашивать или окрашивать анодированный алюминий. На самом деле, вы можете добавить любой цвет к анодированным алюминиевым деталям. Окрашивание осуществляется либо с помощью красителей в процессе анодирования, либо путем последующей окраски. Окрашивание предпочтительнее, так как оно создает постоянную окраску, что означает, что он не выцветает и его нельзя поцарапать.
Окрашивание предпочтительнее, так как оно создает постоянную окраску, что означает, что он не выцветает и его нельзя поцарапать.
Преимущества анодирования алюминиевых деталей
Анодирование алюминиевых деталей обеспечивает множество преимуществ, как с точки зрения эстетики, так и с точки зрения механики самих деталей.
С визуальной точки зрения эффекты весьма впечатляющие, а отделка неизменна. Он износостойкий, поэтому никогда не поцарапается и не потускнеет, и его никогда не потребуется подкрашивать. Кроме того, это экологично.
С механической стороны процесс анодирования делает поверхность деталей чрезвычайно прочной. Оксид чрезвычайно твердый и обеспечивает превосходную защиту от истирания и коррозии. Теплоизоляционные свойства также на высоте.
В целом, этот процесс улучшает внешний вид деталей и делает их более долговечными. Кроме того, этот процесс очень доступен, даже если вы любитель и человек, который будет делать это дома самостоятельно.
Материалы, необходимые для анодирования алюминия
Материалы, которые вам понадобятся для анодирования, довольно простые и не слишком дорогие. Если вы думаете, что будете делать это регулярно, имеет смысл установить домашнюю станцию анодирования.
Вот что вам понадобится:
- Серная кислота
- Дистиллированная вода
- Несколько баков (емкостей) для жидкостей
- Катод А
- Алюминиевая проволока (подойдет и титановая)
- Обезжириватель
- Щелок
- Нейтрализатор кислоты
- Источник питания
- Краситель (если вам нужна цветная деталь)
Вам также потребуется хорошо проветриваемое помещение для установки станции анодирования, а также средства индивидуальной защиты (защитные очки, перчатки, респиратор и т. д.).
В дополнение к перечисленным выше необходимым материалам вы также можете приобрести дополнительные элементы, облегчающие вашу работу. К ним относятся:
К ним относятся:
- Мешалка для кислотной ванны
- Салфетки Scotch-Brite для очистки деталей перед анодированием
- Шарики для пинг-понга (помещены в резервуар для предотвращения кислотного тумана)
- Дешевый чайник для нагревания красителя
- Обогреватель аквариума для регулирования температуры в аквариуме
- Кухонный термометр для проверки температуры
Как анодировать алюминий в домашних условиях
Ниже приведены основные пошаговые инструкции, которым должен следовать домашний любитель самостоятельно анодировать алюминиевые детали. Пожалуйста, имейте в виду, что для освоения процесса требуется время, и ваши материалы могут потребовать некоторых настроек.
- С помощью губки Scotch-Brite очистите поверхность и удалите следы механической обработки.
- Наденьте защитное снаряжение, включая перчатки.
- Используйте обезжириватель, чтобы хорошо очистить деталь, затем промойте дистиллированной водой.
- Протравите деталь, погрузив ее в щелочную ванну на 3-5 минут. Используйте примерно 4 столовые ложки щелочи на 1 галлон воды.
- Выньте из ванны со щелочью и промойте дистиллированной водой.
- Проверьте чистоту, поливая изделие водой. Если чистая, вода должна стекать. Если на поверхности капли воды, значит, деталь недостаточно чистая для анодирования.
- Установите деталь на стойку, прикрепив ее к алюминиевой (или титановой) проволоке. Убедитесь, что соединение хорошее, и не забывайте, что там, где провод соприкасается с деталью, будет неанодированная метка.
- Создайте ванну, добавив серную кислоту в дистиллированную воду в контейнере для анодирования в соотношении 1 часть кислоты на 3 части воды. Обратите внимание, что анодирование наиболее успешно, когда температура ванны составляет 70 градусов по Фаренгейту. Все, что выше 75 F или ниже 65 F, не даст хороших результатов.
- Теперь все идет в бак. Добавьте катод, убедившись, что он не касается деталей. Добавьте мешалку. Подвесьте детали в резервуаре, убедившись, что они ничего не касаются. Добавьте обогреватель и термометр. Добавьте шарики для пинг-понга, чтобы покрыть поверхность.
- Прежде чем продолжить, убедитесь, что температура составляет 70 градусов.
- Настройте источник питания и подключите положительную клемму к проводу, прикрепленному к деталям. Отрицательная сторона присоединена к катоду. Теперь все может стать обидчивым.
- Сила тока устанавливается исходя из общей площади анодируемой поверхности. Для хорошей твердой поверхности используйте 0,03 ампера на квадратный дюйм, а для более мягкой поверхности, которая лучше впитывает краску, используйте 0,02 ампера на квадратный дюйм.
- Пуск при 16 вольт. Вы можете найти всевозможные онлайн-калькуляторы, но домашняя установка, начинающаяся с 16 вольт, должна подойти вам довольно близко. Во время процесса следите за температурой бака. Температура может повышаться во время процесса.
- Пока идет процесс анодирования, нагрейте красители. Для большинства цветов лучше всего подходит температура 140°F, но некоторые лучше работают при более низких температурах. Вам придется поэкспериментировать с брендами и цветами.
- Подготовьте один бак с дистиллированной водой и другой с нейтрализатором кислоты.
- Отключите питание и извлеките детали из ванны для анодирования. Сначала погрузите в дистиллированную воду на 10-15 секунд, затем промойте в баке нейтрализатора кислоты на 5 минут. Промойте второй раз в дистиллированной воде и погрузите детали в краску. Они должны сразу начать принимать цвет, но обязательно оставьте детали в краске на 10-15 минут, в зависимости от того, насколько глубоким вы хотите получить цвет.
- После окончания окрашивания детали необходимо прокипятить в течение 15 минут. Кипячение затвердевает и запечатывает краску.

 Все, что выше 75 F или ниже 65 F, не даст хороших результатов.
Все, что выше 75 F или ниже 65 F, не даст хороших результатов. Во время процесса следите за температурой бака. Температура может повышаться во время процесса.
Во время процесса следите за температурой бака. Температура может повышаться во время процесса. Кипячение затвердевает и запечатывает краску.
Кипячение затвердевает и запечатывает краску.Анодирование в домашних условиях доступно для неспециалистов, но многие другие процессы изготовления металлов, такие как ковка, штамповка и экструзия, требуют участия профессионального производителя. Если вам нужны нестандартные металлические изделия и процессы, свяжитесь с The Federal Group USA сегодня.
Как анодировать алюминий в домашних условиях — сделать его из металла
В одном магазине, где я работал, мы регулярно отправляли вещи на термообработку, анодирование, оцинковку, гальванизацию, что угодно. Если вы хотите что-то сделать для личного проекта, просто положите это в кучу и наберитесь терпения.
К сожалению, я больше не работаю в этом магазине. Там, где я сейчас нахожусь, на самом деле довольно редко можно получить что-то анодированное. Поэтому для своих небольших проектов я провел небольшое исследование того, как я могу реализовать это дома в своем гараже.
Я обнаружил, что информация очень разбросана. Вот почему я собрал все, что узнал, в эту статью. Это должно быть довольно хорошо все, что вам нужно, чтобы начать.
Вот почему я собрал все, что узнал, в эту статью. Это должно быть довольно хорошо все, что вам нужно, чтобы начать.
В этом посте я поделюсь тем, что узнал о том, как добиться успеха, а также дам несколько советов и приемов, которые помогут вам в этом.
Отказ от ответственности: Я сделал это профессионально, но делать это дома — совсем другое дело. Ожидайте, что потребуется несколько попыток, прежде чем вы получите правильный процесс.
Содержание
Что дает анодирование алюминия?
Вероятно, стоит начать с этого руководства, убедившись, что вы понимаете, что это за процесс. Это поможет вам понять, что происходит и почему это важно при выполнении шагов.
Что дает анодирование алюминия? Анодирование алюминия создает тонкий слой оксида алюминия на металле. Этот защитный оксидный слой имеет более шероховатую поверхность, что позволяет красителям или краскам прилипать к металлу. Он тверже алюминия, поэтому обеспечивает определенную степень защиты. Это также придает алюминию коррозионную стойкость. Поскольку окисляется такой тонкий слой, это можно делать с прецизионными деталями с минимальным влиянием на геометрию.
Это также придает алюминию коррозионную стойкость. Поскольку окисляется такой тонкий слой, это можно делать с прецизионными деталями с минимальным влиянием на геометрию.
Это также обычно делается для косметики, даже на частях, которые не будут окрашены или окрашены. Анодирование придает алюминию тусклый светло-серый цвет. Он также не будет подвергаться коррозии от таких вещей, как соль на ваших руках, оставляя со временем мутные следы, как яркий алюминий.
То, что вам нужно
Сам процесс анодирования не очень сложен, и его установка не слишком дорога (знаю, все относительно).
Для анодирования алюминия вам понадобится:
- Источник питания с соединениями
- Кислота
- Дистиллированная вода
- Катод
- Контейнер
- Краситель (нужен только в том случае, если вы хотите сделать его другим цветом)
- Алюминиевая или титановая проволока
- Обезжириватель
- Нейтрализатор кислоты
- Мешалка (дополнительно)
- Защитное снаряжение
- Вентилируемое помещение для работы
Многие из этих вещей можно раздобыть, но некоторые вещи работают лучше, чем другие. Я рассмотрю некоторые варианты того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
Мелкомасштабная установка для анодирования
Если анодирование — это то, чем вы хотели бы заниматься довольно часто и не жалеете немного денег, то это имеет смысл.
Полные наборы сложно найти в Интернете, иногда вам нужно покупать предметы по отдельности.
Вот краткий обзор того, что доступно. Если это не то, что вас интересует, просто перейдите к следующему разделу, посвященному более самостоятельному подходу. Спойлер: путь «сделай сам» даст вам очень смешанные результаты.
Примечание: Цены в Интернете колеблются, поэтому я могу написать эту статью сегодня, а завтра они будут другими. Я сделал все возможное, чтобы дать довольно хорошее представление о том, для чего нужны эти вещи, но не держите меня за ноги! Бюджет находится в конце раздела передач.
Источник питания
В общем, вы ищете что-то, что может выдавать около 18 В и выше.
Сила тока важна в зависимости от площади поверхности детали, которую вы хотите анодировать. Это немного легче сбалансировать, поскольку вы можете компенсировать это, просто запустив его дольше. В любом случае, вам, вероятно, понадобится хотя бы один усилитель для небольших безделушек и виджетов.
Вы можете найти приличные источники питания в Интернете примерно за 60-100 долларов США. Преимущество заключается в том, что эти источники питания универсальны — вы можете использовать их и для других целей, например, для гальванического покрытия.
Это тот, который я бы порекомендовал подобрать. Это 30 вольт и 5 ампер, поэтому его хватит для большинства проектов площадью около одного квадратного фута. У него также есть несколько симпатичных зажимов из кожи аллигатора, которые облегчают жизнь таким проектам.
Как правило, требуется от 0,02 до 0,03 А на квадратный дюйм площади поверхности детали.
Если вы хотите использовать MacGyver для своей установки, вам может сойти с рук использование зарядного устройства для автомобильного аккумулятора большего размера. Преимущество этого в том, что у вас уже может быть тот, который будет работать. Недостатком является то, что у вас нет такого же контроля над мощностью, вам будет трудно настроить процесс, чтобы все было правильно. Анодирование может быть суетливым.
Кислота
Серная кислота чаще всего встречается в гаражах. Обычно вы можете найти его примерно за 40 долларов за полтора галлона.
Профессиональный совет: Аккумуляторная кислота — это, по сути, серная кислота, но, вероятно, в нее также входят некоторые добавки. Для наших целей работает нормально. Обычно вы можете получить его немного дешевле, чем лабораторный материал. Вот пример на Amazon чего-то, что будет работать.
Это необязательно, но использование очень сильной кислоты может быть хорошим способом подготовить алюминий и удалить любой оксид, который может быть на нем. Щелок отлично работает и стоит дешево. Вам не нужно его много.
Краситель
Многие интернет-ресурсы советуют просто использовать краситель для ткани, если вы хотите покрасить анодированную деталь. Исходя из моего опыта, этот обычно работает как надо, но не всегда. Иногда цвета действительно не совпадают — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. д.
Если вы не слишком привередливы, краска для одежды стоит довольно дешево. Обычно вы можете купить его за несколько долларов в Интернете.
Если вы хотите убедиться, что это работает должным образом, просто выберите подходящий краситель для анодирования. Вот пример того, что отлично сработает. Хороший краситель обычно стоит около 20 долларов за бутылку, в зависимости от того, где вы его берете.
Катод
Технически для этого можно использовать кусок алюминия, но свинец работает лучше и служит вечно. Я получил наилучшие результаты, используя листовой свинец, так как он имеет большую площадь поверхности.
Вы можете просто купить свинцовые накладки в домашнем центре или купить небольшой лист на Амазоне. По сути, это будет разовая покупка, так как свинец на самом деле не портится.
Контейнер
Пластиковые контейнеры отлично подходят. Вам не нужно слишком много думать об этом. Для деталей среднего или крупного размера просто используйте 5-галлонное ведро из полиэтилена высокой плотности, красивое и чистое. Для на самом деле мелкие вещи, вы можете использовать контейнер для посуды или даже стеклянную банку.
Просто выберите то, что не проводит электричество и может противостоять кислоте.
Проволочная сетка
Для удержания детали можно использовать алюминиевую или титановую проволоку. Я настоятельно предпочитаю использовать титан. Вот почему.
Стеллаж должен надежно проводить электричество. Оксид алюминия не проводит электричество.
Это означает, что если вы используете алюминиевую проволоку, она тоже будет анодирована. Титан не будет. Таким образом, титановая проволока не только пригодна для повторного использования, но и снижает вероятность потери соединения во время процесса.
В любом случае оба провода будут работать, и они не будут стоить дорого. Можно подобрать титановую проволоку (чуть дороже) или алюминиевую проволоку (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Обезжириватель
Здесь нечего переусердствовать, просто средство, которое удалит жир или масло с детали и сделает ее красивой и чистой. Возможно, у вас уже есть что-то хорошее в вашем гараже. Это будет отлично работать.
Нейтрализатор кислоты
Используйте пищевую соду. Работает как шарм.
Мешалка
Это необязательно, но это хорошая идея. По сути, это предотвращает прилипание пузырьков к детали во время анодирования и оставление небольших следов. Если вы хотите, чтобы детали выглядели безупречно, есть простой, но чрезвычайно эффективный лайфхак.
Используйте воздушный насос для аквариума. Если вы не можете «одолжить» рыбку из аквариума вашего ребенка на какое-то время, вы можете проверить текущую цену на Amazon здесь.
Защитное снаряжение
Это важно. Вам понадобятся средства защиты глаз, респиратор для химикатов и перчатки.
Я видел, как многие люди используют простую маску от пыли, когда делают подобные вещи. Я действительно не рекомендовал бы это, так как пылезащитные маски не останавливают пары, только частицы.
Это маска, которая работает хорошо, она не слишком дорогая и кое-что сделает против паров. Он также поставляется с некоторыми защитными очками, если у вас еще нет пары. Попадание кислоты в глаза — отстой.
Это не значит, что пары слишком токсичны, но лучше не вдыхать их.
Вам также понадобятся перчатки. Я предпочитаю нитрил, и вы можете получить коробку совсем недорого. Это делается не только для того, чтобы защитить руки от ожогов кислотой, но и для того, чтобы масло не попало на деталь. Если вы коснетесь детали голыми руками, после анодирования у вас останутся необратимые отпечатки пальцев.
Разные полезные вещи
Есть несколько вещей, которые не обязательно необходимы, но действительно помогают вам хорошо выполнять свою работу.
Шарики для пинг-понга могут плавать на поверхности кислотной смеси. Это довольно хорошо устраняет кислотный туман, который вы получите, когда резервуар начнет пузыриться во время процесса. Вы можете купить в Интернете упаковку из 50 штук, которой хватит на всю жизнь анодирования.
Подушечки Scotch Brite — хороший способ придать поверхности красивый вид даже перед анодированием. Не обязательно, но если вы анодируете обработанные детали, все метки будут видны. Это просто делает часть выглядит немного более профессионально. Вы можете купить большую упаковку из них, которая прослужит вам некоторое время с отличным соотношением цены и качества. Я постоянно использую этот материал для разных проектов, поэтому у меня всегда есть заначка на полке.
Чайник для разогрева красителя (если вы хотите покрасить детали). Большинство красителей должны иметь температуру около 120-140 F или около того, когда вы погружаете деталь, и использование электрического чайника делает этот шаг очень простым. Вы можете купить дешевый на Amazon. Только не используйте его после заваривания чая.
Нагреватель для аквариума позволит регулировать температуру в аквариуме. Вы хотите, чтобы она была как можно ближе к 70F. Если вы делаете это в помещении с регулируемой температурой, это не критично. Если вы делаете это в неотапливаемом гараже, я очень рекомендую это. Узнать цену на Amazon можно здесь.
Термометр для мяса позволит вам быть уверенным в своей температуре. Это также очень удобно для проверки тепла ваших красителей. Не обязательно, но хорошая идея. Вы можете получить один дешево онлайн.
Общая сумма
Скорее всего, у вас в гараже есть немало таких вещей, или вы можете их раздобыть. Но на случай, если вам придется покупать абсолютно все новое, вот что ожидать, если вы платите за все довольно среднюю цену.
| Power Source | $80 |
| Sulfuric Acid | $40 |
| Lye | $5 |
| Dye | $20 |
| 5-Gallon Bucket | $8 |
| Lead Cathode | $ 25 |
| Титановый проволочный проволочный0293 | $10 |
| Respirator and Safety Glasses | $25 |
| Box of Nitrile Gloves | $10 |
| Ping Pong Balls | $10 |
| Pack of Scotch Brite Pads | $20 |
| Чайник | $15 |
| Нагреватель для аквариума | $15 |
| Термометр | $2 | 91 Вода из местного источника0293 | 5 долл. США |
| ИТОГО | 317 |
Имейте в виду, это все, если вам нужно купить Разумное количество этого материала является необязательным, и вы также можете купить его в меньших количествах, если хотите. Но начиная с нуля, это установка, которая позволит вам выполнять анодирование действительно хорошего качества в вашем гараже. Многие ребята используют подобные установки для изготовления деталей, которые они продают в Интернете.
После того, как вы все настроите, поддерживать вашу систему совсем не дорого. Вам нужно будет добавить кислоту, щелочь, краску, обезжириватель, пищевую соду, перчатки и скотч-брайт, но вы действительно не используете все это так много. Этот материал прослужит вам некоторое время. Анодирование не является дорогим процессом, если у вас есть оборудование.
Как анодировать алюминий своими руками
Хорошо, когда у вас есть все необходимое, вот пошаговые инструкции, как это сделать.
Имейте в виду, что каждая настройка отличается, и вам нужно будет точно настроить процесс, чтобы получить желаемые результаты. Не ждите, что с первых раз получится идеально.
Scotch-Brite the Aluminium
Придает красивую ровную поверхность, которая будет хорошо выглядеть после анодирования. Это не совсем обязательно, но серьезно делает деталь более профессиональной.
Если не шлифовать скотчем, то следы обработки будут хорошо видны. Деталь будет блестящей в тех местах, где качество поверхности лучше, и тусклым в тех местах, где поверхность не идеальна. Просто после анодирования это более заметно.
Наденьте снаряжение
Держите респиратор под рукой. Наденьте защитные очки. Самое главное на этом этапе надеть перчатки!!! Если вы не наденете перчатки, на вашей части останутся отпечатки пальцев, и ваше анодирование будет выглядеть ужасно.
Очистите детали
Достаньте обезжириватель и чистые тряпки. Поверхность детали должна быть идеально чистой. Когда закончите, промойте часть дистиллированной водой.
Травление деталей
Возьмите щелочь и смешайте ее с дистиллированной водой. Соотношение составляет около 3-5 столовых ложек чистой щелочи на 1 галлон воды. Убедитесь, что вы надели респиратор и защитные очки в этот момент, щелочь может быть неприятной вещью.
Замочите деталь на 3-5 минут, затем промойте дистиллированной водой.
Проверка чистоты
На этом этапе можно проверить деталь водой, чтобы убедиться, что она очищена должным образом.
При правильной очистке вода должна плавно стекать с поверхности детали. Если вы ошибетесь, вода будет капать на поверхность. Это потому, что на поверхности все еще есть масла. В этом случае повторите процесс очистки.
Этот шаг очень важен. Анодирование будет работать только на действительно чистой детали.
На этом этапе абсолютно необходимо не допускать контакта детали с чем-либо грязным. Надевайте перчатки на протяжении всего процесса и не кладите деталь на грязную поверхность.
Стойка для деталей
Прикрепите детали к алюминиевой или титановой проволоке. Имейте в виду, что в месте контакта провода с деталью останется неанодированный след.
Большинству парней нравится использовать внутреннюю часть дырки в качестве точки контакта, чтобы ее не было видно. Один изящный маленький трюк состоит в том, чтобы скомкать конец проволоки и засунуть его в отверстие. Пружинящая проволока продырявит деталь на месте, и у вас не будет видимых следов на анодированной поверхности.
Одна важная вещь: вам нужна хорошая связь. Если соединение потеряно, процесс гарантированно завершится ошибкой. Поскольку оксид алюминия не проводит электричество, вам придется вытащить деталь, отшлифовать анодированную поверхность и перезапустить процесс. Это боль.
Pour the Bath
Поставьте контейнер в хорошо проветриваемом месте. Анодирование лучше всего работает при температуре около 70 F. При необходимости дайте жидкости время акклиматизироваться. Анодирование при температуре более 75 градусов не даст очень хороших результатов.
Сначала налейте в контейнер дистиллированную воду. Затем добавьте серную кислоту. Соотношение 1 часть кислоты на 3 части воды. Я знаю, что другие веб-сайты говорят, что нужно делать пополам. Они ошибаются. Кислота не должна быть такой сильной. Эта концентрация работает лучше и дешевле.
Всегда лейте кислоту в воду, а не воду в кислоту. Ожоги могут быть неприятными, если вы напортачите.
Установка Gear
Поместите свинцовый катод в ванну. Очень важно, чтобы он не касался деталей. Мне нравится оборачивать его вокруг внутренней части ведра, чтобы получить хороший ровный оксидный слой на детали. Понятия не имею, действительно ли это имеет большое значение или нет, но это то, что я делаю.
Поместите воздушный насос прямо под то место, где будут детали. Чем больше ажиотажа вокруг деталей, тем лучше.
Поместите нагреватель и термометр в бак. Перед началом убедитесь, что в ванне температура как можно ближе к 70 F.
Подвесьте детали в баке. Обычно я просто кладу на ведро кусок плоского стержня и подвешиваю к нему детали. Убедитесь, что они ничего не касаются!
Если вы решили приобрести шарики для пинг-понга, вы можете добавить их сюда. Добавьте достаточно, чтобы покрыть поверхность кислотной смеси.
Добавить питание
Настройте источник питания. Прикрепите положительную сторону к проводу на ваших деталях. Прикрепите отрицательную сторону к свинцовому катоду.
Подсказка: Детали — это ваш анод, свинец — это катод. Анодирование = детали являются анодами. Части всегда положительны.
Когда все выглядит надежно, пришло время включить блок питания. Вот где это становится суетливым.
Вы хотите установить силу тока в зависимости от общей площади поверхности ваших деталей. Использование 0,03 ампер на квадратный дюйм даст хорошую твердую поверхность, использование 0,02 ампер на квадратный дюйм даст более мягкую поверхность, но она впитает больше красителя. В любом случае, потребуется немного поэкспериментировать, чтобы сделать этот образ именно таким, каким вы его хотите.
Попробуйте для начала запустить на 16 вольт. На самом деле, есть целая куча вычислений, которые вы можете сделать, чтобы получить это теоретически идеально, но это руководство для начинающих. Это подведет вас достаточно близко, чтобы начать. Кроме того, есть несколько других переменных, влияющих на расчеты, которые на самом деле сложно получить идеально с помощью одной из этих домашних установок.
Итак, вот очень упрощенный калькулятор, который я придумал, и он хорошо работает, когда я делаю это дома. Имейте в виду, что это не , который я использую на работе для профессионального управляемого аэрокосмического анодирования, но, похоже, он работает довольно хорошо для этих более самодельных установок.
Хорошей идеей (по крайней мере, хорошей практикой) является медленное увеличение мощности усилителя. Это то, чем мы занимаемся профессионально — довольно часто бывает, что при запуске партии есть 5 или 10 минут. Вам не нужно двигаться так медленно, но просто не включайте мощность сразу — не торопитесь, поворачивая эту ручку вверх.
Установите таймер для числа, которое дал вам калькулятор, и идите на кофе-брейк!
Совет для профессионалов: Если вы анодируете несколько деталей или одну крупную деталь, следите за температурой ванны. Он может согреться, если он работает усерднее. Если вы видите, что он нагревается до 75 F или выше, попробуйте сделать что-нибудь, чтобы охладить его.
Вы также должны убедиться, что она не опускается ниже 60 F. Вот где нагреватель для аквариума пригодится.
Разогрейте краску
Достаньте чайник и разогрейте краску, проверяя температуру с помощью термометра для мяса. Это может быть немного суетливым шагом.
Большинство красок хорошо работают при температуре около 140 F, но некоторые цвета работают немного лучше при более низкой температуре, например 120 F. Я рекомендую попробовать первую партию при 140 F, а если вы недовольны результатами, попробуйте следующую. один немного прохладнее.
Подготовьте свои ванны
Хорошо, на этом этапе мы собираемся установить пару ванн. Я знаю, что другие люди могут сделать этот шаг по-другому, но это то, что работает для меня.
Приготовьте одну ванну с дистиллированной водой. Хорошо, если он будет немного больше, чем детали. Например, если у вас есть деталь размером с кулак, используйте как минимум полгаллона дистиллированной воды.
Налейте немного дистиллированной воды в пульверизатор. Не обязательно, но удобно.
Затем установите один резервуар со смесью пищевой соды и дистиллированной воды. Это нейтрализует кислоту и повышает вероятность того, что на деталях не останется пятен. Я обычно использую соотношение 3 столовые ложки пищевой соды на литр воды. В этом нет ничего научного, это просто то, чем я занимаюсь. Вам не нужна тонна этой смеси, достаточно, чтобы покрыть детали, чтобы они могли пропитаться в течение нескольких минут.
Затем откройте крышку чайника с красителем. Вы можете просто окунуть детали в воду.
Замачивание деталей
Отключите питание ванны для анодирования. Частично приподнимите детали из резервуара и несколько раз распылите на них дистиллированную воду. Я распыляю прямо в бак, чтобы не было беспорядка.
Теперь прополощите детали в ванне с дистиллированной водой. Вы просто хотите смыть как можно больше кислоты.
Затем поместите детали в емкость с пищевой содой. Немного взболтайте и дайте постоять около 5 минут.
Теперь еще раз промойте детали дистиллированной водой. Будьте тщательны.
Дважды проверьте температуру красителя и при необходимости отрегулируйте.
Окуните детали в краску. Размешайте его достаточно энергично, чтобы сбить пузырьки на деталях, но не делайте большой беспорядок. Этот материал больно чистить.
Вы должны увидеть, как детали мгновенно начинают окрашиваться. Если процесс не сработал, краска просто стечет. Если это сработало, деталь начнет менять цвет. Замочите детали в краске на 10-15 минут.
Позже вы можете настроить время выдержки в зависимости от желаемой глубины цвета.
Уплотнение
Эта деталь очень проста. После замачивания в краске прокипятите детали около 15 минут. Здесь удобно иметь дополнительный чайник или плиту, где можно вскипятить кастрюлю с водой.
Это сделает краску более жесткой и снизит вероятность ее обесцвечивания или легкого удаления. Даже если вы не красили детали, это хорошая идея.
Вот и все, процесс завершен!
В целом мне очень нравится заниматься анодированием дома. Вероятно, потребуется немного практики, чтобы получить правильно анодированные детали без дефектов, но это действительно классный процесс.
Кроме того, очень интересно точно настроить и настроить то, как вы это делаете, чтобы получить именно тот вид, который вам нужен — существует множество переменных, и каждая из них влияет на то, как деталь будет выглядеть в конечном итоге.
Вы пробовали анодировать? Каковы были ваши результаты, и ваш процесс отличается от моего? Или у вас есть вопросы? Разместите их в комментариях!
Похожие вопросы
Что такое твердое анодирование?
Твердое анодирование — это процесс, в котором используется более высокий ток и выполняется при более низкой температуре. В результате получается значительно более толстый оксидный слой, часто толщиной около 0,002 дюйма. Этот слой чрезвычайно твердый и может значительно повысить износостойкость и коррозионную стойкость алюминия. Требования к этому процессу гораздо выше, и не все отделочные цеха имеют такую возможность.
При твердом анодировании необходимо учитывать, что, поскольку оксидный слой очень толстый, это приведет к заметным изменениям размеров прецизионных компонентов.
Сколько стоит профессиональное анодирование?
Чтобы получить что-то профессионально анодированное, будет минимальная плата, цена за квадратный дюйм площади поверхности и, возможно, плата за стеллаж. Конечно, это будет сильно различаться в зависимости от местоположения и объекта, но вы можете ожидать от 75 до 125 долларов за меньшую партию. Хорошее эмпирическое правило для определения «небольшой партии» — это все, что вы можете унести в коробке. Грузовик = наверное не маленькая партия.
Как анодировать алюминий в домашних условиях Шаг за шагом
Как анодировать алюминий в домашних условиях шаг за шагом
| Точные шаги, которые собирается предпринять любой домашний анодатор, диктуются временем, доступными ресурсами, вниманием к деталям и различными другими факторами. Что посмотреть в начале руководства по анодированию алюминия в домашних условиях?
|
Свяжитесь со мной по адресу [email protected]
Отказ от ответственности за авторские права
Анодирование для самодельщиков
Все началось еще в студенческие годы, когда друг решил, что ему нужно анодировать пейнтбольное оружие. Я нашел статью в журнале, в которой утверждалось, что с помощью небольшого количества аккумуляторной кислоты, красителя для одежды RIT и зарядного устройства можно добиться качественного анодированного покрытия в домашних условиях за небольшую часть стоимости. Как вы можете догадаться, к чему это идет, это не сработало так хорошо.
Однако, после пары лет исследований, проб и ошибок и слишком многих часов полировки алюминия, я наконец нашел метод анодирования, который хорошо работает для небольшого анодирующего устройства. 2) и ванну с более высокой концентрацией серной кислоты, я мог добиться таких же или лучших результатов примерно в два раза быстрее.
Я должен отдать должное Рону Ньюману, у которого уже довольно давно работает участок анодирования. Именно его оригинальный сайт побудил меня даже попробовать анодировать дома. Хотя я не могу сказать, что согласен на 100% с его методом использования зарядного устройства в качестве источника питания (и да, я пробовал это), я согласен с большей частью другой его информации. Я купил краску у Рона и остался очень доволен его услугами. Я бы порекомендовал иметь с ним дело.
Давайте начнем с основ: Что вам понадобится для создания собственной дешевой и недорогой домашней линии анодирования «сделай сам» (DIY)? Это будет для анодирования типа II (анодирование типа 2). Это тип анодирования, который хорошо впитывает краску и обычно используется в основном в косметических целях, но также добавляет твердое покрытие из оксида алюминия к детали, которая очень устойчива к коррозии, а также износостойка и обладает электроизоляционными свойствами. Однако я забегаю вперед. Вернемся к концепции: что вам нужно для создания собственного комплекта для анодирования?
I Необходимое количество:
- Резервуары для хранения серной кислоты (ванны для анодирования или раствора для анодирования)
- Алюминиевые детали для анодирования
- Блок питания. Должен быть рассчитан на постоянный ток, иметь достаточно высокую допустимую нагрузку по току и работать как минимум до 20 вольт
- Серная кислота (аккумуляторная кислота) для приготовления кислотной ванны
- Алюминиевая проволока или титановая проволока для фиксации деталей
- Дистиллированная вода. Это дешево, так что покупайте много.
- Анодирующий краситель. Не беспокойтесь о краске для одежды RIT, она плохо работает. Купите хорошие краски для анодирования, они тоже не дорогие.
- Обезжириватель. Алюминиевые детали должны быть хирургически чистыми перед анодированием, иначе цвет не будет постоянным.
- Десмут (опционально)
- Герметик (дополнительно)
- Щелок, также известный как гидроксид натрия (NaOH). Используется для снятия существующего анодирования с деталей.
- Пищевая сода. Держите под рукой большое количество этого средства, чтобы нейтрализовать кислоту в случае аварии.
- Резиновые перчатки. Я предпочитаю нитриловые, потому что они прочные и не рвутся так легко, как латексные перчатки. Они вам понадобятся, потому что вы не хотите прикасаться руками к деталям после их очистки, так как масла на вашей коже достаточно, чтобы оставить голые пятна на анодированном покрытии.
Начало работы:
Основные шаги:
1. Очистите алюминиевые детали.
2. Обезжирьте алюминиевые детали.
3. Удалите грязь с алюминиевых деталей.
4. Анодируйте в кислотной ванне при 12 ампер/кв. фут в течение 45 минут. Держите температуру на уровне 70-72 градусов (F).
5. Извлеките детали из кислотной ванны и промойте дистиллированной водой.
6. Окрасьте детали (при желании) теплым красителем, ~100–140 градусов (F).
7. Загерметизируйте детали, поместив их в кипящую дистиллированную воду на 20–30 минут.
Следует исходить из того, что детали тщательно промываются в дистиллированной воде между каждым этапом.
Типичная самодельная установка для начала анодирования показана справа. 5-галлонное ведро подойдет для мелких деталей, большие пластиковые емкости для хранения предлагают различные формы и размеры для более крупных деталей. По моему опыту, они работали хорошо. Это будут резервуары, в которых будет храниться ваша ванна для анодирования серной кислоты, поэтому будьте осторожны, чтобы убедиться, что они не протекают. Серная кислота является агрессивным химическим веществом.
Очистка деталей
Вероятно, это самый важный, но игнорируемый этап анодирования. Детали должны быть хирургически чистыми перед анодированием, чтобы обеспечить хорошие результаты. Я предпочитаю многоэтапный процесс, чтобы гарантировать хорошие результаты. Сначала наденьте резиновые/нитриловые перчатки и тщательно вымойте руки. Это гарантирует, что перчатки будут чистыми снаружи. Затем выполните трехэтапный процесс очистки и обезжиривания деталей. Шаг 1. Очистите детали горячей водой с моющим средством для посуды. В зависимости от геометрии на этом этапе может быть полезна кисть. После средства для мытья посуды детали должны быть визуально чистыми. Далее очистите детали обезжиривателем, например Simple Green. Наконец, используйте специальное обезжиривающее средство для анодирования, обычно нагретое, чтобы получить необходимый уровень чистоты. У меня был хороший успех с очистителем SP, доступным от Caswell. В этот момент вода не должна скапливаться на поверхности детали, а должна образовывать ровный слой по всей детали. Если вы видите капли воды, это указывает на наличие смазки и масла, и процесс очистки следует повторить.
Теперь пришло время Десмута. Опустите детали в резервуар Desmut на 1-4 минуты. Раствор Desmut может потускнеть на ваших деталях, поэтому, если вы хотите добиться зеркального блеска, держите его в пределах 2 минут. Какова цель шага Десмута, спросите вы? Для удаления загрязнений с поверхности алюминиевой детали. Например, некоторые сплавы имеют высокое содержание меди, которые плохо анодируются без стадии Десмута. Для последовательности, я desmut каждый раз. Как только вы хорошо освоитесь с процессом, вы можете поэкспериментировать с разным временем в резервуаре для десмута. Как всегда, хорошо промойте после демутации.
Анодирование
Наконец — время анодирования!!! К этому моменту вы уже должны приготовить ванну с кислотой, смешав 1 часть аккумуляторной кислоты с 1 частью дистиллированной воды. Помните: «Кислота в воду — это то, что вам нужно». Правильно, медленно лейте кислоту в воду, не лейте воду в кислоту. Вы можете найти серную кислоту в любом магазине автозапчастей, купив аккумуляторную кислоту. При такой концентрации аккумуляторной кислоты вам потребуется анодирование при 12 ампер/кв. фут с использованием источника питания постоянного тока. Анодирование с постоянной плотностью тока — один из самых простых способов обеспечить стабильные результаты.
Что такое анодированный алюминий? Плюс 5 общих вопросов об этом
Анодирование является одной из наиболее распространенных операций постобработки, выполняемых на алюминиевых деталях. Это электрохимический процесс, который включает в себя погружение алюминиевой детали в ряд резервуаров, превращая алюминиевую поверхность в прочное и устойчивое к коррозии покрытие.
Чтобы определить, является ли анодирование правильным выбором для конкретной детали, разработчики продукта должны сначала понять, как оно влияет на прочность, толщину, цвет и теплопроводность алюминия.
В этой статье представлены ответы на пять часто задаваемых вопросов об анодированном алюминии. Если вы хотите внедрить анодирование в свой обработанный продукт, эта статья для вас!
Содержание
1) Как работает анодирование?
Процесс анодирования включает погружение и обработку чистой алюминиевой детали в химическую ванну с электролитом. Эта химическая ванна обычно делается из серной или хромовой кислоты (электропроводящий раствор).
Затем в эту химическую ванну подают постоянный электрический ток, создавая положительный электрический заряд на алюминиевой части и отрицательный заряд на пластинах электролита. В результате электрохимической реакции образуются поры на поверхности детали. Эти поры связываются с отрицательно заряженными ионами O₂ в электролите, образуя ячеистый оксидный слой (оксид алюминия) на компоненте.
Источник изображения: Висенте Нето, CC BY 4.0, через Wikimedia Commons
Этот слой оксида алюминия более прочен и устойчив к коррозии, чем нижележащая алюминиевая подложка. Однако почти каждая алюминиевая деталь естественным образом образует слой оксида алюминия при воздействии атмосферы. Так что же делает процесс анодирования уникальным, и почему вы должны утруждать себя достижением чего-то, что в значительной степени происходит естественным образом?
2) Зачем анодировать алюминиевые детали?
Когда вы подвергаете обычную алюминиевую деталь воздействию атмосферы, на ее поверхности образуется слой оксида алюминия. Однако этот слой обычно очень тонкий и легко стирается, особенно если его поцарапать или использовать в местах с загрязненным воздухом.
Однако, в отличие от обычного алюминия, деталь из анодированного алюминия содержит оксид алюминия глубоко внутри алюминиевой подложки. Например, поры (и клеточный оксидный слой), образующиеся в результате электрохимической реакции, могут достигать 25 микрон. В результате у вас будет алюминиевый компонент, устойчивый к коррозии, устойчивый к царапинам и способный выдержать практически любое химическое воздействие.
3) Делает ли анодирование алюминиевые детали прочнее?
Прибор для измерения твердости материала
Анодирование не делает алюминиевый компонент прочнее или слабее. Вместо этого он увеличивает твердость алюминияㅡ, которая описывает устойчивость алюминиевого компонента к поверхностным вмятинам, царапинам или истиранию. Например, анодированный алюминиевый компонент может быть в три раза прочнее исходного алюминиевого сплава.
Кроме того, детали из анодированного алюминия обычно легче других металлов, таких как медь и нержавеющая сталь. Эта уникальная характеристика делает их идеальными для применения в аэрокосмической отрасли, где требуются легкие металлы.
4) Улучшает ли анодирование теплопроводность алюминия?
Теплопроводность описывает способность материала передавать или проводить тепло. Эта способность увеличивается с увеличением теплового потока, толщины материала и площади поверхности материала.
Поскольку анодирование образует дополнительный оксидный слой на поверхности алюминиевого компонента, вы согласитесь, что оно увеличивает толщину и площадь поверхности компонента. В результате анодированный алюминий будет иметь лучшую теплопроводность, чем необработанный алюминиевый компонент. Это делает детали из анодированного алюминия идеальными для современных применений радиаторов, используемых в электронике и других тепловых системах.
5) Какие бывают виды анодирования?
Анодирование обычно классифицируется в соответствии со стандартом MIL-A-8625 на три типа:
- Анодирование типа I
- Анодирование типа II
- Анодирование типа III
Процесс анодирования типа I , также называемый анодированием хромовой кислотой, использует химическую ванну с хромовой кислотой для создания покрытий (или оксидного слоя) на поверхности алюминия. Он образует тонкое покрытие (до 2,5 микрон) и идеально подходит для тех случаев, когда требуется минимальная защита от коррозии и адгезия краски.
В процессе анодирования типа II используется химическая ванна с серной кислотой для создания оксидного слоя на алюминиевом компоненте. Этот тип анодирования создает оксидный слой толщиной до 25 микрон, что делает их более устойчивыми к коррозии, чем детали из анодированного алюминия типа I. Кроме того, поскольку они имеют более толстые оксидные слои (и поры), они лучше удерживают красители и цвет, чем анодированные детали «Типа I».
В процессе анодирования типа III , также называемого анодированием с твердым покрытием, образуются оксидные слои толщиной более 25 микрон. Он использует серную кислоту в качестве химической ванны, как и анодирование типа II. Однако электрический ток в этом процессе заставляют течь в течение более длительных периодов времени, чем при анодировании типа II. Это позволяет им создавать более толстые слои и делает их более устойчивыми к коррозии, чем анодированные детали типа I и типа II.
6) Стоимость анодирования алюминия в домашних условиях
Если вы ищете способ защитить свои алюминиевые изделия и сэкономить деньги, анодирование — отличный выбор. Этот процесс намного превосходит покраску и может быть выполнен в вашем собственном доме за небольшую часть стоимости.
Фактическая стоимость, связанная с этим процессом, будет варьироваться в зависимости от того, где вы живете, и детали, которую вы хотите анодировать. Чем крупнее деталь и чем тверже покрытие, тем дороже она будет стоить. Однако все же дешевле и быстрее сделать это дома.
При масштабном анодировании алюминия важно помнить, что оборудование должно быть установлено в хорошо проветриваемом месте. Кроме того, покупка товаров оптом поможет вам сэкономить деньги.
Приобретение серной кислоты может оказаться сложной задачей в зависимости от того, где вы живете, но обычно вы можете найти ее в магазинах огнетушителей или в научных/химических компаниях. Однако для покупки серной кислоты оптом может потребоваться лицензия или разрешение, поэтому сначала обязательно проконсультируйтесь с местными властями.
7) Материалы, необходимые для анодирования алюминия
Большинство материалов, необходимых для анодирования алюминия, являются простыми и их легко найти. Они также относительно недороги. Если вы хотите делать это регулярно дома, вы можете настроить собственную станцию анодирования.
‘
Вот что вам понадобится:
- Дистиллированная вода
- Резервуары и контейнеры для хранения жидкостей во время процесса
- Серная кислота
- Катод
- Нейтрализатор кислоты
- Обезжириватель
- Алюминиевая проволока или титановая проволока
- Щелок
- Краситель (любой цвет по вашему желанию)
- Аккумулятор (или любой другой источник питания)
Также необходимо найти хорошо проветриваемое место для установки станции анодирования; обязательно наденьте очки, перчатки и респиратор.
В дополнение к предметам, которые мы перечислили, вы также захотите купить несколько дополнительных вещей, которые, по нашему мнению и опыту, облегчат вам работу. К ним относятся:
- Шарики для пинг-понга (вы можете положить их в бак, чтобы предотвратить накопление кислотного тумана)
- Мешалка
- Недорогой чайник для красителя
- Кухонный термометр для проверки температуры
8) Анодирование алюминия – основные шаги
После того, как вы собрали все, что мы перечислили выше, все, что вам нужно сделать, это выполнить следующие шаги.
1 – Используйте стальную мочалку или даже слегка абразивную губку для мытья посуды, чтобы очистить поверхность алюминия, который вы собираетесь анодировать. Это поможет удалить любые следы механической обработки с металла.
2 – Следующий шаг – надеть все защитное снаряжение, т. е. перчатки, защитные очки и т. д.
3 – Очистите деталь с помощью обезжиривателя, а затем промойте ее дистиллированной водой.
4 – Приготовьте раствор щелочи, обычно от 10 до 20%. Добавьте около четырех столовых ложек щелочи на галлон воды. Смешайте этот раствор с чистой дистиллированной водой и поместите в него детали. Наденьте резиновые перчатки и подождите несколько минут, пока раствор впитается в алюминий. Вы должны увидеть появление пузырьков, указывающих на то, что поверхность алюминия чистится. Это не должно занимать более 5 минут.
5 – Извлеките деталь из ванны со щелочью и промойте ее дистиллированной водой. Убедитесь, что деталь чистая. Если вы видите, что вода стекает с поверхности, смойте ее еще несколько раз.
6 – Затем вы хотите установить деталь, прикрепив ее к алюминиевой или титановой проволоке. У него должно быть прочное соединение, и имейте в виду, что там, где провод соприкасался с деталью, останется неанодированная метка. Так что выбирайте место с умом.
7– Следующим шагом является создание ванны путем заливки серной кислоты в дистиллированную воду. Вы делаете это, смешивая 1 часть кислоты с тремя частями дистиллированной воды. Однако, независимо от температуры окружающей среды, важно следить за тем, чтобы в ванне была температура 70 градусов по Фаренгейту. Если она превысит эту температуру или опустится ниже 65F, это разрушит процесс, и результаты будут неутешительными.
8 — Затем вы добавите катод в резервуар, но убедитесь, что он не касается детали, которую вы хотите анодировать. Детали, которые вы хотите анодировать, должны быть подвешены в баке так, чтобы они ни с чем не соприкасались. Затем вы добавляете небольшой нагреватель и термометр. Поверхность ванны также можно покрыть шариками для пинг-понга.
9 – Не начинать процесс, пока температура в ванне не достигнет 70 градусов.
10 – Затем подключите источник питания и подключите его к положительной клемме аккумулятора или источника питания. Затем минус подключается к катоду. Здесь вам нужно быть осторожным, потому что ванна начнет выделять опасные пары.
11 – Вам нужно установить силу тока в зависимости от площади поверхности, которую вы хотите анодировать. Если вам нужна твердая поверхность, установите значение 0,03 ампер на квадратный дюйм; если вы хотите что-то более мягкое, что будет впитывать краску, установите его на 0,02 ампера.
12 – Первоначально мы рекомендуем начинать с 16 вольт. В этом вам могут помочь некоторые онлайн-калькуляторы, но дома 16 вольт вполне достаточно. Однако здесь важно следить за температурой в резервуаре по ходу процесса. В процессе часто повышается температура, поэтому оставлять его в покое нельзя.
13 — Как только процесс анодирования начнется, вы можете начать нагревать красители. Большинство цветов хорошо работают при температуре 140 ° F, но некоторые цвета можно охладить. Все марки красок немного отличаются друг от друга и заслуживают некоторых экспериментов.
14 – Затем вы подготавливаете резервуар для дистиллированной воды, а другой – для нейтрализатора кислоты.
15 – После завершения отключите питание, извлеките детали из бака и опустите их в дистиллированную воду на 15 секунд. Затем промойте в баке нейтрализатора в течение примерно 5 минут. Вы захотите сделать второй раунд полоскания в нейтрализаторе в течение 5 минут. Затем снова с дистиллированной водой, прежде чем погрузить детали в краску. Части мгновенно впитают цвет, но вам придется оставить их примерно на 15 минут, в зависимости от желаемой интенсивности.
16 — После того, как процесс окрашивания завершен, нужно прокипятить детали в течение 15 минут. Это поможет затвердеть краску, обеспечивая прочное уплотнение.
Алюминиевое анодированное покрытие: Gensun может помочь
Теперь, когда вы хоть что-то знаете об анодировании, вы согласитесь, что детали из анодированного алюминия имеют ряд преимуществ по сравнению с обычными алюминиевыми деталями. Однако процесс анодирования не так прост, как кажется: он требует специальных технологий и опыта.
Gensun Precision Machining — ведущий поставщик высококачественных производственных услуг в Азии. Мы не только точно изготавливаем продукцию с использованием наших самых современных технологий обработки с ЧПУ, но также предоставляем широкий спектр услуг по отделке поверхностей, включая анодирование алюминия.
Узнайте больше о наших услугах по отделке поверхностей .
Примечание. Эта статья была первоначально опубликована в апреле 2021 г. и обновлена в мае 2022 г.
Полное руководство по анодированию алюминиевых деталей
Независимо от того, работаете ли вы в автомобильной промышленности или являетесь архитектором, проектирующим высотные здания, вы уже слышали о процессе анодирования. Возможно, вы сталкивались с анодированными инструментами, работая стоматологом или занимаясь производством оборудования для приготовления пищи. Анодированные инструменты и устройства имеют широкий спектр применения, например, в морской промышленности, домашней мебели и деталях спортивного инвентаря. Например, если вы увлекаетесь ездой на велосипеде, то вы определенно с ней знакомы. Анодирование, однако, в основном используется в аэрокосмической и электронной промышленности, где определенные детали должны быть «защищены от коррозии». различных металлов, от алюминия до титана, обычно это лучший способ защитить любую алюминиевую поверхность. Среди них алюминий является наиболее универсальным. Поэтому мы собираемся обсудить ключевые компоненты для анодирования алюминиевых деталей. Мы затронем такие темы, как герметизация анодированного алюминия, светлое анодирование погружением, травление, напряжение и время, а также рассмотрим и сравним различные типы процессов анодирования, например, твердое покрытие.
Прежде чем дать определение анодированию, нам необходимо обсудить некоторые естественные процессы и понять, почему некоторые из них должны быть аннулированы применением анодирования. Общеизвестно, что необработанное железо будет ржаветь, если его оставить на воздухе. Ржавление — это химический процесс, называемый коррозией, когда очищенный металл имеет тенденцию превращаться в более стабильную форму, такую как оксид, гидроксид или сульфид. Коррозия ухудшает полезные свойства материалов и влияет на их внешний вид, прочность и другие характеристики, связанные с их полезностью. Хотя в основном на материалы влияет влага в воздухе, иногда может развиться коррозия, если материал вступает в контакт с определенными веществами. Чтобы противодействовать тому, как материалы ведут себя при контакте с воздухом и другими веществами, были разработаны методы снижения реактивности открытых поверхностей для повышения коррозионной стойкости.
Один из наиболее часто используемых методов называется пассивацией, а анодирование является одной из форм электролитической пассивации. Пассивация — это процесс, который в конечном итоге делает материал более устойчивым к окружающей среде, что делает его менее подверженным коррозии, истиранию и увеличивает усталостную долговечность. Материал становится пассивным, создавая внешний барьер из оксида алюминия посредством анодирования. Этот легкий слой анодированного алюминия является барьером против коррозии, который не только повышает прочность и долговечность объекта, но и сохраняет его внешний вид. Мы можем определить анодирование как процесс увеличения толщины пленки природного оксидного слоя на анодированной поверхности металлических деталей. Это процесс химической конверсии, который проникает в алюминиевый компонент и изменяет его стабильность.
Первоначально мы упомянули защиту от коррозии как одну из наиболее распространенных причин анодирования определенных деталей, инструментов и оборудования. Анодно-оксидные покрытия, наиболее часто используемые в промышленном анодировании, обеспечивают электрическую и тепловую изоляцию. Этот слой оксида алюминия состоит из гидратированного оксида алюминия, который считается непроницаемым для коррозии. Однако на этом преимущества анодирования алюминия не заканчиваются. Он также может добавить цельный цвет вашему объекту и действовать как защитный слой от агрессивных химических веществ, используемых для очистки.
Помимо устойчивости к износу и коррозии, этот процесс также улучшает адгезию грунтовки и клея по сравнению с нанесением краски на голый металл. Это также очень полезно для предотвращения истирания резьбовых компонентов. Истирание — это форма износа, вызванная сцеплением между двумя поверхностями скольжения. Это комбинация трения и адгезии, за которой следует скольжение или разрыв кристаллической структуры под поверхностью. Алюминий довольно легко истирается, поэтому для его защиты повсеместно применяется анодирование.
Если вам интересно, какое оборудование необходимо для выполнения полного процесса анодирования, вы можете быть удивлены, узнав, что существуют небольшие комплекты для анодирования, предназначенные для домашнего использования. Тем не менее, эти «наборы для анодирования алюминия в домашних условиях» предназначены для очень небольших проектов, и они по-прежнему требуют глубоких знаний для обеспечения безопасного применения. Если вы хотите приобрести его для себя, чтобы придать красивый вид детали велосипеда, вам нужно будет поговорить с продавцами и провести тщательное исследование в Интернете. Мы рекомендуем вам посетить одно из наиболее известных предприятий по анодированию, у которого есть опыт, чтобы помочь вам. Эти предприятия обычно имеют большие промышленные здания, заполненные резервуарами для анодирования и оборудованием, предназначенным для анодирования различных деталей и материалов из алюминия и титана.
Оборудование может состоять из нескольких автоматических ванн для анодирования алюминия. Эти резервуары для анодирования оснащены встроенными станками с ЧПУ, которые помогают процессу. Как маленькие, так и большие системы анодирования должны иметь несколько резервуаров для завершения процесса анодирования. Типичная линия анодирования включает как минимум следующее: Щелочная очистка, промывка, травление, промывка, раскисление, промывка, анодирование, промывка, окрашивание, промывка, уплотнение, промывка, погружение в горячую воду. Обычно между каждым технологическим резервуаром должно быть два промывочных резервуара, и следует использовать деионизированную воду. Кроме того, необходимы системы вентиляции над резервуарами для кислоты и травления.
Химическая ванна, используемая в процессе анодирования, выделяет значительное количество тепла. Это тепло необходимо устранить для успешного анодирования детали, а это означает, что необходимо принять жизненно важные меры для поддержания температуры на оптимальном уровне. Охладители используются для выравнивания отложений оксидов металлов, а процессу охлаждения способствуют водяные или воздушные охладители. Чиллеры используют датчики температуры и клапаны для поддержания необходимой температуры.
Выпрямители Для осуществления процесса анодирования вам потребуется подать ток на раствор электролита. Система, управляющая током, находится в выпрямителе. Процесс анодирования является деликатным, поэтому для поддержания температуры и напряжения на оптимальном уровне необходимы как охладители, так и выпрямители. Также толщина анодированного слоя будет сильно зависеть от количества времени, которое объект проводит в резервуаре, подключенном к электрическому току.
Этот процесс лучше всего объяснен в двухминутном отчете Ларри Честерфилда о зависимости плотности тока анодирования от напряжения: « В процессе анодирования ток (сила тока) формирует анодное покрытие. По мере того, как покрытие накапливается на деталях, оно препятствует прохождению тока к деталям. Если вы зафиксируете силу тока на протяжении всего цикла анодирования, можно предсказать время, необходимое для создания желаемой толщины покрытия.[…] При использовании контроля силы тока («анодирование по плотности тока») сила тока фиксируется для всего цикла анодирования, что обеспечивает «постоянная плотность тока» на протяжении всего цикла ». Он предлагает несколько математических формул, которые помогут вам рассчитать адекватное напряжение и время, которые необходимо использовать в зависимости от размера анодируемого объекта.
Раствор Макияж Пришло время заняться химической частью этого электрохимического процесса. Мы обсудили химические ванны, используемые в этих специальных резервуарах, а также большие машины, участвующие в этом процессе. Мы еще не обсуждали компоненты химических ванн. Если вы хотите выполнить анодирование в домашних условиях, вам необходимо знать формулу расчета того, что входит в раствор. Прежде чем мы обсудим математику, найдите минутку, чтобы взглянуть на формулу в ее письменной форме: 2H 2 O + Elect ➝ O 2 + 2H 2 ; 2Al + 3O 2 ➝ 2AlO 3
Сернокислотный раствор, наиболее часто используемый для анодирования алюминия. Перед началом процесса следует рассчитать необходимое количество литров или галлонов раствора, принимая во внимание рекомендуемое соотношение кислоты в ванне анодирования (от 15% до 18%). Имейте в виду, что эта формула по-разному применяется к разным видам серной кислоты. Приведем пример оценки:
Галлоны H3SO4, необходимые для ванны анодирования объемом 500 галлонов с концентрацией 15 процентов по весу = 100 x 0,15 x 0,625 x (500/100) = 47 галлонов.
Структура оксида полностью из оксида алюминия. Этот оксид алюминия не наносится на поверхность, как краска или покрытие, а полностью интегрируется с основной алюминиевая подложка , поэтому она не может отколоться или отслаиваться .»Когда алюминиевая деталь погружается в химическую ванну и через нее проходит ток, атомы алюминия медленно извлекаются с поверхности металл. При этом на поверхности образуются так называемые «ямки». Приложенное напряжение влияет на размер этих ямок, и они образуют пористую структуру, которая позволяет проводить вторичные процессы, такие как окрашивание и запечатывание.
Пористая структура Другие характеристики также зависят от напряжения. Толщина слоя оксидно-алюминиевого покрытия сильно зависит от напряжения, которому подвергается ванна, и времени, в течение которого объект находится в ней. Более высокое напряжение увеличивает скорость окисления, а продолжительность процесса влияет на покрытие. Другие аспекты, такие как температура и характеристики электролита, влияют на скорость растворения поверхности металла.
Сопротивление истиранию является одной из важнейших целей анодирования. Однако сейчас мы обсуждаем, как размер и плотность пор или ямок влияют на указанную цель. Более высокая плотность и меньшие ямки означают большую устойчивость к истиранию. Некоторые другие характеристики также могут влиять на целостность покрытия.
Типы анодирования Наиболее часто упоминаемыми типами анодирования являются сернокислотное анодирование типа II и анодирование с твердым покрытием типа III. Это связано с тем, что один (тип II) широко известен как «обычное» анодирование, а другой (тип III) — как «жесткое» анодирование. Так что же стало с Типом I и есть ли другие процессы, не включенные в исходное различие? Мы здесь, чтобы разбить их для вас поровну и сделать их более понятными.
Анодирование хромовой кислотой типа 1 стало менее популярным из-за некоторых правил безопасности, касающихся хрома и загрязнения воздуха, с которыми другие новые типы кислот не противоречили. Это самый старый тип анодирования, и он образует более мягкую анодированную пленку, намного тоньше, чем обычное или твердое анодированное покрытие. Его более тонкое оксидное покрытие обычно выражается в микродюймах, максимум от 20 до 100. Однако, несмотря на то, что он тонкий по своей природе, он по-прежнему обеспечивает равную защиту от коррозии и износостойкость при правильном уплотнении. Хромовая кислота типа I не может использоваться для цветного анодирования, так как имеет светло-серый цвет и меньше поглощает краску при окрашивании. Его применение не в декоративных целях, так как в основном он окрашен в черный цвет и используется для изготовления неотражающих поверхностей в аэрокосмической промышленности или для компонентов прецизионных машин.
Этот подтип является альтернативой анодированию хромовой кислотой, поскольку он позволяет избежать экологических проблем. Он соответствует стандарту MIL-A-8625 и в основном используется для защиты от коррозии и прилипания краски. Он также более энергоэффективен, чем его хромированный аналог.
Серная кислота Тип II Анодирование Наиболее распространенным типом анодирования является тип II или обычное анодирование. Тип II имеет наиболее широко применяемый раствор, содержащий серную кислоту, обеспечивающий умеренно толстое покрытие. Это также намного более твердое покрытие, чем хромовое анодирование. Его пористая поверхность способствует окрашиванию поверхности алюминия и алюминиевых сплавов. Эти эффекты цветного анодирования могут давать такие цвета, как черный, красный, синий, зеленый, городской серый, коричневый койот и золотой. Перед анодированием изделия могут быть обработаны для придания им матового вида. Окрашенные анодированные пленки не теряют цвет быстро, особенно если они были правильно запечатаны. Анодирование серной кислотой типа II в целом является наименее дорогим процессом, и оно обеспечивает широкий спектр анодирования алюминиевых сплавов и доступно во многих цветах. Кроме того, его обработку отходов гораздо легче контролировать, чем хромовое анодирование.
Анодирование типа III, также известное как анодирование с твердым покрытием, также достигается с помощью электролита на основе серной кислоты, но продукт представляет собой гораздо более толстое и плотное покрытие из оксида алюминия. Этот процесс предназначен для компонентов, подверженных экстремальному износу или сильно коррозионным средам. В таких вещах, как противовзрывные экраны, шарнирные механизмы, клапаны и соединения, требуется более прочное покрытие. Тип III применяется для повышенной электрической изоляции.
Другие типы анодирования
- Фосфорная кислота: Анодирование фосфорной кислотой улучшает характеристики в условиях высокой влажности. Он также известен как процесс Боинга и применяется в основном в авиационной промышленности.
- Анодирование титана : в основном используется для окрашивания титана и поиска трещин от напряжения в основном материале. Он в основном используется в медицинском сообществе, а также в частях самолетов и космических кораблей. Обладает высокой адгезией к сухой пленочной смазке и краске.
- Архитектурное анодирование : этот процесс анодирования используется в промышленности, где одинаково важны как внешний вид, так и долговечность. Если вам нужен слой оксида алюминия на компоненте, который будет постоянно поддерживать внешний вид здания, архитектурное анодирование алюминия — единственный выход.
- Анодирование блестящим погружением : Этот процесс анодирования алюминия использует фосфорную и азотную кислоту для придания блестящему, почти зеркальному виду. Лучше всего работает с алюминием серий 5000 и 6000. Чем тверже покрытие из оксида алюминия, тем ярче оно будет. Он популярен в производстве автомобильных запчастей и фонарей. Aerospace Metals специализируется на светлом анодировании погружением.
Травление — это процесс предварительной обработки, используемый для достижения превосходного внешнего вида. Крайне важно, чтобы вся грязь, жир и масло были удалены с поверхности металла, чтобы остался чистый внешний слой, который превратится в анодированное покрытие алюминия. Для устранения поверхностных дефектов применяют два вида травления. В одном используется каустическая сода, а в другом — кислотное травление, обработка поверхности ионами на основе фтора и устранение дефектов.
Процесс герметизации является одним из завершающих этапов анодирования и, по мнению многих, является самым важным. Герметизация обеспечивает максимальную коррозионную стойкость, но сводит к минимуму стойкость к истиранию. Тремя наиболее распространенными типами герметизации являются герметизация горячей деионизированной водой, среднетемпературная герметизация и холодная герметизация.